一种环形空心薄壁类零件深通槽腔的数控铣削方法与流程
1.本发明属于航空精密制造加工技术领域, 尤其涉及是一种环形空心薄壁类零件深通槽腔的数控铣削方法。
背景技术:
2.随着航空技术的发展,现代飞机机动性能、飞行性能、寿命和低制造成本等性能指标不断提高,对飞机结构件的结构特性提出越来越严苛的要求,航空结构件已逐渐向大型化、整体化、薄壁化等方向发展。为了减轻飞机重量,飞机设计与制造过程中大量采用薄壁结构。以飞机进气道唇口零件为例,如附图1所示,为满足使用性能及轻量化需求,该类零件一般采用薄壁深槽腔结构的设计,零件唇口外壁和唇口内壁形成环形空心薄壁特征,唇口后端面与飞机进气道前端连接,导致唇口内腔形成通槽,零件整体壁厚2mm,零件内腔转角r10,槽深达200mm以上,刀具长径比达10倍以上,结构刚性弱,加工过程稳定性差,极易发生颤振,造成零件加工质量问题。
3.空心薄壁类零件的深通槽腔的加工工艺有以下两大难点:1、深通槽腔加工时,因零件内应力变化及切削力的影响,刀具极易拉伤零件。导致后续钳工打磨工作量较大,特别是内侧面,钳工打磨更加困难,特别严重的可能导致零件超差报废的问题;2、刀具长径比达10倍以上,使用圆柱柄直颈刀杆和可换式变形金刚铣刀头组合式加长型立铣刀,刀具刚性差,零件和刀具易产生颤振;常规立铣刀的切削刃长达40mm以上,当震颤量达到一定程度时,零件已加工区域将会与切削刃部产生二次切削,啃伤零件已加工表面。
技术实现要素:
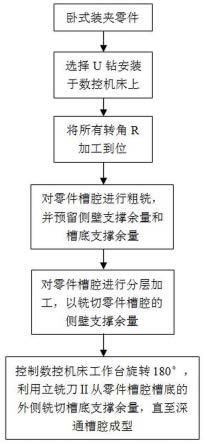
4.本发明旨在解决现有技术中存在的上述问题,提出了一种环形空心薄壁类零件深槽腔的数控铣削方法,具体如下:一种环形空心薄壁类零件深通槽腔的数控铣削方法,包括以下步骤:s1,利用工装将零件卧式装夹在数控机床工作台上,使零件的待加工位置完全暴露,处于可加工的状态;其中,卧式装夹是使待加工的深通槽腔的轴向与机床工作台平行;s2,根据零件设计的尺寸信息,选择与深通槽腔转角r等半径的u钻,并将u钻安装于数控机床上,通过在深通槽腔的所有转角r处,分别基于数控系统中的深孔钻孔指令编程钻制转角通孔的方式,将所有转角r加工到位;s3,零件槽腔粗加工,即采用可转位铣刀对零件槽腔进行粗铣,并预留侧壁支撑余量和槽底支撑余量;s4,零件槽腔精加工,即利用立铣刀ⅰ从任意转角通孔处开起刀,对零件槽腔进行分层加工,以铣切零件槽腔的侧壁支撑余量;s5,控制数控机床工作台旋转180
°
,使得零件同步旋转180
°
,利用立铣刀ⅱ从零件
槽腔槽底的外侧铣切槽底支撑余量,直至深通槽腔成型。
5.优选的,所述步骤s3中,侧壁支撑余量和槽底支撑余量都为6mm。
6.优选的,所述步骤s4中,对零件槽腔进行分层加工包括以下步骤:s41,根据零件槽腔的轴向尺寸对零件槽腔进行轴向分层,划分出若干轴向层;s42,根据轴向层的划分结果,沿零件槽腔的轴向由浅到深的依次将每个轴向层加工到位。
7.优选的,所述步骤s42中,每个轴向层都采用径向三刀法分层加工,其中,第一刀径向预留1mm支撑余量,第二刀预留0.2 mm支撑余量,第三刀将当前轴向层加工到位。
8.优选的,所述步骤s4中用到的立铣刀ⅰ为定制立铣刀,包括同轴设置并依次固定连接的切削段、避空段和夹持段,切削段由切削刃和光杆支撑圆柱组成;其中,立铣刀ⅰ的长度l=280mm,切削刃的长度l1=4mm~6mm,光杆支撑圆柱的长度l2=5mm~8mm,切削段的直径d1=20mm,避空段的直径d2=d1-0.6mm,夹持段的直径d=20mm,夹持段的长度l3满足3*d1≤l3≤4*d1。进一步的,立铣刀ⅰ的总长度l=280mm。
9.优选的,所述步骤s41中,轴向层的深度h≤0.6* l1。
10.优选的,所述步骤s4中,对零件槽腔进行分层加工时,立铣刀ⅰ的速度vc=120m/min,每齿进给量fz=0.03mm/z。
11.优选的,所述步骤s5中,铣切槽底支撑余量包括以下步骤:s51,选择当前待加工深通槽腔对应的所有转角通孔中相对位置最高的转角通孔,利用立铣刀ⅱ从所选择转角通孔的中心垂直下刀,采用径向不留余量、轴向分层加工的方式,沿零件槽腔上边缘铣切出一条线性通孔;s52,在零件槽腔径向预留0.2mm槽底侧壁余量的前提下,根据零件槽腔的槽底结构,从直线通孔起刀,设置蛇形走刀轨迹,并沿蛇形走刀轨迹一刀铣切掉零件槽腔的槽底余料;s53,利用立铣刀ⅱ沿零件槽腔除上边缘以外的剩余边缘铣切,以铣切掉步骤s52中预留的零件槽腔径向0.2mm槽底侧壁余量,即完成零件槽腔槽底的精加工,构成最终的深通槽腔。
12.优选的,所述步骤s51中的轴向分层中,最后一层的轴向厚度h为1.8mm~2mm,除最后一层以外的其余层轴向厚度为1.2mm~1.5mm。
13.本发明的有益效果:1)本技术方案专门针对环形空心薄壁类零件的深通槽腔的加工提供了一种数控铣削方法。其中,将零件卧式装夹,方便了在加工过程中排屑;采用与深通槽腔转角r等半径的u钻完成转角r加工,可防止切削刀具在转角处的切削包络角过大而导致切削刀具拉刀而切伤零件;先对零件进行槽腔粗加工,并预留侧壁支/槽底支撑余量,以避免零件的侧壁变形,即,在确保侧壁结构完整的前提下,快速切除多余材料,提高加工效率;再采用分层加工的方式切除侧壁支撑余量,确保零件在被加工的过程中有足够的余量支撑,提高零件在被加工过程中的刚性,提高零件表面质量,在此期间,保留槽底支撑余量,有效避免零件内凹。综上所述,本技术方案在加工深通槽腔的过程中,通过预留侧壁支/槽底支撑余量的方式,在确保侧壁结构完整的前提下,快速切除多余材料,提高加工效率,并采用分层加工的方式在深通槽腔侧壁加工的过程中确保足够的余量支撑,有效克服零件内应力变化及切削力的
影响,提高零件表面质量,最大限度的避免出现零件超差报废问题,并对减轻后续钳工打磨工作量具有重要作用。
14.2)本技术方案在零件槽腔精加工的过程中采用了定制的铣削刀,该铣削刀包括同轴设置并依次固定连接的切削段、避空段和夹持段。其中,切削段由切削刃和光杆支撑圆柱组成。在零件加工的过程中,光杆支撑圆柱能对切削刃起到支撑作用,有效防止切削刃啃伤零件表面,进一步减轻了后续钳工打磨工作量。
附图说明
15.图1为完成深通槽腔加工的零件正面结构示意图;图2为零件装夹结构示意图;图3为立铣刀ⅰ的结构示意图;图4为径向三刀法的三刀轨迹对比结构示意图;图5为线性通槽的加工轨迹结构示意图;图6为图5 的a-a向的剖面结构示意图;图7为槽底余料铣切轨迹示意图;图8为本技方案的基本实施流程图;图中:1、零件槽腔;2、槽底;3、待加工位置;4、深通槽腔;5、工装;6、零件工艺凸台;7、转角通孔;8、立铣刀ⅰ;8.1、避空段;8.2、夹持段;8.3、切削刃;8.4、光杆支撑圆柱;9、立铣刀ⅱ;10、第一刀;11、第二刀;12、第三刀;13、线性刀轨;14、线性通孔;15、蛇形走刀轨迹。
具体实施方式
16.为使发明的目的、技术方案和优点更加清楚,下面将结合本发明中的附图,对本发明中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。
17.因此,以下对在附图中提供的本发明的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有付出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
18.实施例1本实施例公开一种环形空心薄壁类零件深通槽腔的数控铣削方法,作为本发明一种优选的实施方案,以加工图1所示零件的深通槽腔为例,包括以下步骤:s1,如图2所示,利用工装将零件卧式装夹在数控机床工作台上,使零件的待加工位置完全暴露,处于可加工的状态;其中,卧式装夹是使待加工的深通槽腔的轴向与机床工作台平行,这样可便于在加工零件的过程中排屑。
19.s2,由于这类零件成品的侧壁非常薄,铣切加工可能会产生的导致侧壁变形的径向力,而u钻加工产生的是轴向力,基于此,根据零件设计的尺寸信息(零件在构图设计期间会记录所有的尺寸信息),选择与深通槽腔转角r等半径的u钻,并将u钻安装于数控机床上,通过在深通槽腔的所有转角r处,分别基于数控系统中的深孔钻孔指令编程钻制转角通孔的方式,将所有转角r加工到位,如此便可防止切削刀具(具体指后期加工使用的立铣刀ⅰ和
立铣刀ⅱ)在转角处的切削包络角过大,导致切削刀具拉刀而切伤零件。
20.s3,零件深通槽腔加工所需要削除的材料较多,铣切刀具的工作量大,磨损消耗大,因此,先对零件槽腔粗加工,即采用可转位铣刀对零件槽腔进行粗铣。可转位铣刀即刀片可转位使用的镶齿铣刀,磨损消耗的刀片可拆卸更换,如此一来便可节约加工成本。另外,由于零件成品侧壁薄(一般只有2mm),而深通槽腔结构尺寸(加工面积)大,在对零件槽腔粗加工期间,可能稍有操作不当导致零件侧壁内凹,因此,在对零件槽腔粗加工期间,预留侧壁支撑余量和槽底支撑余量。
21.其中,预留侧壁支撑余量,即是在零件的侧壁上预留的一定厚度的材料,优选的预留6mm的侧壁支撑余量,即,若零件成品的侧壁厚度为2mm,那对零件槽腔粗加工后,零件的侧壁厚度为8mm。
22.另外,预留槽底支撑余量,即暂时在零件上加工零件槽腔(深通槽腔没有贯穿的状态),在零件槽腔的轴向底部预留一定厚度的材料作为槽底,优选的,预留6mm的槽底支撑余量,即,预留6mm厚的槽底。
23.s4,零件槽腔精加工,即利用立铣刀ⅰ从任意转角通孔处开起刀,对零件槽腔进行分层加工,以铣切零件槽腔的侧壁支撑余量。
24.s5,控制数控机床工作台旋转180
°
,使得零件同步旋转180
°
,如图2所示,基于xyz坐标系,绕y轴沿b方向旋转180
°
。然后利用立铣刀ⅱ从零件槽腔槽底的外侧铣切槽底支撑余量,直至深通槽腔成型。
25.实施例2本实施例公开一种环形空心薄壁类零件深通槽腔的数控铣削方法,作为本发明一种优选的实施方案,包括以下步骤:s1,利用工装将零件卧式装夹在数控机床工作台上,使零件的待加工位置完全暴露,处于可加工的状态;其中,卧式装夹是使待加工的深通槽腔的轴向与机床工作台平行;s2,根据零件设计的尺寸信息,选择与深通槽腔转角r等半径的u钻,并将u钻安装于数控机床上,通过在深通槽腔的所有转角r处,分别基于数控系统中的深孔钻孔指令编程钻制转角通孔的方式,将所有转角r加工到位;s3,零件槽腔粗加工,即采用可转位铣刀对零件槽腔进行粗铣,并预留侧壁支撑余量和槽底支撑余量;s4,零件槽腔精加工,即利用立铣刀ⅰ从任意转角通孔处开起刀,对零件槽腔进行分层加工,以铣切零件槽腔的侧壁支撑余量;其中,对零件槽腔进行分层加工包括以下步骤:s41,根据零件槽腔的轴向尺寸对零件槽腔进行轴向分层,划分出若干轴向层;s42,根据轴向层的划分结果,沿零件槽腔的轴向由浅到深的依次将每个轴向层加工到位。具体的,每个轴向层都采用径向三刀法分层加工,其中,第一刀径向预留1mm支撑余量,第二刀预留0.2 mm支撑余量,第三刀将当前轴向层加工到位。
26.进一步的,在实际情况下,可采用ug nx软件进行cam编程,以完成对零件槽腔进行分层加工,包括以下步骤:1)创建平面轮廓铣(planar_profile)加工操作;2)创建加工刀具,包括设置刀具参数;3)设置加工坐标系;4)设置编程参数,指定“被加工槽的轮廓曲线”为部件边界,指定零件底面,刀轴为“垂直于底面”,切削模式为“轮廓”,步距“多个”——分
别是刀路数“1”、距离“1”, 刀路数“1”、距离“0.2”,刀路轨迹如图4所示;5)设置切削参数:切削顺序为“层优先”,线速度vc=120m/min,每齿进给量fz=0.03mm/z。
27.在本技术方案中,采用径向三刀法可实现零件侧壁的高精度加工,轴向分层可在加工上前端轴向层时,下一层有足够的余量以支撑零件侧壁,保证零件的刚性。
28.进一步的,为防止加工产生颤振,刀具啃伤零件表面,对零件槽腔进行分层加工是采用的立铣刀ⅰ为定制立铣刀,如图3所示,包括同轴设置并依次固定连接的切削段、避空段和夹持段,切削段由切削刃和光杆支撑圆柱组成,当立铣刀ⅰ颤振时,光杆支撑圆柱能对切削刃起到支撑作用,防止切削刃啃伤零件表面。其中,切削刃的长度l1=4mm~6mm,光杆支撑圆柱的长度l2=5mm~8mm;光杆支撑圆柱直径与切削刃直径相同,具体的,切削段的直径d1=20mm;避空段的直径d2=d1-0.6mm;夹持段的直径d=20mm,夹持段的长度l3满足3*d1≤l3≤4*d1。进一步的,立铣刀ⅰ的总长度为280mm。
29.进一步的,基于上述立铣刀ⅰ的结构,在上述步骤s41中,轴向层的深度h≤0.6* l1,避免轴向层过后导致零件内部张力过大使得零件侧壁变形。
30.s5,控制数控机床工作台旋转180
°
,使得零件同步旋转180
°
,利用立铣刀ⅱ从零件槽腔槽底的外侧铣切槽底支撑余量,直至深通槽腔成型。
31.实施例3本实施例公开一种环形空心薄壁类零件深通槽腔的数控铣削方法,作为本发明一种优选的实施方案,包括以下步骤:s1,利用工装将零件卧式装夹在数控机床工作台上,使零件的待加工位置完全暴露,处于可加工的状态;其中,卧式装夹是使待加工的深通槽腔的轴向与机床工作台平行;s2,根据零件设计的尺寸信息,选择与深通槽腔转角r等半径的u钻,并将u钻安装于数控机床上,通过在深通槽腔的所有转角r处,分别基于数控系统中的深孔钻孔指令编程钻制转角通孔的方式,将所有转角r加工到位;s3,零件槽腔粗加工,即采用可转位铣刀对零件槽腔进行粗铣,并预留侧壁支撑余量和槽底支撑余量;s4,零件槽腔精加工,即利用立铣刀ⅰ从任意转角通孔处开起刀,对零件槽腔进行分层加工,以铣切零件槽腔的侧壁支撑余量;s5,控制数控机床工作台旋转180
°
,使得零件同步旋转180
°
,利用立铣刀ⅱ从零件槽腔槽底的外侧铣切槽底支撑余量,直至深通槽腔成型。其中,考虑到零件成品的侧壁厚度一般仅2mm,且内腔(深通槽腔)开档尺寸大,常规刀路从中心下刀向四周环切,加工到零件尺寸,零件成空心异形环体,结构刚性极差,加工时极易发生颤振,刀具啃伤零件表面。为此,采用直径d为8mm的立铣刀ⅱ分步将零件切通并加工到最终尺寸,具体包括以下步骤:s51,首先加工加工零件刚性最弱的上端(是基于卧式装夹姿态下所对应的上端),仅加工一条线性通孔,以保证加工刚性最弱的上端时,零件下端有材料支撑零件,提高零件刚性。具体的,如图5所示,选择当前待加工深通槽腔对应的所有转角通孔中相对位置最高的转角通孔,利用立铣刀ⅱ从所选择转角通孔的中心垂直下刀,采用径向不留余量、轴向分层加工的方式,沿零件槽腔上边缘铣切出一条线性通孔。其中,所谓径向不留余量,即线性通孔的径向结构一刀成型,线性通孔的宽度与立铣刀ⅱ一致,线性通孔上端侧壁正好落在零件最终的侧壁上。另外,为了克服转角通孔切削包络角过大而导致切削刀具拉刀而切伤
零件的问题,轴向分层的厚度为1.2mm~1.5mm,但由于最后一层切深太大或太小都容易产生弹刀拉刀现象,影响产品表面质量,优选的,最后一层的轴向厚度h为1.8mm~2mm。 s52,加工线性通孔后,由于零件深通槽腔的上端(在径向上)已切通,现有cam软件开粗的切削模式(跟随部件、跟随周边等)无法实现从零件已加工位置逐步往下加工而生成理想的刀路轨迹,因此,根据零件结构特点,通过自定义曲线形成规整的走刀轨迹,即:在零件槽腔径向预留0.2mm槽底侧壁余量的前提下,根据零件槽腔的槽底结构,从直线通孔起刀,设置如图7所示的蛇形走刀轨迹,并沿蛇形走刀轨迹一刀铣切掉零件槽腔的槽底余料。
32.s53,利用立铣刀ⅱ沿零件槽腔除上边缘以外的剩余边缘铣切,以铣切掉步骤s52中预留的零件槽腔径向0.2mm槽底侧壁余量,即完成零件槽腔槽底的精加工,构成最终的深通槽腔。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1