移动式螺旋焊管噘嘴检测校正装置及钢管生产系统的制作方法
本发明涉及螺旋埋弧焊管噘嘴缺陷的高效校正,尤其涉及一种移动式螺旋焊管噘嘴检测校正装置及钢管生产系统。
背景技术:
1、螺旋埋弧焊钢管生产过程中,钢带经过成型器两个边咬合后,成型缝往往表现为一边或两边向外翘起造成噘嘴现象时有发生,该缺陷的存在会导致造成钢管圆度局部超差。成型缝噘嘴导致焊缝向外鼓出及焊缝周围一定范围内的母材向管体内凹陷,影响了钢管的圆度,造成外焊缝高度超差,严重增加钢管外防腐成本以及内焊缝修磨困难,容易伤及母材。钢管端部噘嘴超标会影响现场对接进度,尤其是全位置自动焊对端部质量要求更高,因此必须加以校正。原有校正方法为:人工锤击整形,将噘嘴高点逐渐敲打圆整,目测圆度达标后,再辅助使用长度尺测量管径。
2、但是,该方法存在以下不足:1.校正操作全部人工完成,效率低,工人劳动强度大;2.校正精度差,无法满足高标准钢管的管径圆度一致性要求;3.操作难度大,对工人技能水平要求高。
3、因此,现有的人工检测和校正钢管端部噘嘴的方式存在操作难度大、生产效率低和校正精度差的问题。
技术实现思路
1、本发明的目的在于提供一种移动式螺旋焊管噘嘴检测校正装置及钢管生产系统,以解决现有的人工检测和校正钢管端部噘嘴的方式存在操作难度大、生产效率低和校正精度差的问题。
2、为了解决上述技术问题,本发明提供的技术方案在于:
3、第一方面,本发明提供的移动式螺旋焊管噘嘴检测校正装置,包括:校正组件、设置于所述校正组件顶部的噘嘴检测组件和设置于所述校正组件侧方的管道支撑组件;
4、所述校正组件包括上模和设置于所述上模下方的下模;
5、所述上模朝下设置有凸曲面,所述凸曲面的曲率与待校正钢管的标准内径曲率一致;
6、所述下模与所述上模同轴设置,且所述下模朝上设置有凹曲面,所述凹曲面的曲率与待校正钢管的标准外径曲率一致;
7、待校正的钢管的侧壁伸入所述上模和所述下模之间,所述下模配置为向上移动并向钢管端部施压,以校正钢管的噘嘴部位;
8、所述噘嘴检测组件包括标准板和检测部;
9、所述标准板为圆弧板,且内径与钢管的标准外径相等,所述标准板的内圆贴紧钢管的外圆;
10、所述检测部与所述标准板滑动连接,所述检测部配置为沿所述标准板的内圆圆周方向移动以检测噘嘴校正精度;
11、所述管道支撑组件用于承载钢管,且配置为使钢管绕自身轴线转动。
12、在可选的实施方式中,
13、所述校正组件还包括机架立柱;
14、所述机架立柱上设置有凸起和u型导向槽;
15、所述凸起与所述上模卡接;
16、所述凸起的下方设置有槽口向上的所述u型导向槽,所述u型导向槽底部开设有导向孔,设置于所述下模底部的导向柱插装于所述导向孔中。
17、在可选的实施方式中,
18、所述校正组件还包括施压部;
19、所述施压部设置于所述u型导向槽的下方,所述施压部配置为顶升所述下模,以使所述下模向所述上模移动。
20、在可选的实施方式中,
21、所述施压部包括液压千斤顶;
22、所述液压千斤顶的输出端与所述下模抵接。
23、在可选的实施方式中,
24、所述检测部包括百分表;
25、所述百分表的触头与钢管的外表面抵接,且配置为沿所述标准板的内圆圆周方向移动,以检测钢管端部外表面的圆度状态。
26、在可选的实施方式中,
27、所述检测部还包括连接块和滚柱;
28、所述连接块的一端连接有滚柱,所述滚柱插装于所述标准板中部开设的弧形长孔,并与所述弧形长孔滑动连接;
29、所述连接块远离所述滚柱的一端连接有所述百分表,所述百分表的触头与钢管的外表面抵接,且配置为检测钢管端部的外表面圆度状态。
30、在可选的实施方式中,
31、所述噘嘴检测组件还包括连接件;
32、所述连接件连接于所述机架立柱的顶部,所述连接件远离所述机架立柱的一端与所述检测部可拆卸连接。
33、在可选的实施方式中,
34、所述连接件包括依次连接的固定座、第一球头关节、关节臂和第二球头关节;
35、所述固定座与所述机架立柱的顶部连接;
36、所述第一球头关节与所述固定座球铰连接;
37、所述关节臂两端分别于所述第一球头关节和所述第二球头关节连接;
38、所述第二球头关节远离所述关节臂的一端与所述标准板可拆卸连接。
39、在可选的实施方式中,
40、所述管道支撑组件包括支撑轮;
41、所述支撑轮的轴线与钢管的轴线平行设置,所述支撑轮与钢管的外表面抵接,且用于承载且驱动钢管绕自身轴线转动。
42、第二方面,本发明提供的钢管生产系统,所述的移动式螺旋焊管噘嘴检测校正装置。
43、综合上述技术方案,本发明所能实现的技术效果在于:
44、本发明提供的移动式螺旋焊管噘嘴检测校正装置,包括:校正组件、设置于校正组件顶部的噘嘴检测组件和设置于校正组件侧方的管道支撑组件;校正组件包括上模和设置于上模下方的下模;上模朝下设置有凸曲面,凸曲面的曲率与待校正钢管的标准内径曲率一致;下模与上模同轴设置,且下模朝上设置有凹曲面,凹曲面的曲率与待校正钢管的标准外径曲率一致;待校正的钢管的侧壁伸入上模和下模之间,下模配置为向上移动并向钢管端部施压,以校正钢管的噘嘴部位;噘嘴检测组件包括标准板和检测部;标准板为圆弧板,且内径与钢管的标准外径相等,标准板的内圆贴紧钢管的外圆;检测部与标准板滑动连接,检测部配置为沿标准板的内圆圆周方向移动以检测噘嘴校正精度;管道支撑组件用于承载钢管,且配置为使钢管绕自身轴线转动。
45、由于本发明提供的移动式螺旋焊管噘嘴检测校正装置,将待校正钢管放置于管道支撑组件上,将钢管沿自身轴线转动,以使需要校正的噘嘴部位转至底部,并将待校正的钢管的侧壁伸入上模和下模之间,施压校正后,再次使钢管沿自身轴线转动,将钢管的待检测部位调整至顶部,利用检测部检测噘嘴校正精度的达标情况,校正和检测人工操作干涉少,操作简单,校正精确度高,有效提高了生产效率,解决了现有的人工检测和校正钢管端部噘嘴的方式存在操作难度大、生产效率低和校正精度差的问题。
技术特征:
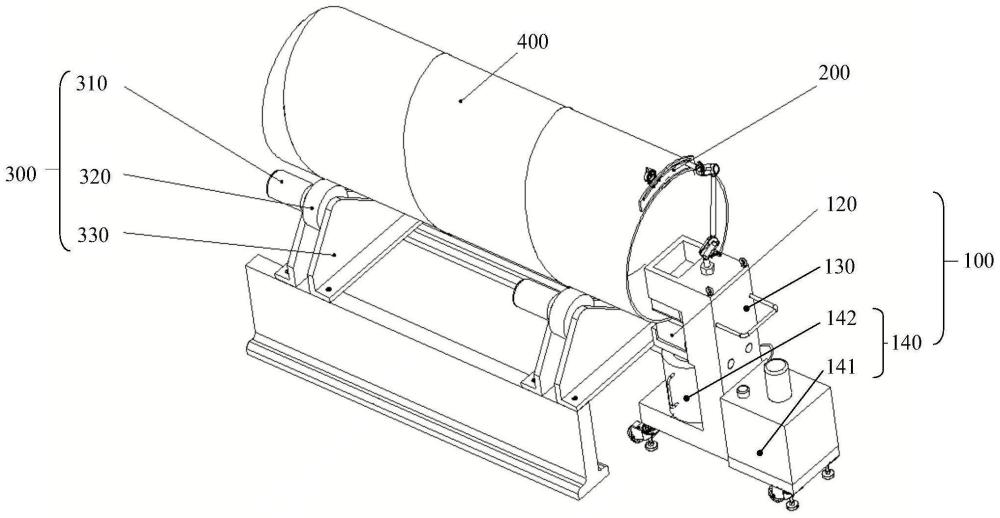
1.一种移动式螺旋焊管噘嘴检测校正装置,其特征在于,包括:校正组件(100)、设置于所述校正组件(100)顶部的噘嘴检测组件(200)和设置于所述校正组件(100)侧方的管道支撑组件(300);
2.根据权利要求1所述的移动式螺旋焊管噘嘴检测校正装置,其特征在于,
3.根据权利要求2所述的移动式螺旋焊管噘嘴检测校正装置,其特征在于,
4.根据权利要求3所述的移动式螺旋焊管噘嘴检测校正装置,其特征在于,
5.根据权利要求1所述的移动式螺旋焊管噘嘴检测校正装置,其特征在于,
6.根据权利要求5所述的移动式螺旋焊管噘嘴检测校正装置,其特征在于,
7.根据权利要求2所述的移动式螺旋焊管噘嘴检测校正装置,其特征在于,
8.根据权利要求7所述的移动式螺旋焊管噘嘴检测校正装置,其特征在于,
9.根据权利要求1所述的移动式螺旋焊管噘嘴检测校正装置,其特征在于,
10.一种钢管生产系统,其特征在于,包括如权利要求1-9任一项所述的移动式螺旋焊管噘嘴检测校正装置。
技术总结
本发明涉及螺旋埋弧焊管噘嘴缺陷的高效校正技术领域,尤其涉及一种移动式螺旋焊管噘嘴检测校正装置及钢管生产系统,旨在解决现有的人工检测和校正钢管端部噘嘴的方式存在操作难度大、生产效率低和校正精度差的问题。本发明提供的移动式螺旋焊管噘嘴检测校正装置,包括校正组件、噘嘴检测组件和管道支撑组件;校正组件包括上模和下模;上模朝下设置有凸曲面,凸曲面的曲率与待校正钢管的标准内径曲率一致;下模朝上设置有凹曲面,凹曲面的曲率与待校正钢管的标准外径曲率一致;下模配置为向上移动并向钢管端部施压;噘嘴检测组件包括标准板和检测部;标准板的内圆贴紧钢管的外圆;检测部配置为沿标准板的内圆圆周方向移动以检测噘嘴校正精度。
技术研发人员:李建一,吴成武,王海生,谷海龙,王寅杰,陈楠,王洋,王猛,沙洪波,王玉庆
受保护的技术使用者:中国石油集团渤海石油装备制造有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!