数字孪生驱动的燃料电池极板热振流体变能成形工艺
1.本发明涉及数字孪生技术领域,尤其涉及一种数字孪生驱动的燃料电池极板热振流体变能成形工艺。
背景技术:
2.目前市场上燃料电池极板的加工方法主要以cnc为代表的机加工以及模压成形为主。但通过cnc工艺路线制备的极板耗时长、效率低、抗弯性能不强、难以实现大批量生产,而模压成形工艺尚未成熟,在模压成形过程中易出现坯料开裂、破损情况,且复杂特征高精度微冲头加工难度太大、成本太高,这使得极板模压成形工艺路线也不能满足目前市场的需求。因此对于获得高质量、高效率燃料电池极板成形方法的需求越来越迫切。
3.相较于传统加工方法而言,流体冲击成形技术有研制周期短、精度高、成本低廉、成形极限高、表面质量好等诸多优势,并且更容易成形复杂形状或者精度要求较高的金属薄板,为成形高质量、高效率燃料电池极板提供一种新的技术方案。但是流体冲击成形技术中工艺参数对成形的影响以及如何对成形过程中的相关控制技术加以改良和优化是当前急需攻克的难题。
4.数字孪生技术的出现为控制成形过程、成形出更好的金属薄板提供了一种新的思路。数字孪生技术是以数字化的形式描述物理实体并建立它的虚拟模型,利用数据模拟物理实体在现实环境中的运行状态,通过虚拟现实交互反馈,数据融合分析、决策迭代优化等手段,优化物理实体,给物理实体增加或扩展新的性能。随着数字孪生技术的不断发展,其逐渐被应用在机械、医疗等各个领域。
5.因此,本发明基于流体变能加载成形技术,针对燃料电池极板,结合数字孪生技术,提出一种数字孪生驱动的燃料电池极板热振流体变能成形工艺,该成形工艺方法能够在流体变能加载成形过程中合理优化工艺参数,高效率、高质量地成形燃料电池极板,对降低能耗、减少成本、提高效率和保证质量具有重要意义。
6.中国专利申请公开号:cn114630211a公开了一种基于数字孪生的燃料电池生产系统,包括:燃料电池自动化产线、数据采集单元、数据云平台、数字孪生平台和控制终端;数据采集单元采集燃料电池自动化产线中生产工艺参数,并将采集数据输送至数据云平台;数据云平台对采集数据进行预处理,形成处理数据,并输送至数字孪生平台;数字孪生平台搭载数字孪生模型,用于构建燃料电池自动化产线的设备虚拟模型;控制终端调控燃料电池自动化产线的工艺参数,并迭代设备虚拟模型。该系统通过数字孪生技术将燃料电池自动化产线中设备虚拟模型以三维图像的方式显示,形成处理数据与设备虚拟模型的映射联动关系,方便实时显示每一工序的生产参数情况,有利于实时调控与产品质量优化。由此可见,所述基于数字孪生的燃料电池生产系统存在电池极板成形质量不稳定和能耗过高的问题。
技术实现要素:
7.为此,本发明提供一种数字孪生驱动的燃料电池极板热振流体变能成形工艺,用以克服现有技术中电池极板成形质量不稳定和能耗过高的问题。
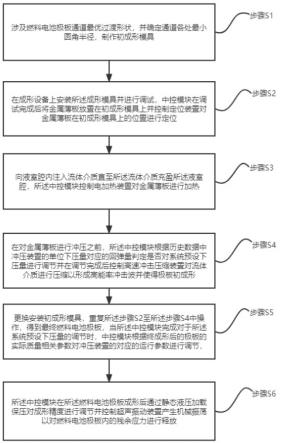
8.为实现上述目的,本发明提供一种数字孪生驱动的燃料电池极板热振流体变能成形工艺,包括:步骤s1、设计燃料电池极板通道最优过渡形状,并确定通道各处最小圆角半径,制作初成形模具;步骤s2、在成形设备上安装所述初成形模具并进行调试,在调试完成后将金属薄板放置在模具上的对应位置,中控模块控制定位装置对金属薄板在模具上的位置进行定位;步骤s3、向液室腔内注入流体介质直至流体介质充盈液室腔,所述中控模块控制电加热装置对所述金属薄板进行加热;步骤s4、所述中控模块在对所述金属薄板进行冲压前根据历史数据中冲压后的金属薄板的回弹量判定是否对系统预设下压量进行调节,中控模块控制高速冲击压缩装置对流体介质进行压缩以形成高能率冲击波并使得极板初步成形;步骤s5、更换安装初步成形的模具,重复所述步骤s2至所述步骤s4,得到最终燃料电池极板,当所述中控模块完成对于所述系统预设下压量的二次调节时,中控模块根据终成形后的极板的实际质量相关参数对冲压装置中对应的运行参数进行调节、在调节完成后将所述冲压装置中对应的运行参数发送至数字孪生模型中的加工变形预测模型中,加工变形预测模型根据收到的所述冲压装置的运行参数对极板成形过程进行模拟运行、对待成形的极板的加工变形评价参数进行计算并将计算结果发送至中控模块,中控模块根据所述计算结果与加工变形评价标准参数的对比结果判定是否将所述冲压装置的对应运行参数进行二次调节;步骤s6、所述中控模块在所述燃料电池极板成形后通过静态液压加载保压以对燃料电池极板的成形精度进行调节并控制超声振动装置产生机械振荡以释放燃料电池极板内的残余应力。
9.进一步地,在所述步骤s4中,在对金属薄板进行冲压之前,所述中控模块根据历史数据中冲压后的金属薄板的回弹量p判定是否对系统预设下压量进行调节,中控模块设有预设第一单位回弹量p1和预设第二单位回弹量p2,其中p1<p2,设定历史数据中冲压后的金属薄板的回弹量p=bm/pm,其中,bm为历史数据中单周期内的冲压装置总下压量,pm为历史数据中单周期内的金属薄板总回弹量,若p≤p1,所述中控模块判定历史数据中冲压后的金属薄板的回弹量在允许范围内、控制冲压装置对金属薄板进行冲压并根据冲压完成的极板的破裂深度判定是否对冲压装置的冲击载荷进行调节;若p1<p≤p2,所述中控模块判定历史数据中冲压后的金属薄板的回弹量超出允许范围内、计算历史数据中冲压后的金属薄板的回弹量与预设单位回弹量的差值
△
p并根据
△
p将系统预设下压量调节至对应值,设定
△
p=p-p1;若p>p2,所述中控模块判定历史数据中冲压后的金属薄板的回弹量超出允许范围并控制超声振动装置延长机械振动时长。
10.进一步地,当所述中控模块完成对于是否对系统预设下压量进行调节的判定且历史数据中冲压后的金属薄板的回弹量p满足p1<p≤p2时根据
△
p将系统预设下压量调节至对应值,中控模块设有预设第一单位回弹量差值
△
p1、预设第二单位回弹量差值
△
p2、预设第一预设下压量调节系数γ1、预设第二预设下压量调节系数γ2以及系统预设下压量b0,
其中,
△
p1<
△
p2,0<γ1<γ2<1,设定
△
p=p-p1=bm/pm-p1,若
△
p≤
△
p1,所述中控模块判定不对系统预设下压量进行调节;若
△
p1<
△
p≤
△
p2,所述中控模块判定使用γ2对系统预设下压量进行调节;若
△
p>
△
p2,所述中控模块判定使用γ1对系统预设下压量进行调节;当所述中控模块使用γi对所述系统预设下压量b0进行调节时,设定i=1,2,调节后的系统预设下压量记为b’,设定b’=γi
×
b0。
11.进一步地,当所述中控模块完成对于所述系统预设下压量的调节时,中控模块将调节后的系统预设下压量发送至数字孪生模型中的加工变形预测模型中,所述加工变形预测模型的加工变形程度评价标准参数记为a0,设定a0=e
×
p0+b
×
q0+c
×
d0,其中,e为回弹量权重系数,设定e=0.3mm-1
,b为破裂深度权重系数,设定b=0.4mm-1
,c为起皱高度权重系数,设定c=0.3mm-1
,p0为标准回弹量,q0为极板最大允许破裂深度,d0为最大允许起皱高度,在对系统预设下压量的调节完成后,中控模块根据终成形后的极板回弹量对应的加工变形评价参数aa判定是否对系统预设下压量进行二次调节,设定aa=e
×
p’+b
×
q0+c
×
d0,其中,p’为极板终成形后的极板回弹量,若aa<a0’,所述中控模块判定对系统预设下压量进行二次调节、计算极板终成形后的极板回弹量对应的加工变形评价参数与数字孪生模型中的加工变形评价参数的差值
△
aa并根据
△
aa对系统预设下压量进行二次调节,设定
△
aa=a0
’‑
aa,中控模块设有预设第一加工变形评价参数差值
△
aa1、预设第二加工变形评价参数差值
△
aa2、预设第三系统下压量调节系数γ3以及预设第四系统下压量调节系数γ4,其中
△
aa1<
△
aa2,0<γ1<γ2<γ3<γ4<1,若
△
aa≤
△
aa1,所述中控模块判定不对系统预设下压量进行二次调节;若
△
aa1<
△
aa≤
△
aa2,所述中控模块判定使用γ4对所述系统预设下压量进行二次调节;若
△
aa>
△
aa2,所述中控模块判定使用γ3对所述系统预设下压量进行二次调节;当所述中控模块使用γi对所述系统预设下压量进行二次调节时,设定i=3,4,调节后的系统预设下压量记为b”,设定b”=γi
×
b’;若aa≥a0’,所述中控模块不对系统预设下压量进行二次调节。
12.进一步地,在所述步骤s4中,当所述中控模块控制冲压装置对极板进行冲压且历史数据中冲压后的金属薄板的回弹量p满足p≤p1时,中控模块根据冲压完成的极板实际破裂深度q对是否对冲压装置的冲击载荷进行调节进行判定,中控模块设有预设第一破裂深度q1和预设第二破裂深度q2,其中q1<q2,若q≤q1,所述中控模块判定所述极板实际破裂深度在允许范围内、控制视觉检测器对极板的起皱高度进行检测;若q1<q≤q2,所述中控模块判定所述极板实际破裂深度超出允许范围、计算实际冲击载荷与预设冲击载荷的差值
△
q并根据
△
q将所述冲压装置的冲击载荷调节至对应值,设定
△
q=q-q1;若q>q2,所述中控模块判定所述极板实际破裂深度超出允许范围并发出设备停止运行和检修通知。
13.进一步地,当所述中控模块完成对于是否对冲压装置的冲压载荷进行调节的判定且冲压完成的极板实际破裂深度q满足q1<q≤q2时,中控模块根据极板实际破裂深度与预设破裂深度的差值
△
q对冲压装置的实际冲击载荷r进行调节,中控模块设有预设第一破裂深度差值
△
q1、预设第二破裂深度差值
△
q2、预设第一冲击载荷调节系数α1、预设第二冲击载荷调节系数α2以及预设冲压装置冲击载荷r0,其中,
△
q1<
△
q2,0<α1<α2<1,若
△
q≤
△
q1,所述中控模块判定将所述冲压装置的实际冲击载荷调节至r0;若
△
q1<
△
q≤
△
q2,所述中控模块判定使用α2对所述冲压装置的实际冲击载荷进行调节;若
△
q>
△
q2,所述中控模块判定使用α1对所述冲压装置的实际冲击载荷进行调节;当所述中控模块使用αi将所述冲压装置的实际冲击载荷r调节至对应值时,设定i=1,2,调节后的冲击载荷记为r’,设定r’=r
×
αi。
14.进一步地,当所述中控模块完成对于所述冲击载荷的调节时,中控模块将调节后的冲击载荷发送至数字孪生模型中的加工变形预测模型中,中控模块根据终成形后极板的实际的破裂深度对应的加工变形评价参数ab判定是否对冲击载荷进行二次调节,设定ab=e
×
p”+b
×
q’+c
×
d0,其中q’为对冲击载荷调节后的终成形后极板的实际破裂深度,若ab<a0,所述中控模块判定对所述冲击载荷进行二次调节、计算成形后极板的实际破裂深度对应的加工变形评价参数与加工变形程度评价标准参数的差值
△
ab并根据
△
ab判定是否对冲击载荷进行二次调节,设定
△
ab=a0-ab,中控模块设有预设第三加工变形评价参数差值
△
aa3、预设第四加工变形评价参数差值
△
aa4、预设第三冲击载荷调节系数α3以及预设第四冲击载荷调节系数α4,其中
△
aa3<
△
aa4,0<α1<α2<α3<α4<1,若
△
ab≤
△
aa3,所述中控模块判定不对所述冲击载荷进行二次调节;若
△
aa3<
△
ab≤
△
aa4,所述中控模块判定使用α4对所述冲击载荷进行二次调节;若
△
ab>
△
aa4,所述中控模块判定使用α3对所述冲击载荷进行二次调节;当所述中控模块使用αi对所述冲击载荷进行二次调节时,设定i=3,4,调节后的冲击载荷记为r”,设定r”=αi
×
r’;若ab≥a0,所述中控模块不对所述冲击载荷进行二次调节。
15.进一步地,当所述中控模块完成对于所述冲压装置的冲击载荷的调节且冲压完成的极板实际破裂深度q满足q≤q1时,中控模块根据冲压完成的极板的实际起皱高度判定是否对冲压速度v进行调节,中控模块设有第一起皱高度d1和第二起皱高度d2,其中d1<d2,若d≤d1,所述中控模块判定极板的实际起皱高度在允许范围内并控制冲压装置对极板进行正常冲压操作;若d1<d<d2,所述中控模块判定极板的实际起皱高度超出允许范围、计算极板的实际起皱高度与预设起皱高度的差值
△
d并根据
△
d将冲压速度调节至对应值,设定
△
d=d-d1;若d>d2,所述中控模块判定极板的实际起皱高度超出允许范围并发出停止运行和检修通知。
16.进一步地,当所述中控模块完成对于是否对冲压的速度进行调节的判定时,中控
模块根据极板的实际起皱高度与预设起皱高度的差值
△
d对冲压速度进行调节,中控模块设有预设第一起皱高度差值
△
d1、预设第二起皱高度差值
△
d2、预设第一冲压速度调节系数β1、预设第二冲压速度调节系数β2以及预设冲压速度v0,其中,
△
d1<
△
d2,1<β1<β2,若
△
d≤
△
d1,所述中控模块判定将所述冲压速度调节至vo;若
△
d1<
△
d≤
△
d2,所述中控模块判定使用β1对所述冲压速度进行调节;若
△
d>
△
d2,所述中控模块判定使用β2对所述冲压速度进行调节;当所述中控模块使用βj对所述冲压速度v进行调节时,设定j=1,2,调节后的冲压速度记为v’,设定v’=v
×
βj。
17.进一步地,当所述中控模块完成对于所述冲压速度的调节时,中控模块将调节完成的冲压速度发送至数字孪生模型中的加工变形预测模型中并根据成形后极板的实际起皱高度对应的加工变形评价参数ac判定是否对冲压速度进行二次调节,设定ac=e
×
p”+b
×
q”+c
×
d0,设定q”为对冲击载荷二次调节后的终成形后的极板的实际破裂深度,若ac<a0,所述中控模块判定对所述冲压速度进行二次调节、计算成形后极板的实际的破裂深度对应的加工变形评价参数与加工变形程度评价标准参数的差值
△
ac并根据
△
ac对冲击载荷进行二次调节,设定
△
ac=a0-ac,中控模块设有预设第五加工变形评价参数差值
△
aa5、预设第六加工变形评价参数差值
△
aa6、预设第三冲压速度调节系数β3以及预设第四冲压速度调节系数β4,其中
△
aa5<
△
aa6,0<β1<β2<β3<β4<1,若
△
ac≤
△
aa5,所述中控模块判定不对所述冲压速度进行二次调节;若
△
aa5<
△
ac≤
△
aa6,所述中控模块判定使用β4对所述冲压速度进行二次调节;若
△
ac>
△
aa6,所述中控模块判定使用β3对所述冲压速度进行二次调节;当所述中控模块使用βj对所述冲压速度进行二次调节时,设定j=3,4,调节后的冲压速度记为v”,设定v”=βj
×v’
,中控模块完成对冲压速度的二次调节时对二次调节后的冲压速度对应的成形后的极板的实际起皱高度对此时加工变形评价参数实际值进行计算;计算得到的所述加工变形程度评价参数实际值记为az,设定az=e
×
p”+b
×
q”+c
×
d”,其中,d”为对冲压速度进行二次调节后的终成形后极板的起皱高度,中控模块根据二次调节后的冲压速度对应的极板起皱高度计算出的加工变形程度评价系数实际值判定是否需要对冲压速度进行进一步修正,若az<a0,所述中控模块判定对系统预设下压量进行进一步调节直至加工变形程度评价参数符合要求时停止修正;若az≥a0,所述中控模块判定终成形后的极板质量符合要求并不对系统预设下压量进行进一步调节;若ac≥a0,所述中控模块不对所述冲压速度进行二次调节。
18.与现有技术相比,本发明的有益效果在于,本发明所述工艺通过设置预设单位回弹量、预设破裂深度以及预设起皱高度,可以根据实际单位回弹量与预设单位回弹量的差值对系统预设下压量进行调节、在数字孪生模型中对当前运行状态和运行结果进行模拟并在模拟运行结果不符合要求的情况下根据模拟结果对系统预设下压量进行二次调节;可以根据极板实际破裂深度与预设破裂深度的差值对冲压装置的实际冲击载荷进行调节、在数字孪生模型中对当前运行状态和运行结果进行模拟并在模拟运行结果不符合要求的情况下根据模拟结果对冲击载荷进行二次调节;可以根据极板的实际起皱高度与预设起皱高度的差值对冲压速度进行调节、在数字孪生模型中对当前运行状态和运行结果进行模拟并在
模拟运行结果不符合要求的情况下根据模拟结果对冲压速度进行二次调节,实现了将数字孪生技术融入燃料电池极板热振流体变能成形工艺方法和对电池极板质量的精准控制,有效控制构件成形质量,实现了对于构件成形质量的提高和能耗的降低。
19.进一步地,本发明所述工艺通过设置预设第一单位回弹量和预设第二单位回弹量,可以根据历史数据中冲压后的金属薄板的回弹量对是否对系统预设下压量进行调节进行判定,实现了对于系统预设下压量的精准调节,进一步实现了对于构件成形质量的提高和能耗的降低。
20.进一步地,本发明所述工艺通过设置预设第一单位回弹量差值、预设第二单位回弹量差值、预设第一预设下压量调节系数、预设第二预设下压量调节系数以及系统预设下压量,可以根据历史数据中冲压后的金属薄板的回弹量与预设单位回弹量的差值对系统预设下压量进行调节,实现了对于系统预设下压量的精准调节,进一步实现了对于构件成形质量的提高和能耗的降低。
21.进一步地,本发明所述工艺通过将调节后的系统预设下压量发送至数字孪生模型中,可以根据终成形后的极板回弹量对应的加工变形评价参数判定是否对系统预设下压量进行二次调节,实现了对于极板回弹量的精准控制,进一步实现了对于构件成形质量的提高和能耗的降低。
22.进一步地,本发明所述工艺通过设置预设第一破裂深度和预设第二破裂深度,可以根据冲压完成的极板实际破裂深度对是否对冲压装置的冲击载荷进行调节进行判定,提高了对于是否对冲击载荷的进行调节的精准判定能力,实现了电池极板成形的破裂深度的精准控制和修复,进一步实现了对于构件成形质量的提高和能耗的降低。
23.进一步地,本发明所述工艺通过设置预设第一破裂深度差值、预设第二破裂深度差值、预设第一冲击载荷调节系数、预设第二冲击载荷调节系数以及预设冲压装置冲击载荷,可以根据极板实际破裂深度与预设破裂深度的差值对冲压装置的实际冲击载荷进行调节,实现了对于电池极板的破裂深度的精准补偿,进一步实现了对于构件成形质量的提高和能耗的降低。
24.进一步地,本发明所述工艺通过将调节后的冲击载荷发送至数字孪生模型中,可以根据终成形后极板的实际的破裂深度对应的加工变形评价参数判定是否对冲击载荷进行二次调节,提高了对于极板破裂深度的精准控制能力,进一步实现了对于构件成形质量的提高和能耗的降低。
25.进一步地,本发明所述工艺通过设置第一起皱高度和第二起皱高度,可以根据冲压完成的极板的实际起皱高度判定是否对冲压速度进行调节,实现了对于极板的冲压速度的精准调节,提高了对于是否对冲压速度进行调节的判定能力,提高了对于极板成形质量的精准控制能力,进一步实现了对于构件成形质量的提高和能耗的降低。
26.进一步地,本发明所述工艺通过设置预设第一起皱高度差值、预设第二起皱高度差值、预设第一冲压速度调节系数、预设第二冲压速度调节系数以及预设冲压速度,可以根据极板的实际起皱高度与预设起皱高度的差值对冲压速度进行调节,提高了对于构件成形质量的控制能力,进一步实现了对于构件成形质量的提高和能耗的降低。
27.进一步地,本发明所述工艺通过将调节完成的冲压速度发送至数字孪生模型,可以根据成形后极板的实际起皱高度对应的加工变形评价参数判定是否对冲压速度进行二
次调节,实现了对于极板起皱高度的精准控制和极板成形质量的提高,进一步实现了对于构件成形质量的提高和能耗的降低。
附图说明
28.图1是本发明实施例数字孪生驱动的燃料电池极板热振流体变能成形工艺的整体流程图;图2是本发明实施例数字孪生驱动的燃料电池极板热振流体变能成形工艺的步骤s5的具体流程图;图3是本发明实施例数字孪生驱动的燃料电池极板热振流体变能成形工艺的工艺数据处理的示意图;图4是本发明实施例数字孪生驱动的燃料电池极板热振流体变能成形工艺的建立物理空间模型的流程图。
具体实施方式
29.为了使本发明的目的和优点更加清楚明白,下面结合实施例对本发明作进一步描述;应当理解,此处所描述的具体实施例仅仅用于解释本发明,并不用于限定本发明。
30.下面参照附图来描述本发明的优选实施方式。本领域技术人员应当理解的是,这些实施方式仅仅用于解释本发明的技术原理,并非在限制本发明的保护范围。
31.需要说明的是,在本发明的描述中,术语“上”、“下”、“左”、“右”、“内”、“外”等指示的方向或位置关系的术语是基于附图所示的方向或位置关系,这仅仅是为了便于描述,而不是指示或暗示所述装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
32.此外,还需要说明的是,在本发明的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域技术人员而言,可根据具体情况理解上述术语在本发明中的具体含义。
33.请参阅图1、图2、图3以及图4所示,其分别为本发明实施例数字孪生驱动的燃料电池极板热振流体变能成形工艺的整体流程图、步骤s5的具体流程图、工艺数据处理的示意图以及建立物理空间模型的流程图。本发明所述一种数字孪生驱动的燃料电池极板热振流体变能成形工艺,包括:步骤s1、设计燃料电池极板通道最优过渡形状,并确定通道各处最小圆角半径,制作初成形模具;步骤s2、在成形设备上安装所述初成形模具并进行调试,在调试完成后将金属薄板放置在模具上的对应位置,中控模块控制定位装置对金属薄板在模具上的位置进行定位;步骤s3、向液室腔内注入流体介质直至流体介质充盈液室腔,所述中控模块控制电加热装置对所述金属薄板进行加热;步骤s4、所述中控模块在对所述金属薄板进行冲压前根据历史数据中冲压后的金
属薄板的回弹量判定是否对系统预设下压量进行调节,中控模块控制高速冲击压缩装置对流体介质进行压缩以形成高能率冲击波并使得极板初步成形;步骤s5、更换安装初步成形的模具,重复所述步骤s2至所述步骤s4,得到最终燃料电池极板,当所述中控模块完成对于所述系统预设下压量的二次调节时,中控模块根据终成形后的极板的实际质量相关参数对冲压装置中对应的运行参数进行调节、在调节完成后将所述冲压装置中对应的运行参数发送至数字孪生模型中的加工变形预测模型中,加工变形预测模型根据收到的所述冲压装置的运行参数对极板成形过程进行模拟运行、对待成形的极板的加工变形评价参数进行计算并将计算结果发送至中控模块,中控模块根据所述计算结果与加工变形评价标准参数的对比结果判定是否将所述冲压装置的对应运行参数进行二次调节;步骤s6、所述中控模块在所述燃料电池极板成形后通过静态液压加载保压以对燃料电池极板的成形精度进行调节并控制超声振动装置产生机械振荡以释放燃料电池极板内的残余应力。
34.具体而言,制作完成的所述初成形模具设置于所述成形设备中,用以对提供待成形电池极板的三维模型;所述定位装置与所述成形设备相连,用以对金属薄板在模具上的位置进行定位;所述液室腔设置于所述初成形模具中,用以提供注入流体介质的场所;所述电加热装置与所述金属薄板相连,用以对金属薄板进行加热;所述冲压装置与所述初成形模具相连,用以对放置于初成形模具上的金属薄板通过流体介质进行冲击和压缩操作;所述超声振动装置与所述成形后的电池极板相连,用以对电池极板的残余应力进行释放。
35.本发明的有益效果在于,本发明所述工艺通过设置预设单位回弹量、预设破裂深度以及预设起皱高度,可以根据实际单位回弹量与预设单位回弹量的差值对系统预设下压量进行调节、在数字孪生模型中对当前运行状态和运行结果进行模拟并在模拟运行结果不符合要求的情况下根据模拟结果对系统预设下压量进行二次调节;可以根据极板实际破裂深度与预设破裂深度的差值对冲压装置的实际冲击载荷进行调节、在数字孪生模型中对当前运行状态和运行结果进行模拟并在模拟运行结果不符合要求的情况下根据模拟结果对冲击载荷进行二次调节;可以根据极板的实际起皱高度与预设起皱高度的差值对冲压速度进行调节、在数字孪生模型中对当前运行状态和运行结果进行模拟并在模拟运行结果不符合要求的情况下根据模拟结果对冲压速度进行二次调节,实现了将数字孪生技术融入燃料电池极板热振流体变能成形工艺方法和对电池极板质量的精准控制,有效控制构件成形质量,实现了对于构件成形质量的提高和能耗的降低。
36.请继续参阅图1所示,在所述步骤s4时,在对金属薄板进行冲压之前,所述中控模块根据历史数据中冲压后的金属薄板的回弹量p判定是否对系统预设下压量进行调节,中控模块设有预设第一单位回弹量p1和预设第二单位回弹量p2,其中p1<p2,设定历史数据中冲压后的金属薄板的回弹量p=bm/pm,其中,bm为历史数据中单周期内的冲压装置总下压量,pm为历史数据中单周期内的金属薄板总回弹量,若p≤p1,所述中控模块判定历史数据中冲压后的金属薄板的回弹量在允许范围内、控制冲压装置对金属薄板进行冲压并根据冲压完成的极板的破裂深度判定是否对冲压装置的冲击载荷进行调节;若p1<p≤p2,所述中控模块判定历史数据中冲压后的金属薄板的回弹量超出允
许范围内、计算历史数据中冲压后的金属薄板的回弹量与预设单位回弹量的差值
△
p并根据
△
p将系统预设下压量调节至对应值,设定
△
p=p-p1;若p>p2,所述中控模块判定历史数据中冲压后的金属薄板的回弹量超出允许范围并控制超声振动装置延长机械振动时长。
37.本发明所述工艺通过设置预设第一单位回弹量和预设第二单位回弹量,可以根据历史数据中冲压后的金属薄板的回弹量对是否对系统预设下压量进行调节进行判定,实现了对于系统预设下压量的精准调节,进一步实现了对于构件成形质量的提高和能耗的降低。
38.请继续参阅图1所示,当所述中控模块完成对于是否对系统预设下压量进行调节的判定且历史数据中冲压后的金属薄板的回弹量p满足p1<p≤p2时根据
△
p将系统预设下压量调节至对应值,中控模块设有预设第一单位回弹量差值
△
p1、预设第二单位回弹量差值
△
p2、预设第一预设下压量调节系数γ1、预设第二预设下压量调节系数γ2以及系统预设下压量b0,其中,
△
p1<
△
p2,0<γ1<γ2<1,设定
△
p=p-p1=bm/pm-p1,若
△
p≤
△
p1,所述中控模块判定不对系统预设下压量进行调节;若
△
p1<
△
p≤
△
p2,所述中控模块判定使用γ2对系统预设下压量进行调节;若
△
p>
△
p2,所述中控模块判定使用γ1对系统预设下压量进行调节;当所述中控模块使用γi对所述系统预设下压量b0进行调节时,设定i=1,2,调节后的系统预设下压量记为b’,设定b’=γi
×
b0。
39.本发明所述工艺通过设置预设第一单位回弹量差值、预设第二单位回弹量差值、预设第一预设下压量调节系数、预设第二预设下压量调节系数以及系统预设下压量,可以根据历史数据中冲压后的金属薄板的回弹量与预设单位回弹量的差值对系统预设下压量进行调节,实现了对于系统预设下压量的精准调节,进一步实现了对于构件成形质量的提高和能耗的降低。
40.请继续参阅图1所示,当所述中控模块完成对于所述系统预设下压量的调节时,中控模块将调节后的系统预设下压量发送至数字孪生模型中的加工变形预测模型中,所述加工变形预测模型的加工变形程度评价标准参数记为a0,设定a0=e
×
p0+b
×
q0+c
×
d0,其中,e为回弹量权重系数,设定e=0.3mm-1
,b为破裂深度权重系数,设定b=0.4mm-1
,c为起皱高度权重系数,设定c=0.3mm-,p0为标准回弹量,q0为极板最大允许破裂深度,d0为最大允许起皱高度,在对系统预设下压量的调节完成后,中控模块根据终成形后的极板回弹量对应的加工变形评价参数aa判定是否对系统预设下压量进行二次调节,设定aa=e
×
p’+b
×
q0+c
×
d0,其中,p’为极板终成形后的极板回弹量,若aa<a0’,所述中控模块判定对系统预设下压量进行二次调节、计算极板终成形后的极板回弹量对应的加工变形评价参数与数字孪生模型中的加工变形评价参数的差值
△
aa并根据
△
aa对系统预设下压量进行二次调节,设定
△
aa=a0
’‑
aa,中控模块设有预设第一加工变形评价参数差值
△
aa1、预设第二加工变形评价参数差值
△
aa2、预设第三系统下压量调节系数γ3以及预设第四系统下压量调节系数γ4,其中
△
aa1<
△
aa2,0<γ1<γ2<γ3<γ4<1,若
△
aa≤
△
aa1,所述中控模块判定不对系统预设下压量进行二次调节;
若
△
aa1<
△
aa≤
△
aa2,所述中控模块判定使用γ4对所述系统预设下压量进行二次调节;若
△
aa>
△
aa2,所述中控模块判定使用γ3对所述系统预设下压量进行二次调节;当所述中控模块使用γi对所述系统预设下压量进行二次调节时,设定i=3,4,调节后的系统预设下压量记为b”,设定b”=γi
×
b’;若aa≥a0’,所述中控模块不对系统预设下压量进行二次调节。
41.本发明所述工艺通过将调节后的系统预设下压量发送至数字孪生模型中,可以根据终成形后的极板回弹量对应的加工变形评价参数判定是否对系统预设下压量进行二次调节,实现了对于极板回弹量的精准控制,进一步实现了对于构件成形质量的提高和能耗的降低。
42.请继续参阅图1所示,在所述步骤s4中,当所述中控模块控制冲压装置对极板进行冲压且历史数据中冲压后的金属薄板的回弹量p满足p≤p1时,中控模块根据冲压完成的极板实际破裂深度q对是否对冲压装置的冲击载荷进行调节进行判定,中控模块设有预设第一破裂深度q1和预设第二破裂深度q2,其中q1<q2,若q≤q1,所述中控模块判定所述极板实际破裂深度在允许范围内、控制视觉检测器对极板的起皱高度进行检测;若q1<q≤q2,所述中控模块判定所述极板实际破裂深度超出允许范围、计算实际冲击载荷与预设冲击载荷的差值
△
q并根据
△
q将所述冲压装置的冲击载荷调节至对应值,设定
△
q=q-q1;若q>q2,所述中控模块判定所述极板实际破裂深度超出允许范围并发出设备停止运行和检修通知。
43.本发明所述工艺通过设置预设第一破裂深度和预设第二破裂深度,可以根据冲压完成的极板实际破裂深度对是否对冲压装置的冲击载荷进行调节进行判定,提高了对于是否对冲击载荷的进行调节的精准判定能力,实现了电池极板成形的破裂深度的精准控制和修复,进一步实现了对于构件成形质量的提高和能耗的降低。
44.请继续参阅图1所示,当所述中控模块完成对于是否对冲压装置的冲压载荷进行调节的判定且冲压完成的极板实际破裂深度q满足q1<q≤q2时,中控模块根据极板实际破裂深度与预设破裂深度的差值
△
q对冲压装置的实际冲击载荷r进行调节,中控模块设有预设第一破裂深度差值
△
q1、预设第二破裂深度差值
△
q2、预设第一冲击载荷调节系数α1、预设第二冲击载荷调节系数α2以及预设冲压装置冲击载荷r0,其中,
△
q1<
△
q2,0<α1<α2<1,若
△
q≤
△
q1,所述中控模块判定将所述冲压装置的实际冲击载荷调节至r0;若
△
q1<
△
q≤
△
q2,所述中控模块判定使用α2对所述冲压装置的实际冲击载荷进行调节;若
△
q>
△
q2,所述中控模块判定使用α1对所述冲压装置的实际冲击载荷进行调节;当所述中控模块使用αi将所述冲压装置的实际冲击载荷r调节至对应值时,设定i=1,2,调节后的冲击载荷记为r’,设定r’=r
×
αi。
45.本发明所述工艺通过设置预设第一破裂深度差值、预设第二破裂深度差值、预设第一冲击载荷调节系数、预设第二冲击载荷调节系数以及预设冲压装置冲击载荷,可以根据极板实际破裂深度与预设破裂深度的差值对冲压装置的实际冲击载荷进行调节,实现了对于电池极板的破裂深度的精准补偿,进一步实现了对于构件成形质量的提高和能耗的降低。
46.请继续参阅图1所示,当所述中控模块完成对于所述冲击载荷的调节时,中控模块将调节后的冲击载荷发送至数字孪生模型中的加工变形预测模型中,中控模块根据终成形后极板的实际的破裂深度对应的加工变形评价参数ab判定是否对冲击载荷进行二次调节,设定ab=e
×
p”+b
×
q’+c
×
d0,其中q’为对冲击载荷调节后的终成形后极板的实际破裂深度,若ab<a0,所述中控模块判定对所述冲击载荷进行二次调节、计算成形后极板的实际破裂深度对应的加工变形评价参数与加工变形程度评价标准参数的差值
△
ab并根据
△
ab判定是否对冲击载荷进行二次调节,设定
△
ab=a0-ab,中控模块设有预设第三加工变形评价参数差值
△
aa3、预设第四加工变形评价参数差值
△
aa4、预设第三冲击载荷调节系数α3以及预设第四冲击载荷调节系数α4,其中
△
aa3<
△
aa4,0<α1<α2<α3<α4<1,若
△
ab≤
△
aa3,所述中控模块判定不对所述冲击载荷进行二次调节;若
△
aa3<
△
ab≤
△
aa4,所述中控模块判定使用α4对所述冲击载荷进行二次调节;若
△
ab>
△
aa4,所述中控模块判定使用α3对所述冲击载荷进行二次调节;当所述中控模块使用αi对所述冲击载荷进行二次调节时,设定i=3,4,调节后的冲击载荷记为r”,设定r”=αi
×
r’;若ab≥a0,所述中控模块不对所述冲击载荷进行二次调节。
47.本发明所述工艺通过将调节后的冲击载荷发送至数字孪生模型中,可以根据终成形后极板的实际的破裂深度对应的加工变形评价参数判定是否对冲击载荷进行二次调节,提高了对于极板破裂深度的精准控制能力,进一步实现了对于构件成形质量的提高和能耗的降低。
48.请继续参阅图1所示,当所述中控模块完成对于所述冲压装置的冲击载荷的调节且冲压完成的极板实际破裂深度q满足q≤q1时,中控模块根据冲压完成的极板的实际起皱高度判定是否对冲压速度v进行调节,中控模块设有第一起皱高度d1和第二起皱高度d2,其中d1<d2,若d≤d1,所述中控模块判定极板的实际起皱高度在允许范围内并控制冲压装置对极板进行正常冲压操作;若d1<d<d2,所述中控模块判定极板的实际起皱高度超出允许范围、计算极板的实际起皱高度与预设起皱高度的差值
△
d并根据
△
d将冲压速度调节至对应值,设定
△
d=d-d1;若d>d2,所述中控模块判定极板的实际起皱高度超出允许范围并发出停止运行和检修通知。
49.本发明所述工艺通过设置第一起皱高度和第二起皱高度,可以根据冲压完成的极板的实际起皱高度判定是否对冲压速度进行调节,实现了对于极板的冲压速度的精准调
节,提高了对于是否对冲压速度进行调节的判定能力,提高了对于极板成形质量的精准控制能力,进一步实现了对于构件成形质量的提高和能耗的降低。
50.请继续参阅图1所示,当所述中控模块完成对于是否对冲压的速度进行调节的判定时,中控模块根据极板的实际起皱高度与预设起皱高度的差值
△
d对冲压速度进行调节,中控模块设有预设第一起皱高度差值
△
d1、预设第二起皱高度差值
△
d2、预设第一冲压速度调节系数β1、预设第二冲压速度调节系数β2以及预设冲压速度v0,其中,
△
d1<
△
d2,1<β1<β2,若
△
d≤
△
d1,所述中控模块判定将所述冲压速度调节至vo;若
△
d1<
△
d≤
△
d2,所述中控模块判定使用β1对所述冲压速度进行调节;若
△
d>
△
d2,所述中控模块判定使用β2对所述冲压速度进行调节;当所述中控模块使用βj对所述冲压速度v进行调节时,设定j=1,2,调节后的冲压速度记为v’,设定v’=v
×
βj。
51.本发明所述工艺通过设置预设第一起皱高度差值、预设第二起皱高度差值、预设第一冲压速度调节系数、预设第二冲压速度调节系数以及预设冲压速度,可以根据极板的实际起皱高度与预设起皱高度的差值对冲压速度进行调节,提高了对于构件成形质量的控制能力,进一步实现了对于构件成形质量的提高和能耗的降低。
52.请继续参阅图1所示,当所述中控模块完成对于所述冲压速度的调节时,中控模块将调节完成的冲压速度发送至数字孪生模型中的加工变形预测模型中并根据成形后极板的实际起皱高度对应的加工变形评价参数ac判定是否对冲压速度进行二次调节,设定ac=e
×
p”+b
×
q”+c
×
d0,设定q”为对冲击载荷二次调节后的终成形后的极板的实际破裂深度,若ac<a0,所述中控模块判定对所述冲压速度进行二次调节、计算成形后极板的实际的破裂深度对应的加工变形评价参数与加工变形程度评价标准参数的差值
△
ac并根据
△
ac对冲击载荷进行二次调节,设定
△
ac=a0-ac,中控模块设有预设第五加工变形评价参数差值
△
aa5、预设第六加工变形评价参数差值
△
aa6、预设第三冲压速度调节系数β3以及预设第四冲压速度调节系数β4,其中
△
aa5<
△
aa6,0<β1<β2<β3<β4<1,若
△
ac≤
△
aa5,所述中控模块判定不对所述冲压速度进行二次调节;若
△
aa5<
△
ac≤
△
aa6,所述中控模块判定使用β4对所述冲压速度进行二次调节;若
△
ac>
△
aa6,所述中控模块判定使用β3对所述冲压速度进行二次调节;当所述中控模块使用βj对所述冲压速度进行二次调节时,设定j=3,4,调节后的冲压速度记为v”,设定v”=βj
×v’
,中控模块完成对冲压速度的二次调节时对二次调节后的冲压速度对应的成形后的极板的实际起皱高度对此时加工变形评价参数实际值进行计算;计算得到的所述加工变形程度评价参数实际值记为az,设定az=e
×
p”+b
×
q”+c
×
d”,其中,d”为对冲压速度进行二次调节后的终成形后极板的起皱高度,中控模块根据二次调节后的冲压速度对应的极板起皱高度计算出的加工变形程度评价系数实际值判定是否需要对冲压速度进行进一步修正,若az<a0,所述中控模块判定对系统预设下压量进行进一步调节直至加工变形程度评价参数符合要求时停止修正;若az≥a0,所述中控模块判定终成形后的极板质量符合要求并不对系统预设下压量进行进一步调节;若ac≥a0,所述中控模块不对所述冲压速度进行二次调节。
53.本发明所述工艺通过将调节完成的冲压速度发送至数字孪生模型,可以根据成形后极板的实际起皱高度对应的加工变形评价参数判定是否对冲压速度进行二次调节,实现了对于极板起皱高度的精准控制和极板成形质量的提高,进一步实现了对于构件成形质量的提高和能耗的降低。
54.请继续参阅图3和图4所示,在对金属薄板进行加工之前,中控模块根据采集到的相关工艺运行参数和金属薄板的生产数据构建热振流体变能成形工艺过程的物理空间模型,其中,构建热振流体变能成形工艺过程的物理空间模型包括以下步骤:步骤a、建立相关数据库:采集金属薄板的历史生产数据,建立坯料数据库,所述坯料数据库包括坯料几何参数、物理属性参数、状态参数,以体现其形状、尺寸、力学行为等参数;获取热振流体变能成形模具及设备基本参数,建立热振流体变能成形模具及设备数据库;获取金属薄板的历史加工变形量和热振流体变能成形过程中的历史工艺参数,建立热振流体变能成形工艺数据库;步骤b、根据所述金属薄板的历史加工变形量和热振流体变能成形过程中的历史工艺参数,基于深度学习训练得到加工变形预测模型;步骤c、开始热振流体变能成形试验,采集热振流体变能成形过程中的实时工艺参数,包括冲击载荷、压边力、温度,其中参数通过压力传感器、温度传感器实时采集;步骤d、根据坯料数据库、热振流体变能成形模具及设备数据库、热振流体变能成形过程中的历史工艺参数以及热振流体变能成形过程中的实时工艺参数,建立热振流体变能成形工艺过程的物理空间模型;步骤e、根据物理空间模型构建数字孪生模型;步骤f、将实时工艺参数输入加工变形预测模型中,得到热振流体变能成形工艺的金属薄板加工变形状态预测值;步骤g、根据金属薄板加工变形状态预测值和数字孪生模型,修正热振流体变能成形过程中的实时工艺参数。
55.所述坯料数据库包括坯料几何参数、物理属性参数、状态参数,以体现其形状、尺寸、力学行为等参数;热振流体变能成形工艺数据库包括历史冲击载荷、历史压边力、历史温度、历史坯料壁厚增厚量、历史坯料壁厚减薄量、历史坯料形面偏差量;热振流体变能成形模具及设备基本参数包括设备几何参数、设备物理属性参数、机床固有频率、模具几何参数、模具物理属性参数。
56.请继续参阅图3所示,在对金属薄板进行加工之前,基于深度学习训练得到加工变形预测模型,具体步骤包括:步骤1、在matlab中基于bp神经网络建立深度学习模型,其中算法函数为traingdm函数,输入层与隐含层间使用sigmoid传递函数,隐层和输出层采用purelin传递函数,训练误差设定为 0.001,训练速率为0.1;步骤2、根据坯料长度l、坯料宽度w、坯料厚度t、材料强度系数k、材料厚向异性指数r、摩擦系数μ、历史冲击载荷ph、历史压边力qh、历史温度th、实时振幅φn、实时频率ψn、历史坯料壁厚增厚量δh、历史坯料壁厚减薄量εh、历史坯料形面偏差量θh作为网络训练原
始数据,通过进一步归类分析,获取数据样本,史坯料壁厚增厚量δh、历史坯料壁厚减薄量εh、历史坯料形面偏差量θh作为设定值;步骤3、根据bp 网络本身的特性,通过正反向不断传输设定值与实际输出值之间的误差,进而不断修正算法中相应权值和阈值,直至误差符合要求,训练结束;步骤4、最终产生输入值与输出值之间的映射关系作为加工变形预测模型。
57.请继续参阅图3所示,中控模块根据构建的所述物理空间模型构建数字孪生模型,具体步骤包括:根据物理空间模型构建数字孪生模型过程为物理空间模型与matlab仿真平台进行结合构建3d镜像模型,实现3d虚拟模型与3d镜像模型进行匹配,根据3d虚拟模型驱动3d镜像模型按照实体的运行参数进行动作,通过matlab不断读取储存空间数据再传输至3d镜像模型实现与成形加工的同步运行,可通过可视化操作实现对实时加工过程的监测、控制。
58.请继续参阅图3所示,在对金属薄板的加工过程中,修正热振流体变能成形工艺过程的工艺参数,具体步骤包括:设置所述加工变形预测模型正常工作范围,包括起皱、破裂和回弹范围;进一步的,再次采集充液成形过程中的实时工艺参数;将所述实时工艺参数输入所述数字孪生模型中,得到热振流体变能成形过程的孪生工艺参数;将热振流体变能成形过程的孪生工艺参数输入所述加工变形预测模型中,进行初步优化,得到优化工艺参数,并修正所述实时工艺参数;将优化工艺参数输入所述加工变形预测模型中,得到金属薄板加工变形状态预测值;判断所述金属薄板加工变形状态预测值是否在所述加工变形预测模型正常工作范围内;根据判断结果,决定是否修正热振流体变能成形过程的工艺参数。
59.具体而言,判断所述金属薄板加工变形状态预测值是否在所述加工变形预测模型正常工作范围内方法为:当所述金属薄板加工变形状态预测值超出所述加工变形预测模型正常工作范围时,立即停止加工所述构件,并修正热振流体变能成形过程的工艺参数,将优化后的工艺参数输入加工变形预测模型中,得到金属薄板加工变形状态预测值,再次判断,直至所述金属薄板加工变形状态预测值在所述加工变形预测模型正常工作范围内,继续加工所述构件,并得到符合要求的金属薄板。
60.本发明提出了一种数字孪生驱动的燃料电池极板热振流体变能成形工艺,通过热振流体变能成形工艺与数字孪生体之间进行数据交互,实现对金属薄板成形的预测与控制。数字孪生驱动的燃料电池极板热振流体变能成形工艺能够在燃料电池极板热振流体变能成形工艺过程中快速优化工艺流程,最终实现降低能耗、减少成本、提高加工效率和质量。与现有技术相比,本发明有益效果在于,该方法将数字孪生技术融入燃料电池极板热振流体变能成形工艺方法,能够在成形过程中快速优化工艺流程,有效控制构件成形质量,有效解决实际燃料电池极板示范生产应用和技术产业化方面不足的问题。
61.实施例1一种由数字孪生驱动的燃料电池极板热振流体变能成形工艺在燃料电池极板破
裂方面的具体应用。
62.(1)构建燃料电池极板热振流体变能成形工艺的数字孪生模型,包括以下步骤:步骤a、建立相关数据库:采集金属薄板的历史生产数据,建立坯料数据库,所述坯料数据库包括坯料长度l、坯料宽度w、坯料厚度t、材料强度系数k、材料厚向异性指数r、摩擦系数μ;获取热振流体变能成形模具及设备基本参数,建立热振流体变能成形模具及设备数据库;获取金属薄板的历史加工变形量和热振流体变能成形过程中的历史工艺参数,建立热振流体变能成形工艺数据库,所述数据库包括历史冲击载荷ph、历史压边力qh、历史温度th、实时振幅φn、实时频率ψn、历史坯料壁厚增厚量δh、历史坯料壁厚减薄量εh、历史坯料形面偏差量θh;步骤b、根据所述金属薄板的历史加工变形量和热振流体变能成形过程中的历史工艺参数,基于深度学习训练得到加工变形预测模型;步骤c、开始热振流体变能成形试验,通过压力传感器、温度传感器实时采集热振流体变能成形过程中的实时工艺参数,包括冲击载荷pn、压边力qn、温度tn;步骤d、根据坯料数据库、热振流体变能成形模具及设备数据库、热振流体变能成形过程中的历史工艺参数以及热振流体变能成形过程中的实时工艺参数,建立热振流体变能成形工艺过程的物理空间模型;步骤e、根据物理空间模型构建数字孪生模型,通过物理空间模型与matlab仿真平台进行结合构建3d镜像模型,实现3d虚拟模型与3d镜像模型进行匹配,根据3d虚拟模型驱动3d镜像模型按照实体的运行参数进行动作,通过matlab不断读取储存空间数据再传输至3d镜像模型实现与成形加工的同步运行;步骤f、将实时工艺参数包括实时冲击载荷pn、实时压边力qn、实时温度tn,输入加工变形预测模型中,得到热振流体变能成形工艺的金属薄板壁厚预测减薄量;步骤g、根据金属薄板坯料壁厚减薄量和数字孪生模型,修正热振流体变能成形过程中的实时工艺参数包括冲击载荷pn、压边力qn、温度tn。
63.(2)进行数字孪生驱动的燃料电池极板热振流体变能成形工艺通道设计过程,包括以下步骤:设计燃料电池极板通道过渡截面并初步设定通道各处圆角半径r;设置所述加工变形预测模型破裂正常工作范围;在孪生空间中模拟流体冲击成形过程,采用红外测距传感器采集通道各处实时圆角半径rn;将所述实时工艺参数包括实时冲击载荷pn、实时压边力qn、实时温度tn、实时圆角半径rn输入所述数字孪生模型中,得到热振流体变能成形过程的孪生工艺参数;将热振流体变能成形过程的孪生工艺参数输入所述加工变形预测模型中,进行初步优化,得到优化工艺参数,并修正所述实时工艺参数;将优化工艺参数输入所述加工变形预测模型中,得到金属薄板壁厚预测减薄量;判断所述金属薄板壁厚预测减薄量是否在所述加工变形预测模型破裂正常工作范围内;
根据判断结果,决定是否修正热振流体变能成形过程的工艺参数。最终得到最优通道各处圆角最小半径r。
64.(3)进行数字孪生驱动的燃料电池极板热振流体变能成形工艺初成形加工,包括以下步骤:在充液成形设备上安装初成形模具并进行调试,完成后将金属薄板放置在初成形模具上并通过定位装置定位;向液室腔内继续加载液体,直至充盈液室腔,同时通过电加热方式对金属薄板进行加热;设置所述加工变形预测模型破裂正常工作范围,依据坯料材料测定成形极限图获得;通过高速冲击压缩装置压缩流体介质,形成高能率冲击波,进行极板成形,使用压力传感器和温度传感器实时采集热振流体变能成形过程中的实时工艺参数,包括实时冲击载荷、实时压边力、实时温度;将所述实时工艺参数输入所述数字孪生模型中,得到热振流体变能成形过程的孪生工艺参数;将热振流体变能成形过程的孪生工艺参数输入所述加工变形预测模型中,进行初步优化,得到优化工艺参数,并修正所述实时工艺参数;将优化工艺参数输入所述加工变形预测模型中,得到金属薄板壁厚预测减薄量;判断所述金属薄板壁厚预测减薄量是否在所述加工变形预测模型破裂正常工作范围内;根据判断结果,决定是否修正热振流体变能成形过程的工艺参数。
65.(4)更换终成形模具,重复(3),得到最终燃料电池极板;(5)进行数字孪生驱动的燃料电池极板热振流体变能成形工艺静压成形加工,包括以下步骤:成形后通过静态液压加载保压提高成形精度,液室压力为5~30mpa;设置所述加工变形预测模型破裂正常工作范围;采用超声振动装置产生机械振荡,采集超声振动过程中的实时工艺参数,包括实时振幅φn、实时频率ψn;将所述实时工艺参数包括实时冲击载荷pn、实时压边力qn、实时温度tn、实时振幅φn、实时频率ψn、输入所述数字孪生模型中,得到超声振动成形过程的孪生工艺参数;将超声振动成形过程的孪生工艺参数输入所述加工变形预测模型中,进行初步优化,得到优化工艺参数,并修正所述实时工艺参数;将优化工艺参数输入所述加工变形预测模型中,得到金属薄板壁厚预测减薄量;判断所述金属薄板壁厚预测减薄量是否在所述加工变形预测模型破裂正常工作范围内;根据判断结果,决定是否修正热振流体变能成形过程的工艺参数。
66.(6)当所述金属薄板壁厚预测减薄量超出所述加工变形预测模型破裂正常工作范围时,立即停止加工所述构件,并修正热振流体变能成形过程的工艺参数,继续执行“将优化工艺参数输入所述加工变形预测模型中,得到金属薄板壁厚预测减薄量”直至所述金属
薄板壁厚预测减薄量在所述加工变形预测模型破裂正常工作范围内,继续加工所述构件,并得到符合要求的金属薄板。
67.实施例2本实施例所述数字孪生驱动的燃料电池极板热振流体变能成形工艺在所述中控模块在对系统预设下压量的调节完成后,中控模块根据终成形后的极板回弹量对应的加工变形评价参数判定是否对系统预设下压量进行二次调节并在判定aa<a0’时根据所述极板的回弹量与预设单位回弹量的差值对系统预设下压量进行修正,其中,a0’为对系统预设下压量调节后的加工变形程度评价参数,本实施例中中控模块计算到的aa=6,此时中控模块判定aa<a0’,中控模块设有预设第一单位回弹量差值
△
p1、预设第二单位回弹量差值
△
p2、预设第三预设下压量调节系数γ3、预设第四预设下压量调节系数γ4以及预设加工变形程度评价标准参数ao,其中,γ3=0.8,γ4=0.9,
△
p1=0.6cm,
△
p2=0.7cm,ao=5,a0’=7,设定第一次调节后的系统预设下压量为b’=9cm,本实施例中,所述中控模块求得
△
p”=0.8cm,此时中控模块判定
△
p”>
△
p2并使用γ3对b’进行调节,调节后的系统预设下压量记为b”,设定b”=0.8
×
9cm=7.2cm。
68.本发明通过设置预设第三预设下压量调节系数和预设第四预设下压量调节系数以及对于金属薄板质量的监测对系统预设下压量根据实际成形过程中的参数的变化对系统预设参数进行及时的修正,实现了对于构件成形质量的严格监控,提高了对于极板回弹量精准修正能力,进一步实现了对于构件成形质量的提高和能耗的降低。
69.至此,已经结合附图所示的优选实施方式描述了本发明的技术方案,但是,本领域技术人员容易理解的是,本发明的保护范围显然不局限于这些具体实施方式。在不偏离本发明的原理的前提下,本领域技术人员可以对相关技术特征做出等同的更改或替换,这些更改或替换之后的技术方案都将落入本发明的保护范围之内。
70.以上所述仅为本发明的优选实施例,并不用于限制本发明;对于本领域的技术人员来说,本发明可以有各种更改和变化。 凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1