一种铝管自动打磨运输一体化装置的制作方法
1.本发明属于铝管技术领域,具体为一种铝管自动打磨运输一体化装置。
背景技术:
2.铝管是有色金属管的一种,指用纯铝或铝合金经挤压加工成沿其纵向全长中空的金属管状材料,铝管广泛用于各行各业,如:汽车、轮船、航天、航空、电器、农业、机电、家居等,铝管于我们的生活已经无处不在。现有的铝管在成型完毕后,都是需要人工对铝管进行打磨倒角,但是人工打磨会有效率低下且打磨精度不高的问题。
技术实现要素:
3.本发明所要解决的技术问题是克服现有技术中所存在的上述不足,提供一种铝管自动打磨运输一体化装置。
4.为了解决上述技术问题,本发明所采用的技术方案是:一种铝管自动打磨运输一体化装置,其特征在于:包括机座、送料组件、成型组件、冲压组件、加工组件、传动组件一和传送组件二,所述机座表面靠近侧边的位置固定设置有控制器,所述机座表面对称固定设置有支撑架一,所述送料组件和成型组件对称固定设置在机座的上表面,所述成型组件设置在支撑架一之间,所述冲压组件设置在两成型组件之间,同时与机座上表面作固定配合,所述传动组件一对称设置在冲压组件两侧,同时与机座上表面作固定配合,所述加工组件设置在冲压组件的前方,并与机座上表面作固定配合,所述传送组件二设置在加工组件下方,并与机座表面作固定配合。
5.进一步地,所述加工组件包括支架二、电机二、电机三、转动轴四和转动轴六,所述电机二对称固定设置在支架二的上表面,所述电机三固定设置在靠近支架二侧边的上表面中部,所述电机二的输出轴表面固定设置有转轮一,所述转轮一的表面滑动设置有传动带一,所述转动轴四下端与支架二转动配合,所述转动轴四靠近上端表面固定设置有转轮三,所述转轮一和转轮三通过传动带一连接,所述转动轴四靠近转轮三的表面固定设置有转轮二,,所述转动轴六下端与支架二转动配合,所述转动轴六的上部表面固定设置有转轮四,所述转轮四的表面滑动设置有传动带二,所述转轮二和转轮四通过传动带二连接,所述转动轴四下方靠近转轮二的表面固定设置有齿轮一,所述齿轮一的两侧对称转动设置有齿轮二,所述齿轮一和齿轮二相啮合,所述齿轮二的下端面固定设置有转动轴五,所述转动轴五贯穿支架二的表面,并作转动配合,所述转动轴六下方靠近转轮四的表面固定设置有齿轮四,所述齿轮四的两侧对称转动设置有齿轮三,所述齿轮三和齿轮四相啮合,所述齿轮三的下端面固定设置有转动轴七,所述转动轴七贯穿支架二的表面,并作转动配合,所述电机三的输出轴的表面固定设置有齿轮五,所述齿轮五的两侧对称设置有齿轮六,所述齿轮五和齿轮六相啮合,所述齿轮六的下端面固定设置有转动轴八,所述转动轴八下端贯穿支架二的表面,并作转动配合。
6.进一步地,所述转动轴八的下端固定设置有连接座,所述连接座的侧面固定设置
有驱动轴,所述驱动轴的表面转动设置有齿轮七,所述支架二的下表面对称固定设置有两组呈圆形排列的若干连接柱,所述连接柱的下端面固定设置有内啮合齿轮八,所述齿轮七与内啮合齿轮八相啮合,所述驱动轴的下端面固定设置有切除块,所述转动轴五的下端面固定设置有攻螺纹件,所述转动轴七的下端面固定设置有切削件。
7.进一步地,所述送料组件包括振动盘和支架一,所述振动盘内固定设置有螺旋送料轨道一,所述螺旋送料轨道一的外端面固定设置有送料轨道二,所述支架一的靠近侧边的上表面固定设置有气动支座一,所述气动支座一的侧面固定设置有气动伸缩杆一,所述气动伸缩杆一的另一端贯穿送料轨道二的侧面,并作滑动配合,所述气动伸缩杆一的另一端面固定设置有位置检测器和电动吸盘。
8.进一步地,所述成型组件包括转动筒、方形转动轴二和方形转动轴三,所述转动筒的表面开设有若干个槽一,所述槽一内固定设置有若干个料筒一,所述料筒一内开设有通槽二,所述料筒一的内部设置有料筒二,所述料筒二固定设置在槽一的底面,所述槽一底面开设有若干个软管槽,所述料筒一和料筒二与软管槽相通,所述软管槽的底部开设有管头通槽,所述管头通槽贯穿转动筒筒壁,所述转动筒内开设有转动槽一,所述方形转动轴三设置在转动槽一内,所述方形转动轴三内开设有转动槽二,所述方形转动轴二设置在转动槽二内,所述转动筒、方形转动轴二和方形转动轴三两侧对称固定设置有转动轴一,所述转动轴一转动设置在支撑架一的侧面,所述转动轴一的一侧端面设置有电机一,所述电机一的输出轴与转动轴一的一侧端面作固定配合,所述电机一的下方固定设置有支板,所述支板的下表面固定设置有支柱一,所述支柱一固定设置在机座表面,所述方形转动轴三的四个侧面固定设置有若干个伸缩杆三,所述方形转动轴二的四个侧面固定设置有若干个气动伸缩杆二,所述气动伸缩杆二的活塞杆贯穿转动槽二内壁固定设置有连接件,所述连接件的另一端固定设置在气动伸缩杆二的表面。
9.进一步地,所述冲压组件包括u形冲压架和支撑板二,所述支撑板二对称固定设置在u形冲压架下部内表面的两侧边,所述u形冲压架的上下内表面对称固定设置有液压杆件,两所述液压杆件的外端面均固定设置有支撑板一,所述支撑板一的表面固定设置有若干个整齐排列的支座二,所述支撑板二的表面滑动设置有若干个软管模具,所述的软管模具的右侧端面固定设置有支座三,所述支座三的两侧面对称铰接设置有两组连杆一,所述连杆一的另一端与支座二作铰接配合,两所述支撑板一之间固定设置有伸缩杆四,所述伸缩杆四与上方支撑板一之间固定设置有弹簧一。
10.进一步地,所述传动组件一包括若干个支撑架二和支撑架三,所述支架二对称设置在u形冲压架的两侧,一所述支撑架二的外侧面固定设置有托板一,所述托板一的上表面固定设置有电机四,两所述支撑架二之间转动设置有辊轮一,所述辊轮一表面滑动设置有传动带一,所述传送带一的表面开设有若干个软管腔槽一,所述支架三设置在u形冲压架的前方,并且设置在机座表面,所述支架三的上端面对称设置有滑道。
11.进一步地,所述传送带组件二包括若干个支撑架三、若干个支撑架四、若干个支撑架五和辊轮轴,所述支撑架三对称设置在支架三的两侧,一所述支撑架三的侧面固定设置有托板二,所述托板二的上表面固定设置有电机五,所述电机五的输出轴与辊轮轴作固定配合,所述辊轮轴转动设置在两支撑架三之间,所述辊轮轴的表面对称滑动设置有传送带二,所述传送带二的表面对称开设有若干个软管腔槽二,所述辊轮轴靠近传送带二的表面
对称设置有传送带三,所述传送带三的表面固定设置有若干个支撑座一,所述支撑座一的侧面铰接设置有电动伸缩轴一,所述电动伸缩轴一的上端面固定设置有软管轴,所述软管轴的表面固定设置有橡胶圈,所述电动伸缩轴一的侧面固定设置有支座四,所述支座四的侧边转动设置有转轴一,所述转轴一的表面固定设置有连接绳的一端,所述辊轮轴的中部表面滑动设置有传送带四,所述传送带四的表面固定设置有若干个电动伸缩支撑座二,所述电动伸缩支撑座二的上端面固定设置有支撑座三,所述支撑座三表面固定设置有电机八,所述电机八的输出轴的端面固定设置有锥齿轮一,所述支撑座三的侧面对称固定设置有转轴二,所述转轴二的表面转动设置有转动轮,所述转轴的内端面固定设置有锥齿轮二,所述锥齿轮一和锥齿轮二相啮合,所述转动轮的表面与连接绳的另外一端作固定配合。
12.进一步地,两所述支撑架四之间转动设置有传送件三,一所述支撑架四的侧面固定设置有托板三,所述托板三的上表面固定设置有电机六,所述电机六用于带动传送件三,两所述支撑架五之间转动设置有传送件四,一所述支撑架五的侧面固定设置有托板四,所述托板四的上表面固定设置有电机七,所述电机七用于带动传送件四。
13.综上所述,与现有技术相比,本发明提供的一种铝管自动打磨运输一体化装置,具备以下有益效果:
14.1、本发明的送料组件通过振动盘的震动将原料圆形铝板一个个的运送到送料轨道内,再通过位置检测器启动电动吸盘将圆形铝板吸附,然后通过气动伸缩杆一将电动吸盘推送到通槽二内,然后电动吸盘将圆形铝板释放,此时圆形铝板被放置再通槽二内,通过成型组件将圆形铝板运送到冲压组件的位置,进行冲压成型,这个过程中,通过结构与电子元件的配合,方便了铝制软管由原料成型为铝制软管的过程,更加精准高效的实现铝制软管的初步生产;
15.2、本发明的加工组件通过电机的驱动,将冲压成型的铝制软管进行进一步的处理,通过对管头进行螺纹成型、管肩的倒角打磨和管道尾部多余部分的切除来更好的对铝制软管进行修饰,这个过程中,将三个工序合到了一起,大大的节省了铝管生产制造的时间,提高了铝管生产的效率;
16.3、本发明的传送组件二通过传送带的传动将位于软管腔槽内冲压成型的铝制软管运送到加工组件的下方位置,通过电动伸缩轴将铝制软管外套在表面,然后通过传送带将电动伸缩轴移动,对铝制软管进行进一步的修饰加工处理,保证了铝制软管加工的精准和高效。
附图说明
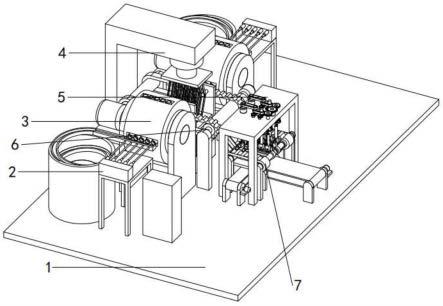
17.图1为本发明的等轴侧视图;
18.图2为本发明的结构示意图一;
19.图3为本发明的成型组件结构示意图;
20.图4为本发明的结构示意图二;
21.图5为本发明的传送组件二结构示意图;
22.图6为本发明的传动组件一结构示意图;
23.图7为本发明的送料组件部分结构示意图;
24.图8为本发明的成型组件部分结构示意图一;
25.图9为本发明的成型组件部分结构示意图二;
26.图10为本发明的冲压组件结构示意图;
27.图11为本发明的加工组件结构示意图;
28.图12为本发明的传送组件二的部分结构示意图一;
29.图13为本发明的传送组件二的部分结构示意图二;
30.图14为本发明的加工组件的部分结构示意图;
31.图15为本发明的传送组件二的部分结构示意图三。
具体实施方式
32.为了使本技术领域的人员更好的理解本发明方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整的描述。
33.如图1所示,本发明的一种铝管自动打磨运输一体化装置,包括机座1、送料组件2、成型组件3、冲压组件4、加工组件5、传动组件一6和传送组件二7,机座1表面靠近侧边的位置固定设置有控制器11,可以用来控制整个装置的工作过程以及对工作构件的调整,机座1表面对称固定设置有支撑架一12,,用来支撑成型组件3,送料组件2和成型组件3对称固定设置在机座1的上表面,成型组件3设置在支撑架一12之间,冲压组件4设置在两成型组件3之间,同时与机座1上表面作固定配合,传动组件一6对称设置在冲压组件4两侧,同时与机座1上表面作固定配合,加工组件5设置在冲压组件4的前方,并与机座1上表面作固定配合,传送组件二7设置在加工组件5下方,并与机座1表面作固定配合,送料组件2和成型组件3的成对设置可以大大的提高铝制软管的生产效率。
34.如图11和图14所示,加工组件5包括支架二51、电机二511、电机三54、转动轴四52和转动轴六53,电机二511对称固定设置在支架二51的上表面,电机三54固定设置在靠近支架二51侧边的上表面中部,电机二511和电机三54用来作为加工组件5的驱动源,电机二511的输出轴表面固定设置有转轮一512,转轮一512的表面滑动设置有传动带一513,转动轴四52下端与支架二51转动配合,转动轴四52靠近上端表面固定设置有转轮三525,转轮一512和转轮三525通过传动带一513连接,转动轴四52靠近转轮三525的表面固定设置有转轮二524,,转动轴六53下端与支架二51转动配合,转动轴六53的上部表面固定设置有转轮四531,转轮四531的表面滑动设置有传动带二532,转轮二524和转轮四531通过传动带二532连接,转动轴四52下方靠近转轮二524的表面固定设置有齿轮一521,齿轮一521的两侧对称转动设置有齿轮二523,齿轮一521和齿轮二523相啮合,齿轮二523的下端面固定设置有转动轴五522,转动轴五522贯穿支架二51的表面,并作转动配合,转动轴六53下方靠近转轮四531的表面固定设置有齿轮四535,齿轮四535的两侧对称转动设置有齿轮三533,齿轮三533和齿轮四535相啮合,齿轮三533的下端面固定设置有转动轴七534,转动轴七534贯穿支架二51的表面,并作转动配合,电机三54的输出轴的表面固定设置有齿轮五541,齿轮五541的两侧对称设置有齿轮六5511,齿轮五541和齿轮六5511相啮合,齿轮六5511的下端面固定设置有转动轴八55,转动轴八55下端贯穿支架二51的表面,并作转动配合,转动轴四52用来驱动攻螺纹件5221来对铝制软管进行管头的螺纹制作,转动轴六53用来驱动切削件5341对铝制软管的管肩部位进行倒角和打磨,转动轴八用来驱动切除块556对铝制软管不规则的管尾进行切除,转动轴八55的下端固定设置有连接座551,连接座551的侧面固定设置有驱动
轴552,驱动轴552的表面转动设置有齿轮七553,支架二51的下表面对称固定设置有两组呈圆形排列的若干连接柱555,连接柱555的下端面固定设置有内啮合齿轮八554,齿轮七553与内啮合齿轮八554相啮合,驱动轴552的下端面固定设置有切除块556,转动轴五522的下端面固定设置有攻螺纹件5221,转动轴七534的下端面固定设置有切削件5341。
35.如图2和7所示,送料组件2包括振动盘21和支架一22,振动盘21内固定设置有螺旋送料轨道一211,螺旋送料轨道一211的外端面固定设置有送料轨道二212,支架一22的靠近侧边的上表面固定设置有气动支座一221,气动支座一221的侧面固定设置有气动伸缩杆一222,气动伸缩杆一222的另一端贯穿送料轨道二212的侧面,并作滑动配合,气动伸缩杆一222的另一端面固定设置有位置检测器2221和电动吸盘2223,送料组件2通过振动盘21的震动将原料圆形铝板一个个的运送到送料轨道二212内,再通过位置检测器2221启动电动吸盘2223将圆形铝板吸附固定,运送到下一个处理工序。
36.如图3和图4所示,成型组件3包括转动筒31、方形转动轴二33和方形转动轴三34,转动筒31的表面开设有若干个槽一311,槽一311内固定设置有若干个料筒一3111,料筒一3111内开设有通槽二3112,用来放置圆形铝板,料筒一3111的内部设置有料筒二3113,料筒二3113固定设置在槽一311的底面,槽一311底面开设有若干个软管槽3114,料筒一3111和料筒二3113与软管槽3114相通,软管槽3114的底部开设有管头通槽3115,管头通槽3115贯穿转动筒31筒壁,转动筒31内开设有转动槽一312,方形转动轴三34设置在转动槽一312内,方形转动轴三34内开设有转动槽二341,方形转动轴二33设置在转动槽二341内,转动筒31、方形转动轴二33和方形转动轴三34两侧对称固定设置有转动轴一323,转动轴一323转动设置在支撑架一12的侧面,转动轴一323的一侧端面设置有电机一322,电机一322的输出轴与转动轴一323的一侧端面作固定配合,电机一322的下方固定设置有支板321,支板321的下表面固定设置有支柱一32,支柱一32固定设置在机座1表面,方形转动轴三34的四个侧面固定设置有若干个伸缩杆三343,方形转动轴二33的四个侧面固定设置有若干个气动伸缩杆二331,气动伸缩杆二331的活塞杆贯穿转动槽二341内壁固定设置有连接件332,连接件332的另一端固定设置在气动伸缩杆二331的表面,成型组件3通过气动伸缩杆二331带动伸缩杆三343,对原料3316的内表面进行位置固定,方便冲压组件4对原料3116进行冲压成型为铝制软管,并且伸缩杆三343在管头通槽3115内运动到一定的位置,预留出铝制软管的管头形状,方便铝制软管的冲压成型。
37.如图4和10所示,冲压组件4包括u形冲压架41和支撑板二46,支撑板二46对称固定设置在u形冲压架41下部内表面的两侧边,u形冲压架41的上下内表面对称固定设置有液压杆件42,两液压杆件42的外端面均固定设置有支撑板一43,通过液压杆件42对支撑板一43进行挤压,支撑板一43的表面固定设置有若干个整齐排列的支座二432,支撑板二46的表面滑动设置有若干个软管模具44,的软管模具44的右侧端面固定设置有支座三441,支座三441的两侧面对称铰接设置有两组连杆一431,连杆一431的另一端与支座二432作铰接配合,两支撑板一43之间固定设置有伸缩杆四45,伸缩杆四45与上方支撑板一43之间固定设置有弹簧一451,两支撑板一43相向移动挤压伸缩杆四45,并且对两侧的连杆一431进行挤压,然后推动软管模具44向两侧的原料3116进行挤压,使原料3116挤压成为铝制软管的初步模样。
38.如图6所示,传动组件一6包括若干个支撑架二61和支撑架三71,支架二51对称设
置在u形冲压架41的两侧,一支撑架二61的外侧面固定设置有托板一611,托板一611的上表面固定设置有电机四62,两支撑架二61之间转动设置有辊轮一64,辊轮一64表面滑动设置有传动带一513,传送带一63的表面开设有若干个软管腔槽一631,支架三65设置在u形冲压架41的前方,并且设置在机座1表面,支架三65的上端面对称设置有滑道66,通过传动组件一6中的传送带一63将冲压成型的铝制软管运送到传送带组件二7中进行进一步的加工成型。
39.如图5和图12所示,传送带组件二7包括若干个支撑架三71、若干个支撑架四72、若干个支撑架五73和辊轮轴714,支撑架三71对称设置在支架三65的两侧,一支撑架三71的侧面固定设置有托板二711,托板二711的上表面固定设置有电机五712,电机五712的输出轴与辊轮轴714作固定配合,辊轮轴714转动设置在两支撑架三71之间,辊轮轴714的表面对称滑动设置有传送带二713,传送带二713通过辊轮轴714的驱动,来将铝制软管进一步的移动加工,传送带二713的表面对称开设有若干个软管腔槽二7131,软管腔槽7131用来放置铝制软管,并且软管腔槽7131的一侧面没有将传送带二713的表面进行开通,使铝制软管的管头部位能够有一个支撑力,来进行更稳定的移动和加工,辊轮轴714靠近传送带二713的表面对称设置有传送带三715,传送带三715的表面固定设置有若干个支撑座一7151,支撑座一7151的侧面铰接设置有电动伸缩轴一7152,电动伸缩轴一7152的上端面固定设置有软管轴7155,用来使铝制软管外套在软管轴7155的表面,并对铝制软管进行固定加工,软管轴7155的表面固定设置有橡胶圈7156,保护铝制软管的内壁不受损害,电动伸缩轴一7152的侧面固定设置有支座四7153,支座四7153的侧边转动设置有转轴一7154,转轴一7154的表面固定设置有连接绳7164的一端,辊轮轴714的中部表面滑动设置有传送带四716,传送带四716的表面固定设置有若干个电动伸缩支撑座二7161,电动伸缩支撑座二7161的上端面固定设置有支撑座三7162,支撑座三7162表面固定设置有电机八7166,电机八7166的输出轴的端面固定设置有锥齿轮一7167,支撑座三7162的侧面对称固定设置有转轴二7163,转轴二7163的表面转动设置有转动轮7165,转轴7163的内端面固定设置有锥齿轮二7168,锥齿轮一7167和锥齿轮二7168相啮合,转动轮7165的表面与连接绳7164的另外一端作固定配合,通过电机八7166的驱动,进而带动转动轮7165表面的连接绳7164对电动伸缩轴一7152的拉伸转动,使铝制软管由平行状态变为竖直状态,更好的进行加工处理,两支撑架四72之间转动设置有传送件三723,一支撑架四72的侧面固定设置有托板三721,托板三721的上表面固定设置有电机六722,电机六722用于带动传送件三723,两支撑架五73之间转动设置有传送件四733,一支撑架五73的侧面固定设置有托板四731,托板四731的上表面固定设置有电机七732,电机七732用于带动传送件四733。
40.工作原理:
41.将若干原料3116放入振动盘21内,启动振动盘21,原料3116会从振动盘21内的螺旋送料轨道一211中通过震动移动到送料轨道二212内,再通过位置检测器2221启动电动吸盘2223将原料3116吸附,然后通过气动伸缩杆一222将电动吸盘2223推送到通槽二3112内,然后电动吸盘2223将原料3116释放,此时原料3116被放置在通槽二3112内;
42.进一步地,电机一322带动转动筒31进行转动,带动方形转动轴二33和方形转动轴三34,通槽二3112的位置发生改变,旋转180
°
,此时通槽二3112的位置与软管模具44相平行,然后通过气动伸缩杆二331带动伸缩杆三343,对原料3116的内表面进行位置固定,方便
软管模具44对原料3116冲压成型为铝制软管,并且伸缩杆三343在管头通槽3115内运动到一定的位置,为铝制软管的管头预留出成型位置;
43.进一步地,通过两液压杆件42对支撑板一43进行挤压,两支撑板一43相向移动挤压伸缩杆四45,并且对两侧的连杆一431进行挤压,然后推动软管模具44向两侧的原料3116进行挤压,使原料3116挤压成为铝制软管的初步模样,然后液压杆件42恢复到原来状态,进而软管模具44带着铝制软管移动,铝制软管的底部碰触到支撑板二46,然后从软管模具44的表面掉落到软管腔槽一631311内;
44.进一步地,电机四62带动传送带一63带动铝制软管移动到传送带二713表面的软管腔槽二7131内,电动伸缩轴一7152带动软管轴7155将位于软管腔槽二7131内的铝制软管外套,并通过橡胶圈7156对铝制软管进行固定,然后通过电机八7166的驱动,进而带动转动轮7165表面的连接绳7164对电动伸缩轴一7152进行拉伸转动,使铝制软管由平行状态变为竖直状态;
45.进一步地,电机二511带动传动带一513,带动转动轴四52转动,通过传动带二532带动转动轴六53转动,转动轴四52和转动轴六53分别带动攻螺纹件5221和切削件5341运动,对铝制软管进行加工处理,电机三54带动齿轮五541转动,进而带动齿轮六5511转动,进而带动转动轴八55进行转动,然后带动连接座551转动,带动驱动轴552沿着内啮合齿轮八554转动,进而带动切除块556对铝制软管的尾端进行切除整形;
46.进一步地,传送带三715带着处理后的铝制软管继续环形移动,当铝制软管由管头朝上的竖直状态变为管头朝下的竖直状态,此时铝制软管正对着传送件三723,通过电动伸缩轴一7152将处理好的铝制软管顶落在传送件三723的表面,由传送件三723将铝制软管进行运输,然后剩余的尾部废料继续由电动伸缩轴一7152将其顶落在传送件四733的表面,输送出去。
47.上述说明示出并描述了本技术的若干优选实施例,但如前所述,应当理解本技术并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述申请构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本技术的精神和范围,则都应在本技术所附权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1