高速线材快速冷却装置的制作方法
本申请涉及轧钢工艺装备,具体涉及一种高速线材快速冷却装置。
背景技术:
1、高速线材是指用无扭轧机轧制的盘条形式的钢丝。高速线材轧制吐丝后仍为高温,一般采用斯太尔摩风冷线进行冷却。参见附图1,典型的斯太尔摩风冷线是在吐丝机下游布置输送线材盘圆的辊道30,并在辊道下方阵列布置大型风机(图中未示),通过风冷对高温的线材进行散热及热处理。这一过程中的散热速度及均匀程度,决定着成品高线的力学性能及质量均一程度。
2、现有的斯太尔摩风冷线,冷却效率仍较低,同时,线材盘圆与托辊接触的点散热快,不接触的点散热中等,而相邻盘圆之间搭接点(图1(b)中两圆圈重合的位置)散热最慢,造成这三个区域不同的热处理效果,限制了成品的总和性能。
3、已经出现了一些专门针对搭接点的加强散热方案,如:cn 110976530 b其通过喷头正对搭接点进行喷射,达到附加散热的目的。但喷射液体的导热系数与风冷空气的导热系数相关较大,这种方案控制较复杂,容易产生新的分层温区。
技术实现思路
1、(一)技术问题
2、1.提高斯太尔摩风冷线的散热效率;
3、2.解决盘圆搭接点难于散热的问题。
4、(二)技术方案
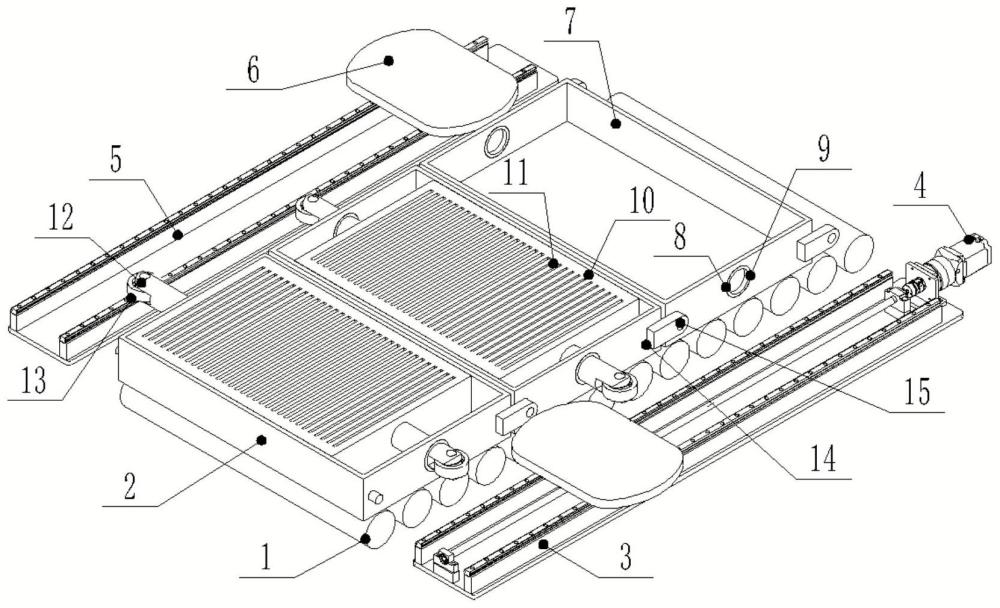
5、高速线材快速冷却装置,其包括从吐丝机接收及传送线材的托辊,所述托辊下方沿输送线布置有风机,其特征在于:所述托辊上套装有首尾连接的多个传送板,相邻的所述传送板之间后一个通过设置一直其上的连接片与前一个上的连接轴铰接,各传送板随托辊转动而输送线材;
6、所述传送板包括外框,外框由四个侧立板围成,上下透风;外框中设置有滑动翅板,所述滑动翅板的宽度小于外框,并可在外框中沿传送板前进方向的垂直方向滑动;
7、其还包括第一推挤装置和第二推挤装置,所述第一推挤装置推挤各传送板中的滑动翅板向第二推挤装置滑动;所述第二推挤装置推挤各传送板中的滑动翅板向第一推挤装置滑动。
8、进一步地,所述第一推挤装置及第二推挤装置分别设置在托辊辊道两侧,所述滑动翅板两侧对称设置有推挤臂,推挤臂通过滚珠导套穿设于外框两侧立板上的推挤孔中,实现滑动限位;所述第一推挤装置和第二推挤装置分别包括驱动电机,导轨和由驱动电机通过丝杠驱动的推挤板,推挤板沿导轨运动,其一侧设置有圆弧面,推挤设置于推挤臂末端的滚轮使滑动翅板可以滑动。
9、进一步地,所述滑动翅板上设置有散热翅栅11,所述滑动翅板在其进行方向的长度小于其承载的高速线材盘圆直径的一半。
10、进一步地,所述滑动翅板为铜材质。
11、进一步地,所述托辊沿输送方向向上倾斜设置。
12、进一步地,还包括控制系统,所述控制系统控制第一推挤装置及第二推挤装置按一定的程序设计交替或先后工作,并设置第一推挤装置及第二推挤装置相同或不同的运动速度。
13、进一步地,所述第一推挤装置和第二推挤装置分别设置有距离调节机构,用于改变其与辊道的距离以实现不同的推挤深度。
14、进一步地,所述距离调节机构由所述控制系统控制。
15、(三)有益效果
16、本申请引入了可滑动的滑动翅板机构,其实质上充当了散热片的功能,相比于空气大大所设了热导率,并且通过推挤装置,使线材与传送板的触点、线材自身的搭接点都处于不变错动、变化之中,均一了线材盘圆上各处的散热效率,达到了提高整体性能的效果。
技术特征:
1.高速线材快速冷却装置,其包括从吐丝机接收及传送线材的托辊,所述托辊下方沿输送线布置有风机,其特征在于:所述托辊上套装有首尾连接的多个传送板,相邻的所述传送板之间后一个通过设置一直其上的连接片与前一个上的连接轴铰接,各传送板随托辊转动而输送线材;
2.根据权利要求1所述的高速线材快速冷却装置,其特征在于:所述第一推挤装置及第二推挤装置分别设置在托辊辊道两侧,所述滑动翅板两侧对称设置有推挤臂,推挤臂通过滚珠导套穿设于外框两侧立板上的推挤孔中,实现滑动限位;所述第一推挤装置和第二推挤装置分别包括驱动电机,导轨和由驱动电机通过丝杠驱动的推挤板,推挤板沿导轨运动,其一侧设置有圆弧面,推挤设置于推挤臂末端的滚轮使滑动翅板可以滑动。
3.根据权利要求1所述的高速线材快速冷却装置,其特征在于:所述滑动翅板上设置有散热翅栅11,所述滑动翅板在其进行方向的长度小于其承载的高速线材盘圆直径的一半。
4.根据权利要求1所述的高速线材快速冷却装置,其特征在于:所述滑动翅板为铜材质。
5.根据权利要求1所述的高速线材快速冷却装置,其特征在于:所述托辊沿输送方向向上倾斜设置。
6.根据权利要求1所述的高速线材快速冷却装置,其特征在于:还包括控制系统,所述控制系统控制第一推挤装置及第二推挤装置按一定的程序设计交替或先后工作,并设置第一推挤装置及第二推挤装置相同或不同的运动速度。
技术总结
本申请涉及高速线材快速冷却装置,其包括从吐丝机接收及传送线材的托辊,所述托辊下方沿输送线布置有风机,其特征在于:所述托辊上套装有首尾连接的多个传送板,相邻的所述传送板之间后一个通过设置一直其上的连接片与前一个上的连接轴铰接,各传送板随托辊转动而输送线材;所述传送板包括外框,外框由四个侧立板围成,上下透风;外框中设置有滑动翅板,所述滑动翅板的宽度小于外框,并可在外框中沿传送板前进方向的垂直方向滑动;其还包括第一推挤装置和第二推挤装置,所述第一推挤装置推挤各传送板中的滑动翅板向第二推挤装置滑动;所述第二推挤装置推挤各传送板中的滑动翅板向第一推挤装置滑动。
技术研发人员:潘成,张少博
受保护的技术使用者:辛集市澳森特钢集团有限公司
技术研发日:
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!