一种显示器背板的生产设备及其生产工艺的制作方法
1.本发明涉及显示器技术领域,具体涉及一种显示器背板的生产设备及其生产工艺。
背景技术:
2.显示器是电脑的i/o设备,即输入输出设备,它是一种将一定的电子文件通过特定的传输设备显示到屏幕上的显示工具,它可以分为阴极射线管显示器(crt),等离子显示器pdp,液晶显示器lcd等等,而在显示器又是由多种其它配件组合而成,其中显示器背板就是其中一个配件,通常显示器背板是由金属板组成,它是由金属面板冲压制成。
3.现有技术中,公开号为cn215088366u的专利文件中,提出一种显示器背板生产用悬挂式平喷设备,包括工作台和输送皮带机,所述输送皮带机设在工作台顶端,所述工作台顶端固定设有固定框,所述输送皮带机穿过固定框内部,所述固定框上设有喷涂机构,所述工作台前侧设有风机和滤尘箱,所述滤尘箱设在风机一侧,所述固定框一侧设有吸尘盒,所述吸尘盒设在输送皮带机顶部,所述滤尘箱一侧固定设有吸尘管,所述吸尘管一端穿过吸尘盒顶端并与吸尘盒内部相连通,所述固定框另一侧设有干燥盒,所述干燥盒设在输送皮带机顶部,所述风机的出风端固定设有出风管,所述出风管一端穿过干燥盒顶端并与干燥盒内部相连通,所述干燥盒内部设有多个加热棒,所述加热棒两端分别与干燥盒内部前后端固定连接
4.针对现有技术存在以下问题:
5.现有的显示器背板在加工的过程中,需要人工去将背板原料放置到冲压装置中,去进行冲压,在此过程中,人为的放置金属板,无法进行精准的定位,会导致在冲压过程中,发成错位的问题,降低了成品的合格率,同时在将金属背板冲压成型后,不方便进行脱模,从而使得加工过程中,需要浪费一定的时间去进行脱模,然后再通过人工的方式去将加工成型的金属背板放置到成品处。
技术实现要素:
6.本发明提供一种显示器背板的生产设备及其生产工艺,以解决上述背景技术中提出的问题。
7.为解决上述技术问题,本发明所采用的技术方案是:
8.第一方面,一种显示器背板的生产设备,包括背板生产设备本体,所述背板生产设备本体包括有工作台,所述工作台的上表面开设有加工槽,所述加工槽的两侧开设有滑槽一,所述工作台的侧面固定连接有滑动机构,所述滑动机构的外表面固定连接有夹持机构,所述工作台的上表面固定连接有plc控制器,所述工作台的上表面固定连接有冲压机构,所述加工槽的底面固定连接有升降组件,所述加工槽的内壁固定连接有传送带,所述升降组件包括有液压缸二,所述液压缸二的接线端与plc控制器的接线端电性连接,所述液压缸二的底面与加工槽的底面固定连接,所述液压缸二的输出端固定连接有升降板,所述升降板
的上表面固定连接有限位柱,所述限位柱均匀分布在升降板的上表面,通过将显示器金属背板放置在限位柱之间方便进行定位,并且可以通过液压缸二和升降板配合,可以带动升降板进行升降,方便夹持机构对金属面板进行夹持。
9.本发明技术方案的进一步改进在于:所述滑动机构包括有电机,所述电机的一侧与工作台的侧面固定连接,所述电机的接线端与plc控制器的接线端电性连接,所述电机的输出端固定连接有丝杆,所述丝杆的外表面螺纹连接有滑块一,所述滑块一的侧面固定连接有连接板,通过电机、丝杆、滑块一和连接板的配合,可以方便带动夹持机构进行水平方向上的移动。
10.本发明技术方案的进一步改进在于:所述夹持机构包括有液压缸一,所述液压缸一的接线端与plc控制器的接线端电性连接,所述液压缸一的一侧与连接板的侧面固定连接,所述液压缸一的输出端固定连接有固定板,通过液压缸一可以带动固定板进行水平方向上的移动,所述固定板的上表面开设有凹槽一,所述凹槽一的上表面固定连接有气泵,所述气泵的接线端与plc控制器的接线端电性连接,所述气泵的输出端固定连接有连接管。
11.本发明技术方案的进一步改进在于:所述固定板的侧面固定连接有方形板,所述方形板的底面固定连接有夹持组件,所述固定板的侧面固定连接有夹持板,所述夹持板位于夹持组件的正下方,所述夹持板的上表面固定连接有防滑垫,所述夹持板的上表面远离电机一端固定连接有限位板,所述限位板可以在对金属背板进行夹持过程中,进行定位,使得金属板的一侧刚好与相接触。
12.本发明技术方案的进一步改进在于:所述夹持组件包括有壳体,所述壳体的上表面与方形板的底面固定连接,所述壳体的内壁与连接管的外表面固定连接,所述连接管的一端固定连接有弹性气囊,可通过气泵向弹性气囊的内部充入气体,所述弹性气囊的外表面与壳体的内壁活动连接,所述壳体的内壁开设有滑槽三,所述滑槽三的内壁滑动连接有升降板。
13.本发明技术方案的进一步改进在于:所述升降板的底面固定连接有限位弹性球一,所述壳体的内壁底面固定连接有限位弹力球二,所述壳体的内壁底面滑动连接有伸缩柱,所述伸缩柱的上表面与升降板的底面固定连接,所述伸缩柱的底面固定连接有吸附盘,通过限位弹性球一和限位弹力球二的配合,可以对升降板进行限位作用,而吸附盘可以对金属板进行吸附作用。
14.本发明技术方案的进一步改进在于:所述冲压机构包括有支撑架,所述支撑架的底面与工作台的上表面固定连接,所述支撑架的上表面固定连接有伸缩动力机,所述伸缩动力机的输出端固定连接有伸缩杆,所述伸缩杆的上表面与支撑架的底面固定连接,所述伸缩杆的输出端固定连接有冲压板,所述冲压板的底面可拆卸式连接有冲压头,通过伸缩动力机、伸缩杆和冲压板的配合,可以带动冲压头进行升降运动,方便对金属背板进行冲压。
15.本发明技术方案的进一步改进在于:所述加工槽的上表面固定连接有模具台,所述模具台的上表面开设有冲压槽,所述模具台的上表面开设有凹槽二,所述模具台的内部固定连接有脱模组件,所述脱模组件包括有液压伸缩装置,所述液压伸缩装置与凹槽二的底面固定连接,所述液压伸缩装置的上表面固定连接有方形板,所述方形板的侧面与凹槽二的内壁滑动连接,通过液压伸缩装置和方形板的相互配合,可以将冲压成型的金属背板
移出模具台,方便夹持机构再次对其进行夹持。
16.第二方面,一种显示器背板的生产工艺,其生产步骤如下:
17.s1:首先利用显示器背板生产设备进行加工,先将显示器金属背板放置在生产设备的升降组件上,由生产设备上的移动机构配合夹持组件将金属背板放置在模具的上方;
18.s2:通过生产设备上的冲压装置对显示器金属背板进行冲压,冲压完成后,配合脱模组件将冲压完成的金属背板移出模具台;
19.s3:再次通过夹持组件和移动机构将加工完成的金属背板移动到传送带上,由传动带传送到成品放置台。
20.由于采用了上述技术方案,本发明相对现有技术来说,取得的技术进步是:
21.1、本发明提供一种显示器背板的生产设备及其生产工艺,采用plc控制器、电机、丝杆、滑块一和的配合,通过plc控制器控制启动电机进行转动,从而可以带动丝杆进行转动,由于丝杆的转动,会驱动滑块一在滑槽一的内壁中进行水平方向上的移动,从而可以带动连接板进行水平方向上的移动,可以方便带动夹持机构进行水平方向上的移动。
22.2、本发明提供一种显示器背板的生产设备及其生产工艺,采用plc控制器、液压缸一、固定板、气泵、连接管、夹持组件、弹性气囊、升降板、伸缩柱、吸附盘、夹持板、防滑垫和限位板的配合,当需要对显示器金属背板进行夹持时,首先通过滑动机构带动夹持机构移动到金属背板的两侧,然后通过plc控制器控制启动液压缸一进行移动,让两侧的固定板相互靠间,刚好使金属板的两侧与固定板的内壁相接触,然后,通过plc控制器控制气泵进行工作,使得气泵产生的气体通过连接管进入到弹性气囊中,由于弹性气囊的膨胀,会对升降板上部的气体进行压缩,由于大气压强的作用,使得升降板向下滑动,再配合伸缩柱、吸附盘和夹持板可以对显示器金属背板进行夹持,由于采用的气动夹持的原理,在对金属板进行夹持的过程中,不会对金属板产生太大的压力,避免在将加工成型的金属板夹持的过程中,破坏金属板的现有结构。
23.3、本发明提供一种显示器背板的生产设备及其生产工艺,采用plc控制器、伸缩动力机、伸缩杆、冲压板、模具台、冲压槽、脱模组件、液压伸缩装置和方形板的配合,在对显示器金属背板进行冲压时,可通过plc控制器控制启动伸缩动力机进行工作,配合伸缩杆和冲压板可以带动冲压头进行下降,配合冲压槽,将显示器金属背板进行冲压成型,并且维持一定时间,防止金属板在冲压成型后进行回弹,当冲压完成后,可通过plc控制器控制液压伸缩装置进行升降,通过方形板使金属板从冲压槽的内部移出,方便夹持机构再次对加工成型的金属板进行夹持,传送到成品放置区。
附图说明
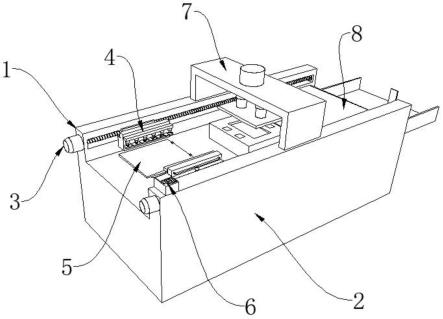
24.图1为本发明的结构示意图;
25.图2为本发明的侧面结构示意图;
26.图3为本发明的左视结构示意图;
27.图4为本发明的夹持机构正侧面结构示意图;
28.图5为本发明的夹持机构正面结构示意图;
29.图6为本发明的夹持组件结构示意图;
30.图7为本发明的冲压机构结构示意图;
31.图8为本发明的模具台截面结构示意图;
32.图9为本发明的升降板结构示意图。
33.图中:1、背板生产设备本体;2、工作台;21、加工槽;22、滑槽一;3、滑动机构;31、电机;32、丝杆;33、滑块一;34、连接板;4、夹持机构;41、液压缸一;42、固定板;421、凹槽一;43、气泵;44、连接管;45、方形板;46、夹持组件;461、壳体;4611、滑槽三;462、弹性气囊;463、升降板;464、限位弹性球一;465、限位弹力球二;466、伸缩柱;467、吸附盘;47、夹持板;471、防滑垫;472、限位板;5、升降组件;51、液压缸二;52、升降板;521、限位柱;6、plc控制器;7、冲压机构;71、支撑架;72、伸缩动力机;73、伸缩杆;74、冲压板;75、模具台;751、冲压槽;752、凹槽二;76、脱模组件;761、液压伸缩装置;762、方形板;77、冲压头;8、传送带。
具体实施方式
34.下面结合实施例对本发明做进一步详细说明:
35.实施例1
36.如图1-9所示,本发明提供了一种显示器背板的生产设备,包括背板生产设备本体1,背板生产设备本体1包括有工作台2,工作台2的上表面开设有加工槽21,加工槽21的两侧开设有滑槽一22,工作台2的侧面固定连接有滑动机构3,滑动机构3的外表面固定连接有夹持机构4,工作台2的上表面固定连接有plc控制器6,工作台2的上表面固定连接有冲压机构7,加工槽21的底面固定连接有升降组件5,加工槽21的内壁固定连接有传送带8,升降组件5包括有液压缸二51,液压缸二51的底面与加工槽21的底面固定连接,液压缸二51的输出端固定连接有升降板52,升降板52的上表面固定连接有限位柱521,限位柱521均匀分布在升降板52的上表面,通过将显示器金属背板放置在限位柱521之间方便进行定位,并且可以通过液压缸二51和升降板52配合,可以带动升降板52进行升降,方便夹持机构4对金属面板进行夹持,滑动机构3包括有电机31,电机31的一侧与工作台2的侧面固定连接,电机31的输出端固定连接有丝杆32,丝杆32的外表面螺纹连接有滑块一33,滑块一33的侧面固定连接有连接板34,通过plc控制器6控制启动电机31进行转动,从而可以带动丝杆32进行转动,由于丝杆32的转动,会驱动滑块一33在滑槽一22的内壁中进行水平方向上的移动,从而可以带动连接板34进行水平方向上的移动,可以方便带动夹持机构4进行水平方向上的移动。
37.进一步的是,夹持机构4包括有液压缸一41,液压缸一41的一侧与连接板34的侧面固定连接,液压缸一41的输出端固定连接有固定板42,固定板42的上表面开设有凹槽一421,凹槽一421的上表面固定连接有气泵43,气泵43的输出端固定连接有连接管44,固定板42的侧面固定连接有方形板45,方形板45的底面固定连接有夹持组件46,固定板42的侧面固定连接有夹持板47,夹持板47位于夹持组件46的正下方,夹持板47的上表面固定连接有防滑垫471,夹持板47的上表面远离电机31一端固定连接有限位板472,夹持组件46包括有壳体461,壳体461的上表面与方形板45的底面固定连接,壳体461的内壁与连接管44的外表面固定连接,连接管44的一端固定连接有弹性气囊462,弹性气囊462的外表面与壳体461的内壁活动连接,壳体461的内壁开设有滑槽三4611,滑槽三4611的内壁滑动连接有升降板463,升降板463的底面固定连接有限位弹性球一464,壳体461的内壁底面固定连接有限位弹力球二465,壳体461的内壁底面滑动连接有伸缩柱466,伸缩柱466的上表面与升降板463的底面固定连接,伸缩柱466的底面固定连接有吸附盘467,当需要对显示器金属背板进行
夹持时,首先通过滑动机构3带动夹持机构4移动到金属背板的两侧,然后通过plc控制器6控制启动液压缸一41进行移动,让两侧的固定板42相互靠近,刚好使金属板的两侧与固定板42的内壁相接触,然后,通过plc控制器6控制气泵43进行工作,使得气泵43产生的气体通过连接管44进入到弹性气囊462中,由于弹性气囊462的膨胀,会对升降板463上部的气体进行压缩,由于大气压强的作用,使得升降板463向下滑动,再配合伸缩柱466、吸附盘467和夹持板47可以对显示器金属背板进行夹持,由于采用的气动夹持的原理,在对金属板进行夹持的过程中,不会对金属板产生太大的压力,避免在将加工成型的金属板夹持的过程中,破坏金属板的现有结构。
38.实施例2
39.如图1-9所示,在实施例1的基础上,本发明提供一种技术方案:优选的,冲压机构7包括有支撑架71,支撑架71的底面与工作台2的上表面固定连接,支撑架71的上表面固定连接有伸缩动力机72,伸缩动力机72的输出端固定连接有伸缩杆73,伸缩杆73的上表面与支撑架71的底面固定连接,伸缩杆73的输出端固定连接有冲压板74,冲压板74的底面可拆卸式连接有冲压头77,加工槽21的上表面固定连接有模具台75,模具台75的上表面开设有冲压槽751,模具台75的上表面开设有凹槽二752,模具台75的内部固定连接有脱模组件76,脱模组件包括有液压伸缩装置761,液压伸缩装置761与凹槽二752的底面固定连接,液压伸缩装置761的上表面固定连接有方形板762,方形板762的侧面与凹槽二752的内壁滑动连接,在对显示器金属背板进行冲压时,可通过plc控制器6控制启动伸缩动力机72进行工作,配合伸缩杆73和冲压板74可以带动冲压头77进行下降,配合冲压槽751,将显示器金属背板进行冲压成型,并且维持一定时间,防止金属板在冲压成型后进行回弹,当冲压完成后,可通过plc控制器6控制液压伸缩装置761进行升降,通过方形板762使金属板从冲压槽751的内部移出,方便夹持机构4再次对加工成型的金属板进行夹持,传送到成品放置区。
40.实施例3
41.如图1-9所示,在实施例1-2的基础上,本发明还提供一种显示器背板供的生产工艺:其生产步骤如下:
42.s1:首先利用显示器背板生产设备进行加工,先将显示器金属背板放置在生产设备的升降组件上,由生产设备上的移动机构配合夹持组件将金属背板放置在模具的上方;
43.s2:通过生产设备上的冲压装置对显示器金属背板进行冲压,冲压完成后,配合脱模组件将冲压完成的金属背板移出模具台;
44.s3:再次通过夹持组件和移动机构将加工完成的金属背板移动到传送带上,由传动带传送到成品放置台。
45.下面具体说一下该显示器背板的生产设备及其生产工艺的工作原理。
46.如图1-9所示,首先需要将加工的显示器金属背板放置在限位柱521之间,然后通过plc控制器6控制启动液压缸二51进行升降,使升降板52带动显示器金属背板升降到与夹持板47持平的方向,然后通过plc控制器6控制启动液压缸一41进行移动,让两侧的固定板42相互靠近,刚好使金属板的两侧与固定板42的内壁相接触,然后,通过plc控制器6控制气泵43进行工作,使得气泵43产生的气体通过连接管44进入到弹性气囊462中,由于弹性气囊462的膨胀,会对升降板463上部的气体进行压缩,由于大气压强的作用,使得升降板463向下滑动,再配合伸缩柱466、吸附盘467和夹持板47可以对显示器金属背板进行夹持,当夹持
完成后,通过plc控制器6控制启动电机31进行转动,从而可以带动丝杆32进行转动,由于丝杆32的转动,会驱动滑块一33在滑槽一22的内壁中进行水平方向上的移动,从而可以带动连接板34进行水平方向上的移动,可以方便带动夹持机构4进行水平方向上的移动,将显示器金属背板传送到模具台75的上方,然后将金属板放置在模具台75的上方,再通过plc控制器6控制启动伸缩动力机72进行工作,配合伸缩杆73和冲压板74可以带动冲压头77进行下降,配合冲压槽751,将显示器金属背板进行冲压成型,并且维持一定时间,防止金属板在冲压成型后进行回弹,当冲压完成后,可通过plc控制器6控制液压伸缩装置761进行升降,通过方形板762使金属板从冲压槽751的内部移出,方便夹持机构4再次对加工成型的金属板进行夹持,传送到成品放置区。
47.上文一般性的对本发明做了详尽的描述,但在本发明基础上,可以对之做一些修改或改进,这对于技术领域的一般技术人员是显而易见的。因此,在不脱离本发明思想精神的修改或改进,均在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1