冷轧平整机新规格带钢设定值计算方法和系统与流程
本发明涉及冶金自动化领域,具体地,涉及冷轧平整机新规格带钢设定值计算方法和系统。
背景技术:
1、传统冷轧平整机在生产过程中,带钢生产参数通常由过程控制系统在设定参数表格中获取并下发到基础自动化系统来进行生产控制。当机组生产新产品或者新规格带钢时,由于生产参数表格中未包含该规格带钢的生产参数,过程控制系统会下发默认设定值给基础自动化系统。由于默认设定值无法适应新规格带钢的生产需求,导致新规格带钢产品质量得不到保证。
技术实现思路
1、针对现有技术中的缺陷,本发明的目的是提供一种冷轧平整机新规格带钢设定值计算方法和系统。
2、根据本发明提供的一种冷轧平整机新规格带钢设定值计算方法,包括:
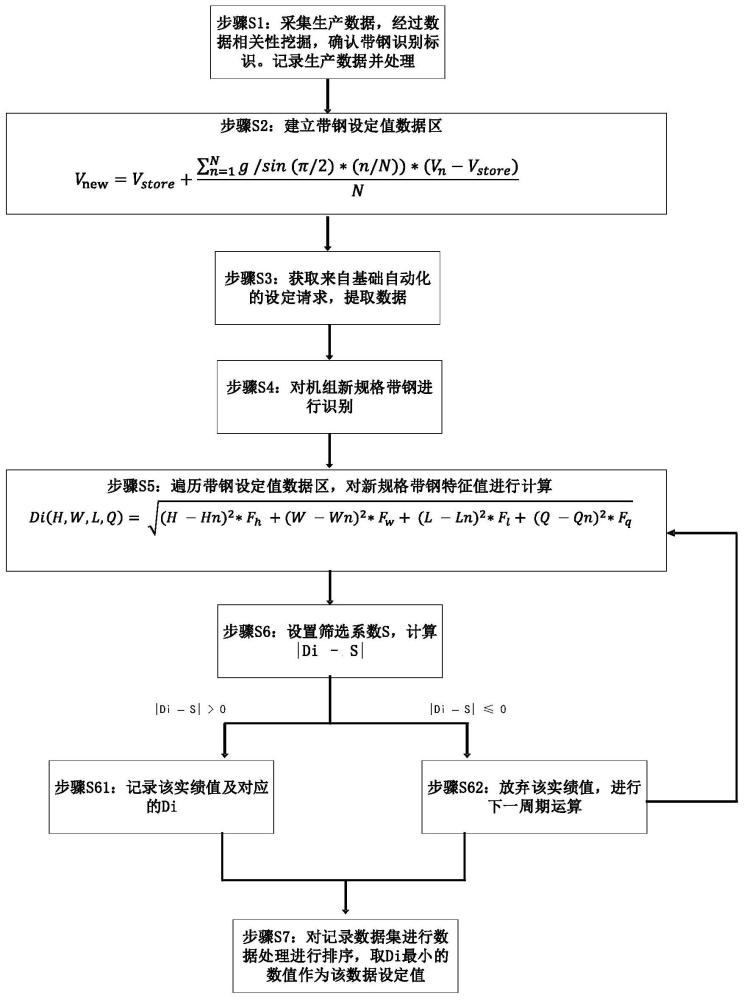
3、步骤s1:根据生产数据确认带钢的识别标识;
4、步骤s2:以所述识别标识作为索引,建立带钢设定值数据区;
5、步骤s3:获取当前带钢的规格参数;
6、步骤s4:根据当前带钢的规格参数在带钢设定值数据区中的搜索结果,识别得到新规格带钢;
7、步骤s5:遍历带钢设定值数据区,计算得到多个新规格带钢特征值;
8、步骤s6:根据新规格带钢特征值与设置的筛选系数,对多个新规格带钢特征值进行筛选;
9、步骤s7:在筛选得到的数据中取新规格带钢特征值最小的数值,作为所述新规格带钢最终的新规格带钢特征值。
10、优选地,在步骤s1中:
11、带钢识别标识包括:带钢钢种代码sgrade、带钢厚度h、带钢宽度w、目标延伸率l与屈服强度q;根据识别标识,记录机组实时生产数据,取恒速状态下轧制力rf、张力t生产数据m点,生产间隔len米,做数据平滑处理;
12、在步骤s2中:
13、以识别标识作为索引,建立带钢设定值数据区;将带钢生产实绩数据轧制力rf、张力t存储至带钢设定值数据区对应生产数据条目;
14、设定每个规格保留近期生产的n条数据,待存储的生产实绩数据经过如下处理:
15、遍历实绩值对应条目已存的n条数据队列:
16、
17、式中,vnew为经过计算后待存储数据;
18、vstore为采集的实绩值;
19、vn为当前数据;
20、g为增益系数;
21、n为当前遍历数据索引;
22、n为已存储总数据条数。
23、优选地,在步骤s3中:
24、带钢的规格参数包括:带钢钢种代码sgrade、带钢厚度h、带钢宽度w、目标延伸率l与屈服强度q;
25、在步骤s4中:
26、在带钢设置值数据区的设定参数表内搜索带钢钢种代码sgrade;若查询无结果,则判断为新规格带钢。
27、优选地,在步骤s5中:
28、利用新规格带钢特征值带钢厚度h、带钢宽度w、目标延伸率l与屈服强度q,遍历带钢设定值数据区,对新规格带钢特征值di(h,w,l,q)进行如下计算:
29、
30、式中,hn、wn、ln、qn分别为第n次遍历时获取的设定值数据区中存储的带钢厚度、带钢宽度、目标延伸率、屈服强度。
31、fh、fw、fl、fq分别为带钢厚度、带钢宽度、目标延伸率、屈服强度的调节系数。
32、优选地,在步骤s6中:
33、设置筛选系数s,计算|di–s|;
34、若|di–s|>0,则记录该实绩值及对应的di;
35、若|di–s|≤0,则放弃该实绩值,进行下一周期运算;
36、在步骤s7中:
37、遍历结束,对记录数据集进行数据排序处理,取di最小的数值作为新规格带钢设定值。
38、根据本发明提供的一种冷轧平整机新规格带钢设定值计算系统,包括:
39、模块m1:根据生产数据确认带钢的识别标识;
40、模块m2:以所述识别标识作为索引,建立带钢设定值数据区;
41、模块m3:获取当前带钢的规格参数;
42、模块m4:根据当前带钢的规格参数在带钢设定值数据区中的搜索结果,识别得到新规格带钢;
43、模块m5:遍历带钢设定值数据区,计算得到多个新规格带钢特征值;
44、模块m6:根据新规格带钢特征值与设置的筛选系数,对多个新规格带钢特征值进行筛选;
45、模块m7:在筛选得到的数据中取新规格带钢特征值最小的数值,作为所述新规格带钢最终的新规格带钢特征值。
46、优选地,在模块m1中:
47、带钢识别标识包括:带钢钢种代码sgrade、带钢厚度h、带钢宽度w、目标延伸率l与屈服强度q;根据识别标识,记录机组实时生产数据,取恒速状态下轧制力rf、张力t生产数据m点,生产间隔len米,做数据平滑处理;
48、在模块m2中:
49、以识别标识作为索引,建立带钢设定值数据区;将带钢生产实绩数据轧制力rf、张力t存储至带钢设定值数据区对应生产数据条目;
50、设定每个规格保留近期生产的n条数据,待存储的生产实绩数据经过如下处理:
51、遍历实绩值对应条目已存的n条数据队列:
52、
53、式中,vnew为经过计算后待存储数据;
54、vstore为采集的实绩值;
55、vn为当前数据;
56、g为增益系数;
57、n为当前遍历数据索引;
58、n为已存储总数据条数。
59、优选地,在模块m3中:
60、带钢的规格参数包括:带钢钢种代码sgrade、带钢厚度h、带钢宽度w、目标延伸率l与屈服强度q;
61、在模块m4中:
62、在带钢设置值数据区的设定参数表内搜索带钢钢种代码sgrade;若查询无结果,则判断为新规格带钢。
63、优选地,在模块m5中:
64、利用新规格带钢特征值带钢厚度h、带钢宽度w、目标延伸率l与屈服强度q,遍历带钢设定值数据区,对新规格带钢特征值di(h,w,l,q)进行如下计算:
65、
66、式中,hn、wn、ln、qn分别为第n次遍历时获取的设定值数据区中存储的带钢厚度、带钢宽度、目标延伸率、屈服强度。
67、fh、fw、fl、fq分别为带钢厚度、带钢宽度、目标延伸率、屈服强度的调节系数。
68、优选地,在模块m6中:
69、设置筛选系数s,计算|di–s|;
70、若|di–s|>0,则记录该实绩值及对应的di;
71、若|di–s|≤0,则放弃该实绩值,进行下一周期运算;
72、在模块m7中:
73、遍历结束,对记录数据集进行数据排序处理,取di最小的数值作为新规格带钢设定值。
74、与现有技术相比,本发明具有如下的有益效果:
75、本发明针对平整机新规格产品生产这一情况,通过算法计算,可以得到更为准确的平整机新规格产品生产设定值,并且具备良好的自适应性,进而使生产机组获得更加优良的产品性能。
- 还没有人留言评论。精彩留言会获得点赞!