一种刀臂半径可调的内撑式移动铣床工装及其使用方法与流程
1.本发明具体涉及一种刀臂半径可调的内撑式移动铣床工装及其使用方法。
背景技术:
2.传统船舶建造过程中,基座法兰面和孔的加工大多数采用人工手工拂磨的方式进行,若基座较大及加工量较大,则采用在基座上安装各种规格的移动式镗孔设备来进行内孔的镗孔和平面镗削作业,由于移动式镗孔设备镗削平面作业的精度低,作业完成后,还需通过人工手工拂磨进行精加工,导致作业方式效率较低、劳动强度大、质量也很难保证。特别是最后的手工拂磨精加工作业,依赖于作业人员的技能水平,不能保证质量。
3.中国发明专利cn201510382117.5公开了一种基于ω密封机理的船舶艏部伸缩桨的安装方法,在对结构基座进行铣削时,需要在结构基座上焊装铣床工装,铣削完毕后需要将铣床工装拆除。该方法虽然能够完成结构基座的铣削作业,但需要焊接和拆除铣床工装,增加了作业量。
技术实现要素:
4.为解决上述技术问题,本发明提供了一种刀臂半径可调的内撑式移动铣床工装及其使用方法,通过设置铣床工装底座的方式,配合支撑臂将整套工装固定于船舶基座之上,避免了传统作业时将工装焊接在基座上的情况,减少了作业量的同时,能够代替传统的手工拂磨,进一步提高效率和质量。
5.本发明的目的是通过以下方案实现的:一种刀臂半径可调的内撑式移动铣床工装,包括底座、内撑式支撑臂、主机部分、可调半径刀臂和可调配重臂。
6.其中,底座为正多边形结构,中间设置有一凸台,底部设有可调垫块。
7.内撑式支撑臂包括内顶块、外顶块、调节轴向螺栓、锁紧螺母、调节螺杆和接长杆。
8.主机部分包括转盘轴承外圈、可调半径刀臂安装压板、传动齿轮机构、主机伺服电机、主机伺服电机减速器、刀臂压板螺栓和转盘轴承内圈内齿,主要用于动力的传递。
9.可调半径刀臂包括传动杆、丝杆、线性滑轨、刀架装置、换挡箱、数显倾角仪和水平测量平台。
10.可调配重臂包括配重臂压板、配重臂螺钉和配重臂吊环,用于调整整套工装的平衡。
11.进一步的,底座与主机部分的转盘轴承外圈连接,用于将主机部分固定在底座上,转盘轴承内圈内齿与传动齿轮机构无背隙啮合、传动齿轮机构、主机伺服电机、主机伺服电机减速器安装于底座上的凸台。
12.多个内撑式支撑臂通过螺钉安装于正多边形底座的边上,通过调整调节螺杆、调节轴向螺栓将底座固定于船舶基座上,可适用各种不同的安装顶紧位置。
13.可调半径刀臂通过主机部分的多个可调半径刀臂安装压板和刀臂压板螺栓进行固定,可调半径刀臂的刀架装置上设置有导轨滑板,用于安装可替换刀架,以加工不同半径
的基座正反平面和内外侧孔。
14.通过拆除可调刀臂半径刀臂上的可调刀臂压板螺栓,将可调半径刀臂沿半径方向调整至合适位置,再使用可调刀臂压板螺栓重新将其固定,即可完成半径的调整。
15.可替换刀架上安装有铣刀盘或车刀,分别用于平面加工和精磨作业。
16.优选的,底座上安装有4-8个内撑式支撑臂,内撑式支撑臂的数量根据待加工的基座大小进行确定。
17.优选的,刀架装置的导轨滑板上安装的可替换刀架为车刀架,车刀架上安装有车刀。车刀架包括刀架本体、导轨滑板适配槽位、中间滑板、连接螺钉、丝杆螺母、外手轮、内手轮、刻度盘。车刀架上的导轨滑板适配槽位,将车刀架卡在导轨滑板的导轨上,通过螺钉固定在导轨滑板上。
18.优选的,可调半径刀臂的导轨滑板上安装的可替换刀架为铣削动力头,铣削动力头包括进给手轮、丝杆座、齿轮箱、进给丝杆、进给螺母、固定座、主轴套、铣刀盘、散热风扇、安装螺杆、减速器和伺服电机。铣削动力头上设有与导轨滑板上导轨配合的适配槽位,将铣削动力头卡在导轨滑板的导轨上,使用固定座夹套将铣削动力头主轴套夹紧,通过固定座定位环定位,并使用螺钉固定在导轨滑板上。
19.优选的,在进行基座内孔和基座外圆加工时,采用车刀架作为可替换刀架。
20.优选的,在进行基座上平面加工时,采用车刀架或者铣削动力头作为可替换刀架,此时铣削动力头正装。
21.优选的,在进行基座下平面加工时,采用车刀架或者铣削动力头作为可替换刀架,此时,通过螺栓在车刀架上连接车反面刀架;采用铣削动力头时,铣削动力头反方向安装。
22.优选的,可调半径刀臂的工作半径最小时,不使用可调配重臂。
23.优选的,通过在底座上安装多个可调半径刀臂,以增加铣床工装的工作半径,可调半径刀臂之间通过可调半径刀臂连接机构连接。
24.本发明除了提供一种刀臂半径可调的内撑式移动铣床工装外,还提供一种上述铣床工装的使用方法,包括以下步骤:
25.s1安装移动铣床工装:
26.s1.1底座与主机部分安装:将底座吊至工装平台上,在底座上安装内撑式支撑臂,同时在底座下放置可调垫块,初步调整底座的水平度,并在底座上预紧内撑式支撑臂,接着将主机部分吊装至底座上,并锁紧连接螺栓。
27.s1.2刀臂安装:将可调半径刀臂吊装至主机部分的可调半径刀臂安装压板上,并根据加工范围,调整可调半径刀臂的伸缩长度,确定可调半径刀臂的实际定位距离尺寸,然后锁紧可调半径刀臂上的刀臂压板螺栓将可调半径刀臂固定。确定可调配重臂的定位参数尺寸、并选定配重块的重量,使用4套配重臂压板和配重臂压板螺钉固定在底座上,确保整个工装装置的重心与旋转中心基本一致,以避免旋转的稳定性变差和振动等不利因素的产生。
28.s1.3可替换刀架安装:根据具体作业需要,安装车刀架或铣削动力头。
29.s2工装调试:在可替换刀架上吸附划针,通过调整支撑臂前端的调节螺杆,使工装装置的主机旋转轴线与被加工基座法兰孔心同轴,再通过数显倾角仪找出可调半径刀臂的相对平面,调整底座的调节可调垫块及顶块上的调节轴向螺栓,调至需要的倾角,并在可替
换刀架上吸附百分表,使触头压平基准面,摇动可替换刀架沿其行程移动,记录百分表读数,然后将可调半径刀臂旋转90
°
,检测并校平该方向上的水平。当两个方向均调平后,锁紧相应螺母,即完成移动铣床工装调试。
30.s3:在可替换刀架上安装铣刀盘或车刀进行作业。
31.与现有技术相比,本发明具备以下优点:
32.本发明提供的一种刀臂半径可调的内撑式移动铣床工装,通过设置底座和内撑式支撑臂的方式将工装固定在船舶基座上,无需焊接安装。使用本发明提供的可调半径刀臂的内撑式移动铣床工装进行基座面和孔的加工作业,可以代替传统的人工手工拂磨的方式,提高作业的质量和效率。本发明适用于各种尺寸的基座法兰面和孔的加工,能够适用于各种类型的作业。
附图说明
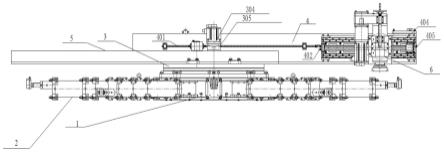
33.图1为本发明提供的内撑式移动铣床工装的侧面示意图;
34.图2为本发明提供的内撑式移动铣床工装的底座示意图;
35.图3为本发明中支撑臂局部示意图;
36.图4为本发明中主机部分局部剖视图;
37.图5为本发明中车刀架结构示意图;
38.图6为本发明中铣削动力头结构示意图;
39.图7为本发明实施例中车削基座内孔时的工装示意图;
40.图8为本发明实施中车削基座外圆时的工装示意图;
41.图9为本发明实施例中车削基座上平面时的工装示意图;
42.图10为本发明实施例中铣削基座上平面时的工装示意图;
43.图11为本发明实施例中车削基座下平面时的工装示意图;
44.图12为本发明实施例中车反面刀架结构示意图;
45.图13为本发明实施例中铣削基座下平面时的工装示意图。
46.图中,1为底座;2为内撑式支撑臂;3为主机部分;4为可调半径刀臂;5为可调配重臂;6为可替换刀架;7为铣刀盘;8为车刀;9为车刀架;10为铣削动力头;11为车反面刀架;201为内顶块;202为外顶块;203为调节轴向螺栓;204为锁紧螺母;205为调节螺杆;206为接长杆;301为转盘轴承;302为可调半径刀臂安装压板;303为传动齿轮机构;304为主机伺服电机;305为主机伺服电机减速器;306为刀臂压板螺栓;307转盘轴承内圈内齿;401为传动杆;402为丝杆;403为导轨滑板;404为刀架装置;405为换挡箱;406为数显倾角仪;407为水平测量平台;501为配重臂压板;502为配重臂螺钉;503为配重臂吊环;901为刀架本体;902为导轨滑板适配槽位;903为中间滑板;904为连接螺钉;905为丝杆螺母;906为外手轮;907为内手轮;908为刻度盘;1001为进给手轮;1002为丝杆座;103为齿轮箱;1004为进给丝杆;1005为进给螺母;1006为固定座;1007为主轴套;1008为主轴;1009为散热风扇;1010为安装螺杆;1011为减速器;1012为伺服电机。
具体实施方式
47.下面结合附图和实施例对本发明作进一步的详细说明。可以理解的是,此处所描
述的具体实施例仅仅用于解释本发明,而非对本发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本发明相关的部分而非全部结构。
48.如图1至图4所示,本发明技术方案中提供一种刀臂半径可调的内撑式移动铣床工装,包括底座1、内撑式支撑臂2、主机部分3、可调半径刀臂4、可调配重臂5和可替换刀架6。
49.其中,底座1为正多边形结构,中间设置有一凸台,底部设有可调垫块。
50.内撑式支撑臂2包括内顶块201、外顶块202、调节轴向螺栓203、锁紧螺母204、调节螺杆205和接长杆206。
51.主机部分3包括转盘轴承外圈301、可调半径刀臂安装压板302、传动齿轮机构303、伺服电机304、减速器305、刀臂压板螺栓306和转盘轴承内圈内齿307,主要用于动力的传递。
52.可调半径刀臂4包括传动杆401、丝杆402、导轨滑板403、刀架装置404、换挡箱405、数显倾角仪406、水平测量平台407。
53.可调配重臂5包括配重臂压板501、配重臂螺钉502和配重臂吊环503,通过4套配重臂压板501和配重臂螺钉502固定于底座1上,用于调整整套工装的平衡,当可调半径刀臂4的工作半径最小时,可不使用可调配重臂5。
54.其中,多个内撑式支撑臂2通过螺钉安装于正多边形底座1的边上,通过调整调节螺杆201、调节轴向螺栓202将底座1固定于船舶基座上,可适用各种不同的安装顶紧位置。
55.底座1与主机部分3的转盘轴承外圈301连接,用于将主机部分3固定在底座1上,转盘轴承内圈内齿307与传动齿轮机构303无背隙啮合,传动齿轮机构303、伺服电机304及减速器305安装于底座1上的凸台。
56.可调半径刀臂4安装于主机部分3的可调半径刀臂安装压板302上,通过刀臂压板螺栓409进行固定,可调半径刀臂4的刀架装置404上设置有导轨滑板403,用于安装可替换刀架6,以加工不同半径的基座正反平面和内外侧孔。
57.通过拆除可调半径刀臂4刀臂上的刀臂压板螺栓409,将可调半径刀臂4延半径方向调整至合适位置,再使用可调刀臂压板螺栓409重新将其固定,即可完成半径的调整。
58.可替换刀架6上安装有铣刀盘7或车刀8,分别用于平面加工和精磨作业。
59.在本发明的一些实施例中,底座1上安装有4-8个内撑式支撑臂2,内撑式支撑臂2的数量根据待加工的基座大小进行确定。
60.在本发明的一些实施例中,刀架装置404的导轨滑板403上安装的可替换刀架6为车刀架9,车刀架9上安装有车刀8。如图5所示,车刀架9包括刀架本体901、导轨滑板适配槽位902、中间滑板903、连接螺钉904、丝杆螺母905、外手轮906、内手轮907、刻度盘908。车刀架9上的导轨滑板适配槽位902,将车刀架9卡在导轨滑板403的导轨上,通过螺钉固定在导轨滑板403上。
61.在本发明的一些实施例中,刀架装置404的导轨滑板403上安装的可替换刀架6为铣削动力头10。如图6所示,铣削动力头包括进给手轮1001、丝杆座1002、齿轮箱1003、进给丝杆1004、进给螺母1005、固定座1006、主轴套1007、主轴1008、铣刀盘1009、散热风扇1010、安装螺杆1011、减速器1012和伺服电机1013。铣削动力头10上设有与导轨滑板403上导轨配合的适配槽位,将铣削动力头10卡在导轨滑板的导轨上,使用固定座夹套将铣削动力头10主轴套夹紧,通过固定座1006的定位环定位,并使用螺钉固定在导轨滑板403上。
62.如图7所示,在本发明的一些实施例中,使用移动铣床工装进行基座内孔加工时,采用车刀架9作为可替换刀架6,车刀架9上横向安装有车刀8,可调半径刀臂4处于最小工作半径,不使用可调配重臂5进行工装平衡的调整,对待加工基座进行加工,若刀臂工作半径加大时,需配合可调配重臂5进行刀臂工作半径的调整。
63.如图8所示,在本发明的一些实施例中,使用移动铣床工装进行基座外圆加工时,采用车刀架9作为可替换刀架6,车刀架9上横向安装有车刀8,可调半径刀臂4处于最小工作半径,不使用可调配重臂5进行工装平衡的调整,对待加工基座进行加工,若刀臂工作半径加大时,需配合可调配重臂5进行刀臂工作半径的调整。
64.如图9所示,在本发明的一些实施例中,使用移动铣床工装进行基座上平面加工时,采用车刀架9作为可替换刀架6,车刀架9上纵向安装有车刀8,可调半径刀臂4处于最小工作半径,不使用可调配重臂5进行工装平衡的调整,对待加工基座上平面进行加工,若刀臂工作半径加大时,需配合可调配重臂5进行刀臂工作半径的调整。
65.如图10所示,在本发明的一些实施例中,使用移动铣床工装进行基座上平面加工时,采用铣削动力头10作为可替换刀架6,此时铣削动力头10正装,可调半径刀臂4处于最小工作半径,不使用可调配重臂5进行工装平衡的调整,通过铣削动力头10上的铣刀盘7对待加工基座上平面进行加工,若刀臂工作半径加大时,需配合可调配重臂5进行刀臂工作半径的调整。
66.如图11至图12所示,在本发明的一些实施例中,使用移动铣床工装进行基座下平面加工时,采用车刀架9作为可替换刀架6,此时,通过螺栓在车刀架9上连接车反面刀架11,将车刀安装在车反面刀架11上,可调半径刀臂4处于最小工作半径,不使用可调配重臂5进行工装平衡的调整,对待加工基座的下平面进行加工,若刀臂工作半径加大时,需配合可调配重臂5进行刀臂工作半径的调整。
67.如图13所示,在本发明的一些实施例中,使用移动铣床工装进行基座下平面加工时,将铣削动力头10反方向安装,使用可调配重臂5调整整套工装的平衡,通过铣削动力头10上的铣刀盘7对待加工基座下平面进行加工。
68.在本发明的一些实施例中,底座1上安装有多个可调半径刀臂4,这些可调半径刀臂4之间通过可调半径刀臂连接机构12连接,以增加铣床工装的工作半径。
69.本发明的技术方案中,还提供一种上述铣床工装的使用方法,包括以下步骤:
70.s1安装移动铣床工装:
71.s1.1底座1与主机部分3安装:将底座吊至工装平台上,在底座1上安装内撑式支撑臂2,同时在底座1下方放置可调垫块,初步调整底座1的水平度,并在底座1上预紧内撑式支撑臂2,接着将主机部分3吊装至底座上,并锁紧连接螺栓。
72.s2.2刀臂安装:将可调半径刀臂4吊装至主机部分3的可调半径刀臂安装压板302上,并根据加工范围,调整可调半径刀臂4的伸缩长度,确定可调半径刀臂4的实际定位距离尺寸,然后锁紧可调半径刀臂4上的可调半径刀臂安装压板302和刀臂压板螺栓306将可调半径刀臂4固定。确定可调配重臂5的定位参数尺寸、并选定配重块的重量,使用4套配重臂压板501和配重臂压板螺钉502固定在底座1上,确保整个工装装置的重心与旋转中心基本一致,以避免旋转的稳定性变差和振动等不利因素的产生。
73.s2.3可替换刀架6安装:根据具体作业需要,安装车刀架9或铣削动力头10。
74.s3工装调试:在可替换刀架6上吸附划针,通过调整支撑臂2前端的调节螺杆205,使工装装置的主机旋转轴线与被加工基座法兰孔心同轴,再通过水平测量平台407上的数显倾角仪406找出可调半径刀臂4的相对平面,调整底座1的垫块及顶块上的调节轴向螺栓203,调至需要的倾角,并在可替换刀架6上吸附百分表,使触头压平基准面,摇动可替换刀架6沿其行程移动,记录百分表读数,然后将可调半径刀臂4旋转90
°
,检测并校平该方向上的水平。当两个方向均调平后,锁紧相应螺母,即完成移动铣床工装调试。
75.s4:在可替换刀架6上安装铣刀盘7或车刀8进行作业。
76.以上是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以作出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1