一种机械加工零件的内外螺纹加工装置的制作方法
1.本发明涉及机械加工技术领域,特别涉及一种机械加工零件的内外螺纹加工装置。
背景技术:
2.对工件进行内外螺纹加工需要将工件先夹持固定住,再通过刀具在工件内孔加工出内螺纹,在工件的外壁加工出外螺纹。现有技术的螺纹加工装置对于较大直径、较薄壁的盘套类工件进行内螺纹和外螺纹加工夹持固定时,通常通过卡爪夹持工件的外壁,先加工出内孔的内螺纹,内螺纹加工完成后,再将卡爪松开取下工件,然后反抓夹持工件的内孔,此时再对外壁进行加工。然而,此方式存在一定缺陷问题:两次定位安装存在误差,并不能保证内孔的内螺纹与外壁的外螺纹之间的同轴度;另外,卡爪直接夹持工件内孔或外壁易造成工件的变形,影响同轴度,且易损坏工件。
技术实现要素:
3.本发明的目的在于提供一种机械加工零件的内外螺纹加工装置,用于解决内外螺纹加工中工件固定所存在的无法保证同轴度和工件变形的问题。
4.为实现达到上述目的,本发明采用如下技术方案:
5.本发明提供一种机械加工零件的内外螺纹加工装置,其特征在于,包括:安装在机床本体上的机床主轴以及机床卡爪、通过机床主轴或机床卡爪安装在机床本体上的夹具体、以及用于将待加工零件安装在夹具体上的若干组夹持机构;其中,夹具体呈圆盘状结构,具有用于安装夹持机构的第一端面以及用于与机床主轴或机床卡爪相配合安装的第二端面;第一端面上设置有用于安装待加工零件的凸台,凸台的表面关于夹具体的轴心线呈环形阵列均布设置有一圈内侧螺孔,第一端面上关于夹具体的轴心线呈环形阵列均布设置有一圈外侧螺孔;内侧螺孔的数量与外侧螺孔的数量相同,该数量n≥3;夹持机构的数量为n组,每组夹持机构包括第一双头螺柱、第二双头螺柱、第一支撑螺柱、第二支撑螺柱、压板以及螺母;压板用于压在工件的端面上,压板开设有压板通孔和压板螺孔;当工件进行内螺纹加工时,第一双头螺柱的第一端部贯穿压板通孔并与螺母螺纹连接,第一双头螺柱的第二端部与外侧螺孔螺纹连接,第一支撑螺柱的第一端部与压板螺孔螺纹连接,第一支撑螺柱的第二端部与夹具体的第一端面接触相抵;当工件进行外螺纹加工时,第二双头螺柱的第一端部贯穿压板通孔并与螺母螺纹连接,第二双头螺柱的第二端部与内侧螺孔螺纹连接,第二支撑螺柱的第一端部与压板螺孔螺纹连接,第二支撑螺柱的第二端部与凸台的表面接触相抵。
6.进一步,在本发明提供的机械加工零件的内外螺纹加工装置中,还可以具有这样的特征:其中,压板的一端边沿设置为弯折凸起结构,所有压板通过弯折凸起结构相配合对待加工零件进行限位固定。
7.进一步,在本发明提供的机械加工零件的内外螺纹加工装置中,还可以具有这样
的特征:其中,第一双头螺柱以及第二双头螺柱的第一端部的端面开设有螺钉槽。
8.进一步,在本发明提供的机械加工零件的内外螺纹加工装置中,还可以具有这样的特征:其中,第一支撑螺柱以及第二支撑螺柱的第一端部的端面开设有螺钉槽。
9.进一步,在本发明提供的机械加工零件的内外螺纹加工装置中,还可以具有这样的特征:其中,第一支撑螺柱以及第二支撑螺柱的第二端部设置为球面结构。
10.进一步,在本发明提供的机械加工零件的内外螺纹加工装置中,还可以具有这样的特征:其中,螺母为球面螺母,压板在压板通孔的外周区域设置有与球面螺母相匹配的弧面凹槽。
11.进一步,在本发明提供的机械加工零件的内外螺纹加工装置中,还可以具有这样的特征:其中,机床主轴的端部依次设置有定位结构以及外螺纹;夹具体在第二端面开设有主轴连接孔,主轴连接孔从第二端面至内侧依次分为定位孔段和螺纹孔段,定位孔段与机床主轴的定位结构相配合,螺纹孔段与机床主轴的外螺纹相配合。
12.本发明的作用和效果:
13.1)本发明提供的机械加工零件的内外螺纹加工装置具有夹具体和多组夹持机构,工件从内螺纹加工切换到外螺纹加工过程中,工件在夹具上的固定位置不变,工件始终处于被固定加紧状态,避免重复定位安装误差。
14.2)工件是通过压板实际压力在工件端面,从而将其限位固定安装在夹具体上,夹持机构不会对工件内孔及外壁直接施加力,避免了工件因变形超差而报废的问题。
15.3)本发明的内外螺纹加工装置保证了同轴度要求,为工件后续质检步骤省去了复杂且难度高的同轴度测量检测手段。
附图说明
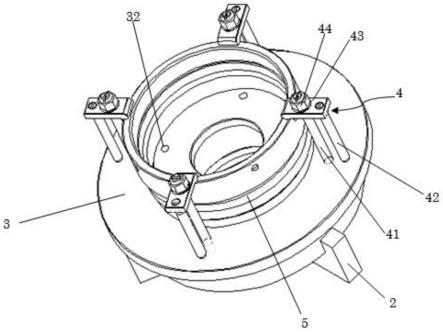
16.图1是本发明实施例的机械加工零件的内外螺纹加工装置的三维结构图(加工内螺纹状态);
17.图2是图1的俯视图(未示意机床卡爪);
18.图3是图2在h-h截面的剖视图;
19.图4是本发明实施例的机械加工零件的内外螺纹加工装置的三维结构图(加工外螺纹状态);
20.图5是图4是俯视图(未示意机床卡爪);
21.图6是图4在g-g截面的剖视图;
22.图7是本发明实施例中夹具体与机床主轴相配合安装的示意图;
23.图8是本发明实施例中夹具体与机床卡爪相配合安装的示意图;
24.图9是本发明实施例中第一双头螺柱、第一支撑螺柱、压板以及螺母的连接情况示意图。
25.附图标记:机床主轴1;定位结构11;机床主轴的外螺纹12;机床卡爪2;夹具体3;凸台31;工件安装环槽311;内侧螺孔32;外侧螺孔33;定位孔段34;螺纹孔段35;连通孔36;夹持机构4;第一双头螺柱41;第二双头螺柱41’;螺钉槽41a;第一端部411;第一端部412;第一支撑螺柱42;第二支撑螺柱42’;螺钉槽42a;第一端部421;第二端部422;压板43;压板通孔431;压板螺孔432;弯折凸起结构433;螺母44;工件5;工件的内螺纹5a;工件的外螺纹5b。
具体实施方式
26.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,以下实施例结合附图对本发明的技术方案作具体阐述。
27.《实施例》
28.参阅图1至图8,本实施例提供一种机械加工零件的内外螺纹加工装置。该装置安装在机床本体(图中未示)上,该装置适用于直径较大且壁较薄的盘套类零件进行内外螺纹加工。该机械加工零件的内外螺纹加工装置包括:机床主轴1、机床卡爪2、夹具体3以及夹持机构4。机床主轴1、机床卡爪2通过常规安装方式安装在机床本体上。夹具体3通过机床主轴1或机床卡爪2安装在机床本体上。待加工零件(以下简称工件)通过若干组夹持机构4安装在夹具体3上。
29.夹具体3呈圆盘状结构,该圆盘状结构具有相对的第一端面和第二端面。第一端面用于安装夹持机构4以及工件。第二端面于与机床主轴1或机床卡爪2相配合安装。
30.如图3所示,夹具体3的第一端面上具有用于安装工件的凸台31,凸台31的表面的外缘位置开设有工件安装环槽311,工件通过工件安装环槽31套装在凸台31上。参阅图1至图3,凸台31的表面关于夹具体的轴心线呈环形阵列均布设置有一圈内侧螺孔32。参阅图4至图6,第一端面上关于夹具体的轴心线呈环形阵列均布设置有一圈外侧螺孔33。内侧螺孔32的数量与外侧螺孔33的数量相同,该数量n≥3,该数量n可以设置为3~6,n优选数量为4。在本实施例中,如图1至图6所示,设置有四个内侧螺孔32以及四个外侧螺孔33,并在每个内侧螺孔32对应与一个外侧螺孔33位于同一半径上。
31.如图7所示,夹具体3的第二端面上开设有主轴连接孔,夹具体3的第一端面上开设有连通孔36,该主轴连接孔与连通孔36相连通。该主轴连接孔从第二端面至内侧依次分为定位孔段34和螺纹孔段35。机床主轴1的端部依次设置有定位结构11以及外螺纹12,夹具体3的通过主轴连接孔与机床主轴1插接,定位孔段与机床主轴1的定位结构相配合,螺纹孔段与机床主轴1的外螺纹相配合实现螺纹连接固定。
32.夹具体3可以通过机床主轴1或机床卡爪2安装在机床主体上。夹具体3与机床卡爪2的安装情况如图1、图4和图8所示,机床卡爪2相配合卡合夹持在夹具体3的外壁。
33.夹持机构4的数量为四组。每组夹持机构包括第一双头螺柱41、第二双头螺柱41’、第一支撑螺柱42、第二支撑螺柱42’、压板43以及螺母44。参阅图1至图3,当工件进行内螺纹加工时,通过夹持机构的第一双头螺柱41、第一支撑螺柱42、压板43以及螺母44对工件进行压紧固定。参阅图4至图6,当工件进行外螺纹加工时,通过夹持机构的第二双头螺柱41’第二支撑螺柱42’、压板43以及螺母44对工件进行压紧固定。
34.压板43用于压在工件的端面上,如图9所示,压板43开设有压板通孔431和压板螺孔432。压板43上靠近压板通孔431的边沿设置为弯折凸起结构433。四组夹持机构4的所有压板43通过弯折凸起结构相配合对工件端面进行限位固定。弯折凸起结构433的表面为弧面。
35.图1至图3、图9中示意了第一双头螺柱41、第一支撑螺柱42、压板43以及螺母44的连接情况。参阅图9,第一双头螺柱41的第一端部411和第二端部412均设置有外螺纹。第一双头螺柱的第一端部411贯穿压板通孔431并与螺母44螺纹连接。参阅图3,第一双头螺柱41的第二端部412与外侧螺孔33螺纹连接。螺母44为球面螺母,在本实施例中,螺母44采用六
角球面螺母。压板43在压板通孔431的外周区域设置有与球面螺母相匹配的弧面凹槽。第一支撑螺柱42的第一端部421设置有外螺纹,第一支撑螺柱的第一端部421与压板螺孔432螺纹连接。第一支撑螺柱的第二端部422设置为球面结构,第一支撑螺柱的第二端部422与夹具体3的第一端面接触相抵,提供支撑。
36.图4至图6中示意了第二双头螺柱41’、第二支撑螺柱42’、压板43以及螺母44的连接情况。第二双头螺柱41’与第一双头螺柱41的区别在于:第一双头螺柱41的长度更长,两者的长度差值与凸台的表面凸出于夹具体第二端面的尺寸相匹配。第二支撑螺柱42’与第一支撑螺柱42的区别在于:第一支撑螺柱42的长度更长,两者的长度差值与凸台的表面凸出于夹具体第二端面的尺寸相匹配。工件进行外螺纹加工时,第二双头螺柱41’的第一端部贯穿压板通孔431并与螺母44螺纹连接,第二双头螺柱41’的第二端部与内侧螺孔32螺纹连接,第二支撑螺柱柱42’的第一端部与压板螺孔432螺纹连接,第二支撑螺柱柱42’的第二端部与凸台的表面接触相抵,提供支撑。
37.进一步,第一双头螺柱41和第二双头螺柱41’的第一端部的端面开设有螺钉槽(图9中示意了第一双头螺柱41的螺钉槽41a)。第一支撑螺柱42和第二支撑螺柱柱42’的第一端部的端面开设有螺钉槽42a(图9中示意了第一支撑螺柱42的螺钉槽42a)。双头螺柱和支撑螺柱的螺钉槽可选自十字槽、一字槽、方孔槽、六角槽、三角槽等常规类型的任意一种螺钉槽,在本实施例中均采用一字槽,该一字槽可以配合一字型螺丝刀进行操作。
38.本实施例的机械加工零件的内外螺纹加工装置工作情况如下:夹具体4安装在机床主轴1或机床卡爪2上。工件需要加工内螺纹时则如图1至图3所示将所有四组夹持机构的第一双头螺柱41、第一支撑螺柱42、压板43以及螺母44配合外侧螺孔33位置进行安装,实现对工件外壁的夹持,图3中示意了工件内孔被加工出的内螺纹5a。然后,工件加工外螺纹前需要进行如下操作:将其中一个夹持机构的第一双头螺柱41、第一支撑螺柱42、压板43以及螺母44从外侧螺孔33拆卸下来,然后采用第二双头螺柱41’替代第一双头螺柱41,第二支撑螺柱42’替代第一支撑螺柱42配合压板43以及螺母44在内侧螺孔32位置进行压板安装。接着完成所有夹持机构的位置切换,将其第一双头螺柱41和第一支撑螺柱42换下,采用第二双头螺柱41’和第二支撑螺柱42’切换安装到内侧螺孔32位置,如图4至6所示实现工件内孔的夹持。然后进行工件的外螺纹加工,图6示意了工件外壁被加工出的外螺纹5b。工件从内螺纹加工切换到外螺纹加工过程中,工件在夹具上的固定位置不变,避免了二次定位有误差而造成同轴度不高的问题;同时,机床卡爪并不会直接夹持工件,工件是安装在夹具体上,不会对其内孔及外壁直接施加力,避免了工件变形的问题。
39.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1