一种零件压装治具及其压装方法与流程
1.本发明涉及各类零件的相互压装技术领域,尤其涉及一种零件压装治具及其压装方法。
背景技术:
2.在传统的压装方式中一般采取一个零件于压机压头处进行定位,另一个零件于压头下方定位治具进行定位,此种方式有存在如下缺陷缺陷:
3.1.零件放置较为麻烦,需下上至少各放置一次,对于向上装的零件肉眼不变观察,手动对位较困难;
4.2.上压头压装件如过大或过小易导致压头设计复杂或零件难以装至压头上,造成无法压装;
5.3.若被压装件尺寸较长对压机行程也有较高要求,导致压装设备购买成本提升;
6.4.压装对压头与下方定位治具同轴度要求高,若同轴度不符合要求则造成对压件压装错位,无法顺利压合,造成报废损失。
7.5.部分设计复杂压头导致压装动作完成后,被压装件无法顺利脱离压头,造成被压头带起或因工件与定位工装定位配合紧密导致压装完成后取出困难。
8.针对上述问题,我们提出一种零件压装治具及其压装方法。
技术实现要素:
9.本发明的目的是为了解决现有技术中存在的缺点,而提出的一种零件压装治具及其压装方法。
10.为了实现上述目的,本发明采用了如下技术方案:
11.一种零件压装治具,包括第一被压件、第二被压件、定位件、引导芯棒、直线运动气缸,所述直线运动气缸的活塞杆固定有引导芯棒,所述引导芯棒的外部滑动套接有第二被压件、定位件,所述引导芯棒的内部通过螺纹套接有第一被压件。
12.优选的,所述第二被压件和定位件平行设置,所述第一被压件和引导芯棒共线设置,且第一被压件在受压下插入引导芯棒内,所述引导芯棒与定位件垂直。
13.优选的,所述定位件为圆环状,所述直线运动气缸靠近定位件的端面为平面。
14.优选的,所述第一被压件为杆状,且第一被压件上设有防止过度压入的环形凸台,所述第二被压件为环状。
15.优选的,所述引导芯棒滑动套接在直线运动气缸内。
16.本发明提出的一种零件压装治具,其压装方法包括如下步骤:
17.s1、将第一被压件1连接到引导芯棒4上,直线运动气缸5的活塞杆带动引导芯棒4向靠近直线运动气缸5的方向运动;
18.s2、当运动到预设位置后定位件3抵靠在直线运动气缸5上,引导芯棒4继续运动后,可通过定位件3不断将第二被压件2压装到第一被压件1上,直至完全压紧;
19.s3、直线运动气缸5的活塞杆带动引导芯棒4向远离直线运动气缸5的方向运动,此时将第一被压件1和第二被压件2向远离直线运动气缸5的方向推出,在重力作用下定位件3与第二被压件2分离,完成压装工作。
20.与现有技术相比,本发明的有益效果是:本发明中,直线运动气缸的活塞杆可带动引导芯棒做往复运动,将定位件滑动套接在引导芯棒上,然后将第二被压件滑动套在引导芯棒上,将第一被压件连接到引导芯棒上,直线运动气缸的活塞杆带动引导芯棒向靠近直线运动气缸的方向运动,当运动到一定位置后定位件抵靠在直线运动气缸上,引导芯棒继续运动后,可通过定位件不断将第二被压件压装到第一被压件上,直至完全压紧,从而实现第一被压件和第二被压件的压装作业,压装完成后,直线运动气缸的活塞杆带动引导芯棒向远离直线运动气缸的方向运动,此时将第一被压件和第二被压件向远离直线运动气缸的方向推出,在重力作用下定位件与第二被压件分离,此时方便将第一被压件和第二被压件从引导芯棒上取走。
附图说明
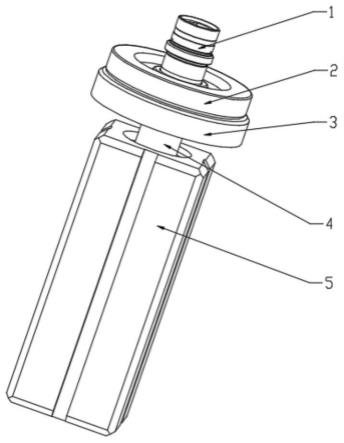
21.图1是本发明提出的一种零件压装治具及其压装方法的整体结构示意图;
22.图2是本发明提出的一种零件压装治具及其压装方法的装件时整体结构的剖面示意图;
23.图3是本发明提出的一种零件压装治具及其压装方法的压装后整体结构的剖面示意图;
24.图4是本发明提出的一种零件压装治具及其压装方法的辅助退料时的剖面示意图。
25.图中:第一被压件1、第二被压件2、定位件3、引导芯棒4、直线运动气缸5。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
27.参照图1-4,一种零件压装治具,包括第一被压件1、第二被压件2、定位件3、引导芯棒4、直线运动气缸5,直线运动气缸5的活塞杆固定有引导芯棒4,直线运动气缸5的活塞杆可带动引导芯棒4做往复运动,引导芯棒4的外部滑动套接有第二被压件2、定位件3,第二被压件2和定位件3平行设置,第一被压件1和引导芯棒4共线设置,且第一被压件1在受压下插入引导芯棒4内,引导芯棒4与定位件3垂直,定位件3为圆环状,直线运动气缸5靠近定位件3的端面为平面,第一被压件1为杆状,且第一被压件1上设有防止过度压入的环形凸台,第二被压件2为环状,引导芯棒4滑动套接在直线运动气缸5内。
28.本发明中,首先将定位件3滑动套接在引导芯棒4上,然后将第二被压件2滑动套在引导芯棒4上,引导芯棒4的内部通过螺纹套接有第一被压件1,将第一被压件1连接到引导芯棒4上,直线运动气缸5的活塞杆带动引导芯棒4向靠近直线运动气缸5的方向运动,当运动到一定位置后定位件3抵靠在直线运动气缸5上,引导芯棒4继续运动后,可通过定位件3不断将第二被压件2压装到第一被压件1上,直至完全压紧,从而实现第一被压件1和第二被压件2的压装作业,压装完成后,直线运动气缸5的活塞杆带动引导芯棒4向远离直线运动气
缸5的方向运动,此时将第一被压件1和第二被压件2向远离直线运动气缸5的方向推出,在重力作用下定位件3与第二被压件2分离,此时方便将第一被压件1和第二被压件2从引导芯棒4上取走。
29.本实施例还提出了一种零件压装治具的压装方法,包括如下步骤:
30.s1、将第一被压件1连接到引导芯棒4上,直线运动气缸5的活塞杆带动引导芯棒4向靠近直线运动气缸5的方向运动;
31.s2、当运动到预设位置后定位件3抵靠在直线运动气缸5上,引导芯棒4继续运动后,可通过定位件3不断将第二被压件2压装到第一被压件1上,直至完全压紧;
32.s3、直线运动气缸5的活塞杆带动引导芯棒4向远离直线运动气缸5的方向运动,此时将第一被压件1和第二被压件2向远离直线运动气缸5的方向推出,在重力作用下定位件3与第二被压件2分离,完成压装工作。
33.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
技术特征:
1.一种零件压装治具,包括第一被压件(1)、第二被压件(2)、定位件(3)、引导芯棒(4)、直线运动气缸(5),其特征在于,所述直线运动气缸(5)的活塞杆固定有引导芯棒(4),所述引导芯棒(4)的外部滑动套接有第二被压件(2)、定位件(3),所述引导芯棒(4)的内部通过螺纹套接有第一被压件(1)。2.根据权利要求1所述的一种零件压装治具,其特征在于,所述第二被压件(2)和定位件(3)平行设置,所述第一被压件(1)和引导芯棒(4)共线设置,且第一被压件(1)在受压下插入引导芯棒(4)内,所述引导芯棒(4)与定位件(3)垂直。3.根据权利要求1所述的一种零件压装治具,其特征在于,所述定位件(3)为圆环状,所述直线运动气缸(5)靠近定位件(3)的端面为平面。4.根据权利要求1所述的一种零件压装治具,其特征在于,所述第一被压件(1)为杆状,且第一被压件(1)上设有防止过度压入的环形凸台,所述第二被压件(2)为环状。5.根据权利要求1所述的一种零件压装治具,其特征在于,所述引导芯棒(4)滑动套接在直线运动气缸(5)内。6.根据权利要求1-5任一项所述的一种零件压装治具,其特征在于,其压装方法包括如下步骤:s1、将第一被压件1连接到引导芯棒4上,直线运动气缸5的活塞杆带动引导芯棒4向靠近直线运动气缸5的方向运动;s2、当运动到预设位置后定位件3抵靠在直线运动气缸5上,引导芯棒4继续运动后,可通过定位件3不断将第二被压件2压装到第一被压件1上,直至完全压紧;s3、直线运动气缸5的活塞杆带动引导芯棒4向远离直线运动气缸5的方向运动,此时将第一被压件1和第二被压件2向远离直线运动气缸5的方向推出,在重力作用下定位件3与第二被压件2分离,完成压装工作。
技术总结
本发明公开了一种零件压装治具,包括第一被压件、第二被压件、定位件、引导芯棒、直线运动气缸,所述直线运动气缸的活塞杆固定有引导芯棒,所述引导芯棒的外部滑动套接有第二被压件、定位件,所述引导芯棒的内部通过螺纹套接有第一被压件。本发明直线运动气缸的活塞杆带动引导芯棒向靠近直线运动气缸的方向运动,当运动到一定位置后定位件抵靠在直线运动气缸上,引导芯棒继续运动后,可通过定位件不断将第二被压件压装到第一被压件上,直至完全压紧,从而实现第一被压件和第二被压件的压装作业,直线运动气缸的活塞杆带动引导芯棒向远离直线运动气缸的方向运动,方便将第一被压件和第二被压件从引导芯棒上取走。第二被压件从引导芯棒上取走。第二被压件从引导芯棒上取走。
技术研发人员:崔骐 徐旺华 刘星
受保护的技术使用者:芜湖恒隆汽车转向系统有限公司
技术研发日:2022.07.25
技术公布日:2022/9/30
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1