一种轴承预紧垫测量规及其测量方法与流程
1.本发明创造涉及一种轴承预紧垫测量规,用于nn系列轴承装配过程中预紧垫厚度检测的机构。
背景技术:
2.在nn系列轴承装配过程中,在进行nn系列轴承预紧过程时需要检测nn系列轴承相对主轴基准端面的距离。当前是通过成组量块测量法实现对轴承端面与主轴基准端面距离的测量,再通过成组量块沿轴径圆周三处位置进行测量,取平均值,实现nn系列轴承预紧垫厚度的测量。成组量块测量法,受量块组合数量产生的积累误差(一般量块组合数量为3-4块)和3点测量过程产生的测量误差,存在按检测数据配磨的预紧垫厚度与实际要求的配磨垫厚度有差异,存在局限性。
技术实现要素:
3.本发明创造要解决的技术问题是提供一种轴承预紧垫测量规,该测量规在整体结构上十分紧凑,操作简便,工作效率提高20倍以上且造价低,实现nn系列轴承预紧垫厚度的快速精准检测。
4.为解决以上问题,本发明创造的具体技术方案如下:一种轴承预紧垫测量规,包括检测手柄和检测环,检测环为半圆环形,且检测手柄位于半圆环形的外表面中心轴线处;在检测环的顶面设有检测头,在检测环外圆周设有表座,表座内设有检测头伸缩机构;在表座内插入百分表,百分表通过锁紧螺栓与表座固定,百分表的测量头与检测头伸缩机构的一端接触,检测头伸缩机构另一端与检测头连接;在检测环的上表面设有两个顶紧滚轮,在检测手柄的侧面设有手压板,在检测手柄和检测环的内腔设有顶紧滚轮伸缩机构,顶紧滚轮伸缩机构一端与顶紧滚轮连接,另一端与手压板连接;在检测环的下表面设有圆周均布的三个基准钉。
5.所述的检测头伸缩机构结构为,在检测环的内腔底部固定连接杠杆座,位于检测环内腔的检测杠杆中部通过销钉与杠杆座连接,检测杠杆的一端通过销钉连接检测头,检测头的顶部从检测环上表面伸出;在检测杠杆的另一端通过销钉连接触点柱,触点柱位于表座的竖直孔内;在表座的外端面设有上下动作的浮动手柄,在触点柱上设有水平的螺纹孔,浮动手柄穿过表座外端面设置的竖直长条孔后,与触点柱的螺纹孔连接;在临近触点柱的检测杠杆上设有弹簧帽,弹簧帽上同轴连接压缩弹簧,压缩弹簧位于表座的凹槽内,且底部支撑在弹簧帽上,压缩弹簧的顶部支撑在凹槽的顶面;百分表的测量头与触点柱的上表面接触。
6.所述的顶紧滚轮伸缩机构由松动机构和顶紧机构组成,其中松动机构结构为,在检测环的内腔对称设置弧形杆,两个弧形杆的端部共同与摆动杠杆一端开口槽连接,摆动杠杆的中部通过销钉与检测手柄内腔连接;手压板一端伸出检测手柄,另一端位于检测手柄内;摆动杠杆的另一端通过销钉与手压板内部的长条孔连接;手压板与检测手柄开口处
通过转位销连接,转位销与手压板的长条孔分别位于手压板内外两侧;在弧形杆的末端设有连杆,连杆的两端分别设有沿长度方向的长条孔,一端长条孔通过销钉连接弧形杆,另一端长条孔连接顶紧机构,在连杆的两个长条孔之间设有与检测环连接的销钉;顶紧机构的结构为,在检测环的内腔通过转轴连接l型的摆杆弯折点处,摆杆的竖直端头连接拉伸弹簧的一端,拉伸弹簧的另一端连接在检测环的固定结构上,且摆杆的竖直球面端头位于连杆的长条孔内;在摆杆的水平杆端设有水平的长条孔,顶柱横跨摆杆的水平端,并通过顶柱上连接的销钉与摆杆长条孔连接,在顶柱的上端设有耳片,耳片顶端穿过检测环的上表面,且活动连接顶紧滚轮;在靠近顶柱的外端部的检测环设有螺纹孔,在螺纹孔内螺纹连接紧定螺钉,紧定螺钉的底面与摆杆的水平杆端端部接触。
7.所述的摆动杠杆与弧形杆之间通过圆杠杆连接;圆杠杆有圆形部和直杆部连接而成,圆杠杆直杆部外端设有万向球头,万向球头与摆动杠杆的凹槽连接;圆杠杆的圆形部对称设有摆动销,摆动销分别与两侧的弧形杆连接,在圆形部的底部设有定位轴,定位轴与检测环内腔底面连接。
8.采用轴承预紧垫测量规的测量方法,包括以下步骤:1)校表:检测环以三个基准钉为基准,置于大理石平台上,检测头相对与高度基准复位,调整百分表测头压缩量,转动百分表盘置0表针,紧固锁紧螺钉,完成测量规对表工作;2)右手持检测手柄并用手指按压手压板,通过顶紧滚轮伸缩机构的联动,带动顶紧滚轮回缩到检测环的上表面内;3)左手向上拨动浮动手柄,检测头伸缩机构的联动,带动检测头回缩到检测环的上表面内;4)将轴承预紧垫测量规的检测环插入到主轴轴承预紧垫的预留位置,然后松开手压板和浮动手柄,使顶紧滚轮位于轴承内圈端面上;5)旋转检测手柄,百分表的触头与检测头处于联动状态,百分表指针指向数值为相对测量规对表时的差值,检测规绕主轴轴线旋转一周检测,记录百分表的最大值和最小值,计算平均值作为轴承预紧环厚度的配作值。
9.本发明的有益效果是:1.本发明采用的检测nn系列轴承预紧垫厚度的机械结构,它与目前广泛运用的成组量块测量法实现对轴承端面与主轴基准端面距离的测量具有等效的工作性质,但在整体结构上十分紧凑,操作简便,工作效率提高20倍以上,在主轴单元装配上使用更具有独特的优势。
10.2.本发明由检测头伸缩机构和顶紧滚轮伸缩机构两套联动机构,实现插入过程的避让,和工作过程中的预紧和检测联动,从而实现高精度的测量。
11.3. 轴承预紧垫测量规的测量方法保证了检测精度的前提下,提高了检测效率,从而提高了整体产品的生产效率。
附图说明
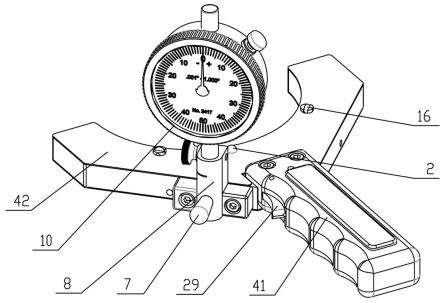
12.图1为轴承预紧垫测量规的轴测图。
13.图2为检测头伸缩机构的结构剖视图。
14.图3为顶紧滚轮伸缩机构的俯视图。
15.图4为顶紧滚轮伸缩机构的主视图。
16.图5为圆杠杆的连接示意图。
17.图6为顶紧滚轮伸缩机构的运动示意图。
18.图7为测量规测量范围示意图。
19.图8为轴承预紧垫测量规应用环境示意图。
具体实施方式
20.如图1至图5所示,一种轴承预紧垫测量规,包括检测手柄41和检测环42,检测环42为半圆环形,且检测手柄41位于半圆环形的外表面中心轴线处;在检测环42的顶面设有检测头2,在检测环42外圆周设有表座8,表座8内设有检测头伸缩机构;在表座8内插入百分表10,百分表10通过锁紧螺栓9与表座固定,百分表10的测量头与检测头伸缩机构的一端接触,检测头伸缩机构另一端与检测头2连接;在检测环42的上表面设有两个顶紧滚轮16,在检测手柄41的侧面设有手压板29,在检测手柄41和检测环42的内腔设有顶紧滚轮伸缩机构,顶紧滚轮伸缩机构一端与顶紧滚轮16连接,另一端与手压板29连接;在检测环42的下表面设有圆周均布的三个基准钉24。按动手压板29后,通过顶紧滚轮伸缩机构使顶紧滚轮16回缩;通过触发检测头伸缩机构使检测头2回缩,从而实现检测环42插入过程的避让。
21.如图2所示,所述的检测头伸缩机构结构为,在检测环42的内腔底部固定连接杠杆座14,位于检测环42内腔的检测杠杆3中部通过销钉与杠杆座14连接,检测杠杆3的一端通过销钉连接检测头2,检测头2的顶部从检测环42上表面伸出;在检测杠杆3的另一端通过销钉连接触点柱6,触点柱6位于表座8的竖直孔内;在表座8的外端面设有上下动作的浮动手柄7,在触点柱6上设有水平的螺纹孔,浮动手柄7穿过表座8外端面设置的竖直长条孔后,与触点柱6的螺纹孔连接;在临近触点柱6的检测杠杆3上设有弹簧帽4,弹簧帽4上同轴连接压缩弹簧5,压缩弹簧5位于表座8的凹槽内,且底部支撑在弹簧帽4上,压缩弹簧5的顶部支撑在凹槽的顶面;百分表10的测量头与触点柱6的上表面接触。当向上提起浮动手柄7时,杠杆座14克服压缩弹簧5的弹力,使检测杠杆3发生偏转,故带动检测头2回缩到检测环42内。
22.如图3和图4所示,所述的顶紧滚轮伸缩机构由松动机构和顶紧机构组成,其中松动机构结构为,在检测环42的内腔对称设置弧形杆25,两个弧形杆25的端部共同与摆动杠杆28一端连接,摆动杠杆28的中部通过销钉与检测手柄41内腔连接;手压板29一端伸出检测手柄41,另一端位于检测手柄41内;摆动杠杆28的另一端通过销钉与手压板29内部的长条孔连接;手压板29与检测手柄41开口处通过转位销38连接,转位销38与手压板29的长条孔分别位于手压板29内外两侧;在弧形杆25的末端设有连杆31,连杆31的两端分别设有沿长度方向的长条孔,一端长条孔通过销钉连接弧形杆25,另一端长条孔连接顶紧机构,在连杆31的两个长条孔之间设有与检测环42连接的销钉;顶紧机构的结构为,在检测环42的内腔通过转轴连接l型的摆杆17弯折点处,摆杆17的竖直端头连接拉伸弹簧18的一端,拉伸弹簧18的另一端连接在检测环42的固定结构上,且摆杆17的竖直端头位于连杆31的长条孔内;在摆杆17的水平杆端设有水平的长条孔,顶柱15横跨摆杆17的水平端,并通过顶柱15上连接的销钉与摆杆17长条孔连接,在顶柱15的上端设有耳片,耳片顶端穿过检测环42的上表面,且活动连接顶紧滚轮16;在靠近顶柱15的外端部的检测环42设有螺纹孔,在螺纹孔内
螺纹连接紧定螺钉20,紧定螺钉20的底面与摆杆17的水平杆端端部接触。如图5所示,摆动杠杆28与弧形杆25之间通过圆杠杆27连接;圆杠杆27有圆形部和直杆部连接而成,圆杠杆27直杆部外端设有万向球头45,万向球头45与摆动杠杆28的凹槽连接;圆杠杆27的圆形部对称设有摆动销46,摆动销46分别与两侧的弧形杆25连接,在圆形部的底部设有定位轴47,定位轴与检测环42内腔底面连接。
23.其动作过程如图3至图6所示,按下测量规检测手柄41的手压板29,通过摆动杠杆28推动圆杠杆27旋转,圆杠杆27上的两个摆动销46分别推动两侧的弧形杆25镜像圆周动作,并分别带动连杆31发生偏转,拉动摆杆17克服拉伸弹簧18的拉力,分别带动对应位置的顶紧滚轮16向下移动,使得滚轮16最高点与三个圆头钉24为测量基准平面的高度小于nn系列轴承端面与主轴基准端面的距离。
24.如图7所示,上下两端的h、k高度即使需要采用本技术的轴承预紧垫测量规进行测量的高度,其方法包括以下步骤:1)校表:检测环42以三个基准钉24为基准,置于大理石平台上,检测头2相对与高度基准复位,调整百分表10测头压缩量,转动百分表盘置0表针,紧固锁紧螺钉9,完成测量规对表工作;2)右手持检测手柄41并用手指按压手压板29,通过顶紧滚轮伸缩机构的联动,带动顶紧滚轮16回缩到检测环42的上表面内;3)左手向上拨动浮动手柄7,检测头伸缩机构的联动,带动检测头2回缩到检测环42的上表面内;4)将轴承预紧垫测量规的检测环42插入到预紧垫的预留位置,然后松开手压板29和浮动手柄7,使顶紧滚轮16位于轴承内圈端面上;5)将百分表10插入到表座8内,并旋转检测手柄41,百分表10的触头与检测头2处于联动状态,百分表指针指向数值为相对测量规对表时的差值,检测规绕主轴轴线旋转检测,记录百分表的最大值和最小值,计算平均值作为轴承预紧环厚度的配作值,如图8所示。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1