一种多功能钣金焊接机的制作方法
1.本发明涉及钣金焊接设备技术领域,具体为一种多功能钣金焊接机。
背景技术:
2.钣金在制作完成以后,为了便于安装或连接,或工艺上的需要,通常在钣金的定位孔上焊接,在对高铁座椅扶手进行焊接时,需要先对高铁座椅扶手的高铁座椅扶手进行整形;现有的焊接方式为人工配合气动焊接工装操作,需要消耗大量的人力,且在人工操作焊接时,焊接过程中所产生的强光和有害气体对人体有损伤,同时,现有的高铁座椅扶手整形方式较为复杂,且整形之后不能立即进行焊接,降低了对高铁座椅扶手加工的效率。
技术实现要素:
3.本方案解决的技术问题为:
4.(1)如何通过设置固定机构,通过启动板配合配重块对若干个气动焊接工装的按钮按压,使得若干个气动焊接工装开启,同时对高铁座椅扶手进行焊接,避免人工近距离手动控制气动焊接工装依次进行焊接,避免焊接过程中所产生的强光和有害气体对人体产生损伤;
5.(2)如何通过设置限位工装和按压板,通过两个限位工装配合按压板对高铁座椅扶手进行挤压成型,再配合若干个凹槽将高铁座椅扶手的焊接处展示出来,方便后续气动焊接工装对其进行焊接固定,从而加快对高铁座椅扶手的加工速度,提高了加工的效率。
6.本发明的目的可以通过以下技术方案实现:一种多功能钣金焊接机,包括工作台,所述工作台的顶部固定安装有工作架,所述工作架上固定安装有竖直设置的按压气缸,所述工作架的一侧设置有对高铁座椅扶手进行焊接的固定机构;
7.所述固定机构包括两个转动架,两个所述转动架之间通过连接板固定连接,所述转动架的底部开设有活动槽,所述工作台上固定连接有转动座,所述转动座的顶部固定插设有固定销,所述固定销的两端分别与对应的活动槽活动连接,两个所述转动架的顶端均固定安装有若干个气动焊接工装,所述气动焊接工装为现有技术,所述工作架上固定安装有安装板,所述安装板的底部铰接有传动气缸,所述传动气缸的伸出端与连接板铰接,所述连接板的下方设置有用于防止气动焊接工装与对应凹槽抵接的调节单元,两个所述转动架的顶部一侧还设置有用于开启若干个气动焊接工装的启动单元。
8.本发明的进一步技术改进在于:两个所述活动槽内均设置有推力弹簧,所述推力弹簧的一端与对应的固定销弹性连接。
9.本发明的进一步技术改进在于:所述调节单元包括固定安装在转动座一侧的支撑架,所述支撑架的顶端铰接有传动杆,两个所述转动架的中部均开设有滑槽,两个滑槽内共同滑动连接有滑块,所述滑块与传动杆的顶端铰接;当两个限位工装配合按压板对高铁座椅扶手进行挤压成型后,通过传动气缸的伸出端伸长至设定位置,此时,若干个气动焊接工装均位于对应凹槽的上方,滑块与滑槽的内壁接触,通过传动气缸的伸出端从设定位置伸
长至最长状态时,传动杆配合滑块推动两个转动架移动,此时,固定销推动推力弹簧收缩,而若干个气动焊接工装均位于对应的凹槽内,避免若干个凹槽对对应的气动焊接工装产生阻碍。
10.本发明的进一步技术改进在于:所述启动单元包括两组固定安装在连接板上的导向轮,所述按压气缸的伸出端还固定安装有安装座,所述安装座上转动连接有启动板,所述启动板的顶部固定安装有配重块,所述启动板与导向轮滚动连接;当传动气缸的伸出端伸长至设定位置时,此时,启动板靠近配重块的端部位于若干个气动焊接工装的按钮上方,传动气缸的伸出端从设定位置伸长至最长状态时,通过启动板配合配重块对若干个气动焊接工装的按钮按压,使得若干个气动焊接工装开启,同时对高铁座椅扶手进行焊接,避免人工近距离手动控制气动焊接工装依次进行焊接,避免焊接过程中所产生的强光和有害气体对人体产生损伤。
11.本发明的进一步技术改进在于:所述按压气缸的伸出端固定安装有对高铁座椅扶手按压限位的按压板,所述按压板的侧面开设有若干个用于方便焊接的凹槽,且按压板的两端均与工作架的内壁滑动连接。
12.本发明的进一步技术改进在于:所述工作架的下方对称设置有两个限位工装,所述限位工装为现有技术,所述工作台顶部的两个限位工装之间固定安装有支撑板;通过两个限位工装配合按压板对高铁座椅扶手进行挤压成型,再配合若干个凹槽将高铁座椅扶手的焊接处展示出来,方便后续气动焊接工装对其进行焊接固定,从而加快对高铁座椅扶手的加工速度,提高了加工的效率。
13.与现有技术相比,本发明的有益效果是:
14.本发明在使用时,当两个限位工装配合按压板对高铁座椅扶手进行挤压成型后,通过传动气缸的伸出端伸长至设定位置,此时,若干个气动焊接工装均位于对应凹槽的上方,滑块与滑槽的内壁接触,通过传动气缸的伸出端从设定位置伸长至最长状态时,传动杆配合滑块推动两个转动架移动,此时,固定销推动推力弹簧收缩,而若干个气动焊接工装均位于对应的凹槽内,避免若干个凹槽对对应的气动焊接工装产生阻碍;当传动气缸的伸出端伸长至设定位置时,此时,启动板靠近配重块的端部位于若干个气动焊接工装的按钮上方,传动气缸的伸出端从设定位置伸长至最长状态时,通过启动板配合配重块对若干个气动焊接工装的按钮按压,使得若干个气动焊接工装开启,同时对高铁座椅扶手进行焊接,避免人工近距离手动控制气动焊接工装依次进行焊接,避免焊接过程中所产生的强光和有害气体对人体产生损伤。
15.本发明在使用时,通过两个限位工装配合按压板对高铁座椅扶手进行挤压成型,再配合若干个凹槽将高铁座椅扶手的焊接处展示出来,方便后续气动焊接工装对其进行焊接固定,从而加快对高铁座椅扶手的加工速度,提高了加工的效率。
附图说明
16.为了便于本领域技术人员理解,下面结合附图对本发明作进一步的说明。
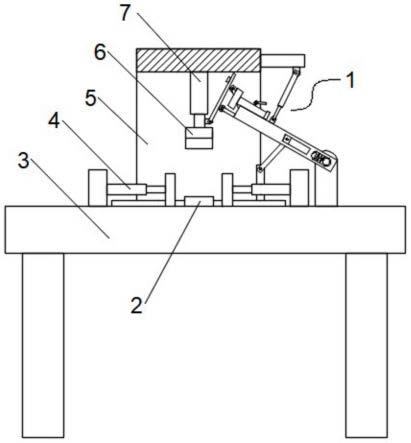
17.图1为本发明整体结构正面剖面图;
18.图2为本发明整体结构侧面剖面图;
19.图3为本发明固定机构结构示意图;
20.图4为本发明固定机构局部结构立体示意图;
21.图5为本发明图3中a处结构放大图;
22.图6为本发明按压板的结构立体示意图。
23.图中:1、固定机构;2、支撑板;3、工作台;4、限位工装;5、工作架;6、按压板;7、按压气缸;8、开口;101、安装板;102、传动气缸;103、气动焊接工装;104、滑块;105、滑槽;106、活动槽;107、转动架;108、传动杆;109、启动单元;110、连接板;1091、配重块;1092、启动板;1093、导向轮。
具体实施方式
24.下面将结合实施例对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
25.请参阅图1-图6所示,一种多功能钣金焊接机,包括工作台3,工作台3的顶部固定安装有工作架5,工作架5上固定安装有竖直设置的按压气缸7,按压气缸7的伸出端固定安装有对高铁座椅扶手按压限位的按压板6,按压板6的侧面开设有若干个用于方便焊接的凹槽,且按压板6的两端均与工作架5的内壁滑动连接,工作架5的下方对称设置有两个限位工装4,限位工装4为现有技术,工作台3顶部的两个限位工装4之间固定安装有支撑板2,工作架5的一侧设置有对高铁座椅扶手进行焊接的固定机构1,固定机构1朝向若干个凹槽;通过两个限位工装4配合按压板6对高铁座椅扶手进行挤压成型,再配合若干个凹槽将高铁座椅扶手的焊接处展示出来,方便后续气动焊接工装103对其进行焊接固定,从而加快对高铁座椅扶手的加工速度,提高了加工的效率。
26.请参阅图1、图3和图4所示,上述的固定机构1包括两个转动架107,两个转动架107之间通过连接板110固定连接,转动架107的底部开设有活动槽106,工作台3上固定连接有转动座,转动座的顶部固定插设有固定销,固定销的两端分别与对应的活动槽106活动连接,两个活动槽106内均设置有推力弹簧,推力弹簧的一端与对应的固定销弹性连接,两个转动架107的顶端均固定安装有若干个气动焊接工装103,若干个气动焊接工装103的位置分别与若干个凹槽的位置对应;通过若干个气动焊接工装103同时对高铁座椅扶手进行焊接,避免了人工依次焊接的过程,提高了对高铁座椅扶手焊接的效率,气动焊接工装103为现有技术,工作架5上固定安装有安装板101,安装板101的底部铰接有传动气缸102,传动气缸102的伸出端与连接板110铰接,连接板110的下方设置有用于防止气动焊接工装103与对应凹槽抵接的调节单元,两个转动架107的顶部一侧还设置有用于开启若干个气动焊接工装103的启动单元109。
27.请参阅图3和图4所示,上述的调节单元包括固定安装在转动座一侧的支撑架,支撑架的顶端铰接有传动杆108,两个转动架107的中部均开设有滑槽105,两个滑槽105内共同滑动连接有滑块104,滑块104与传动杆108的顶端铰接;当两个限位工装4配合按压板6对高铁座椅扶手进行挤压成型后,通过传动气缸102的伸出端伸长至设定位置,此时,若干个气动焊接工装103均位于对应凹槽的上方,滑块104与滑槽105的内壁接触,通过传动气缸102的伸出端从设定位置伸长至最长状态时,传动杆108配合滑块104推动两个转动架107移
动,此时,固定销推动推力弹簧收缩,而若干个气动焊接工装103均位于对应的凹槽内,避免若干个凹槽对对应的气动焊接工装103产生阻碍。
28.请参阅图4和图5所示,上述的启动单元109包括两组固定安装在连接板110上的导向轮1093,按压气缸7的伸出端还固定安装有安装座,安装座上转动连接有启动板1092,启动板1092的顶部固定安装有配重块1091,启动板1092与导向轮1093滚动连接;当传动气缸102的伸出端伸长至设定位置时,此时,启动板1092靠近配重块1091的端部位于若干个气动焊接工装103的按钮上方,传动气缸102的伸出端从设定位置伸长至最长状态时,通过启动板1092配合配重块1091对若干个气动焊接工装103的按钮按压,使得若干个气动焊接工装103开启,同时对高铁座椅扶手进行焊接,避免人工近距离手动控制气动焊接工装103依次进行焊接,避免焊接过程中所产生的强光和有害气体对人体产生损伤。
29.请参阅图2所示,上述的工作架5的侧面开设有用于进出高铁座椅扶手的开口8,两个限位工装4之间的工作台3上设置有用于限位高铁座椅扶手位置的挡板,挡板的位置远离开口8。
30.工作原理:本发明在使用时,首先,通过两个限位工装4配合按压板6对高铁座椅扶手进行挤压成型,再配合若干个凹槽将高铁座椅扶手的焊接处展示出来,方便后续气动焊接工装103对其进行焊接固定,从而加快对高铁座椅扶手的加工速度,提高了加工的效率;当两个限位工装4配合按压板6对高铁座椅扶手进行挤压成型后,通过传动气缸102的伸出端伸长至设定位置,此时,若干个气动焊接工装103均位于对应凹槽的上方,滑块104与滑槽105的内壁接触,通过传动气缸102的伸出端从设定位置伸长至最长状态时,传动杆108配合滑块104推动两个转动架107移动,此时,固定销推动推力弹簧收缩,而若干个气动焊接工装103均位于对应的凹槽内,避免若干个凹槽对对应的气动焊接工装103产生阻碍;当传动气缸102的伸出端伸长至设定位置时,此时,启动板1092靠近配重块1091的端部位于若干个气动焊接工装103的按钮上方,传动气缸102的伸出端从设定位置伸长至最长状态时,通过启动板1092配合配重块1091对若干个气动焊接工装103的按钮按压,使得若干个气动焊接工装103开启,同时对高铁座椅扶手进行焊接,避免人工近距离手动控制气动焊接工装103依次进行焊接,避免焊接过程中所产生的强光和有害气体对人体产生损伤。
31.为更进一步阐述本发明为实现预定发明目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本发明的具体实施方式、结构、特征及其功效,详细说明如后。
32.以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭示如上,然而并非用以限定本发明,任何本领域技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简介修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1