一种加工台虎钳活动钳体的夹具的制作方法
1.本发明涉及加工机械技术领域,具体涉及一种加工台虎钳活动钳体的夹具。
背景技术:
2.现有技术中,加工台虎钳活动钳体导轨顶面及底面时一般包括:首先使用立式铣床铣削底面,然后以加工好的底面进行定位,使用立式铣床铣削上顶面,最后使用卧式铣床钻锪丝杠孔。该种加工方式存在以下缺点:1.使用了多台铣床,机床数量多;2.必须使用多套专用夹具,夹具的数量多从而导致了夹具制作费用高;3.由于需要多次定位,造成加工面之间的定位精度低;4.为完成上述三道工序,操作者需多次从三台机床上放置或卸下活动钳体,体力消耗巨大,影响工作效率。
3.随着近几年加工中心的广泛应用,也有采用加工中心加工台虎钳的实例,但加工时采用的夹具数量比较多,基本是一个规格的台虎钳采用一套夹具,夹具的通用性差,夹具的数量多,导致制作成本高。
技术实现要素:
4.本发明针对现有技术中夹具的通用性差、数量多、制作成本高的问题,提供一种加工台虎钳活动钳体的夹具。
5.本发明解决上述技术问题的技术方案如下:一种加工台虎钳活动钳体的夹具,包括胎板及安装在胎板上的侧夹紧组件、侧定位组件、可调支撑组件、定位机构及压紧机构,所述侧夹紧组件与所述侧定位组件之间的胎板上开设容纳通槽,所述容纳通槽用于容纳待加工工件,所述容纳通槽的一端设有可调支撑组件,另一端设有定位机构,所述可调支撑组件对称设置在所述容纳通槽的两侧,所述待加工工件的一端放置在所述可调支撑组件上,另一端放置在所述定位机构上,所述压紧机构设置在所述侧定位座上,所述压紧机构用于压紧所述待加工工件。
6.在上述技术方案的基础上,本发明为了达到使用的方便以及装备的稳定性,还可以对上述的技术方案作出如下的改进:
7.进一步,所述可调支撑组件包括支撑座、支撑块和限位柱,所述支撑座安装在所述胎板上,所述支撑块设置在所述支撑座的侧壁上并可沿着所述侧壁上下调整,所述支撑块上设有所述限位柱,所述限位柱用于限定所述待加工工件。
8.进一步,所述支撑块上设有可调节高度的支撑柱,所述支撑柱用于支撑所述待加工工件。
9.进一步,所述支撑座上设有通槽,所述通槽内设有滑块,所述支撑块通过紧固件与所述滑块连接,所述通槽上设有盖板。
10.进一步,所述支撑座的侧壁上设有容纳槽,所述容纳槽内设有导向块,所述支撑块上设有与所述导向块对应的导向槽,所述导向块上设有供所述紧固件穿过的长条孔。
11.进一步,所述导向块两侧的支撑座上设有第一齿部,所述支撑块的侧壁上设有第
二齿部,所述第二齿部与所述第一齿部啮合。
12.进一步,所述侧夹紧组件包括侧夹紧板、夹紧油缸、动向钢珠螺杆和夹头,所述动向钢珠螺杆和所述夹头均设置在所述侧夹紧板上,所述夹紧油缸与所述动向钢珠螺杆连通。
13.进一步,所述侧定位组件包括侧定位座、高压支撑油缸和侧定位螺钉,所述高压支撑油缸和所述侧定位螺钉设置在所述侧定位座的侧壁上。
14.进一步,所述压紧机构包括转角油缸和转角压板,所述转角油缸设置在所述侧定位座上,所述转角油缸的输出端连接有所述转角压板。
15.进一步,所述定位机构包括定位板和定位螺钉,所述定位板呈t形,所述定位板安装在所述胎板上,所述定位螺钉安装在所述定位板上。
16.本发明的有益效果是:通过在胎板上加工容纳通槽为加工活动钳体的导轨底面及顶面预留空间,通过翻转一次胎板完成全部加工,减少累积误差;通过设置可调支撑组件,满足不同规格尺寸的活动钳体的定位要求,并与定位机构配合实现对工件进行初步定位;通过设置侧定位组件从侧面对工件进行夹紧,压紧机构对活动钳体的顶面进行压紧,保证活动钳体装夹的牢固性。由于本发明对活动钳体的非加工侧面进行夹紧,使活动钳体一次装夹能完成导轨顶面、底面及丝杠孔的多重加工,兼之可调支撑组件可以定向调节,提高了该夹具的通用性及实用性,减少了夹具数量,降低制作成本并方便快速调整夹具。
附图说明
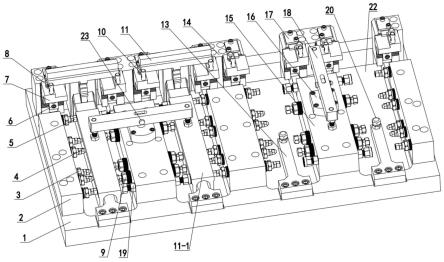
17.图1为本发明夹具的结构示意图;
18.图2为本发明夹具的剖视图;
19.图3为本发明支撑座及导向块的示意图。
20.附图标记记录如下:1、胎板;2、侧夹紧板;3、夹紧油缸;4、动向钢珠螺杆;5、夹头;6、导向块;7、支撑块;8、限位柱;9、高压支撑油缸;10、支撑柱;11、待加工工件;11-1、导轨顶面;12、长条孔;13、定位板;14、支撑座;15、侧定位座;16、转角油缸;17、盖板;18、转角压板;19、侧定位螺钉;20、定位螺钉;21、滑块;22、容纳通槽;23、销轴。
具体实施方式
21.以下结合附图对本发明的原理和特征进行描述,所举实例只用于解释本发明,并非用于限定本发明的范围。
22.如图1至图3所示,一种加工台虎钳活动钳体的夹具,包括胎板1及安装在所述胎板1上的侧夹紧组件、侧定位组件、可调支撑组件、定位机构及压紧机构,所述侧夹紧组件与所述侧定位组件之间的胎板1上开设容纳通槽22,所述容纳通槽22用于容纳待加工工件11,所述容纳通槽22的一端设有可调支撑组件,另一端设有定位机构,所述可调支撑组件对称设置在所述容纳通槽22的两侧,所述待加工工件11的一端放置在所述可调支撑组件上,另一端放置在所述定位机构上,所述压紧机构设置在所述侧定位座15上,所述压紧机构用于压紧所述待加工工件11。
23.在本实施例中,所述待加工工件11为待加工活动钳体。
24.所述可调支撑组件包括支撑座14、支撑块7和限位柱8,所述支撑座14安装在所述
胎板1上,所述支撑块7设置在所述支撑座14的侧壁上并可沿着所述侧壁上下调整,所述支撑块7上设有所述限位柱8,所述限位柱8用于限定所述待加工工件11,通过限位柱8对待加工工件11的位置进行初步限定,避免待加工工件11发生移动;通过调整支撑块7的高度,实现对不同规格的待加工工件11进行支撑,提高该夹具的通用性,减少夹具数量,降低加工成本。
25.所述支撑块7上设有可调节高度的支撑柱10,所述支撑柱10用于支撑所述待加工工件11,通过调节支撑柱10的高度,实现对待加工工件11的支撑高度进行微调,提高使用的便利性,满足不同规格待加工工件11的装夹需求。
26.在本实施例中,所述支撑柱10为调节螺钉,不仅取材方便,成本低且易调节。
27.所述支撑座14上设有通槽,所述通槽内设有滑块21,所述支撑块7通过紧固件与所述滑块21连接,所述通槽上设有盖板17。紧固件为螺栓或螺钉,松动螺栓后,支撑块7可沿着支撑座14的高度上下调节,满足不同规格尺寸工件的定位需求,拧紧螺栓则将支撑块7固定在支撑座14上,支撑定位待加工工件11,操作方便快捷;通过在通槽上设置盖板17,避免异物落入通槽内,保证滑块21能够正常移动。
28.所述支撑座14的侧壁上设有容纳槽,所述容纳槽内设有导向块6,所述支撑块7上设有与所述导向块6对应的导向槽,所述导向块6上设有供所述紧固件穿过的长条孔12。导向块6通过螺钉固定在容纳槽内,通过导向块6与导向槽配合实现对支撑块7进行导向,保证支撑块7正常上下移动,避免发生倾斜;长条孔12结构既方便紧固件穿过将支撑块7与滑块21连接,同时可满足支撑块7上下移动的需求。
29.所述导向块6两侧的支撑座14上设有第一齿部,所述支撑块7的侧壁上设有第二齿部,所述第二齿部与所述第一齿部啮合,齿部啮合增加了连接刚度,防止支撑块7发生松动,避免加工工程中待加工工件11发生移位,保证待加工工件11装夹的牢固性,保证加工精度。
30.所述侧夹紧组件包括侧夹紧板2、夹紧油缸3、动向钢珠螺杆4和夹头5,所述动向钢珠螺杆4和所述夹头5均设置在所述侧夹紧板2上,所述夹紧油缸3与所述动向钢珠螺杆4连通,动向钢珠螺杆4设有多个,动向钢珠螺杆4上的球头能灵活转动,待加工工件11侧面存在拔模斜度,动向钢珠螺杆4可根据工件斜度自动调整进行夹紧,并保证平面接触,防止一点夹紧而造成接触不良划伤工件的情况,改善夹紧力方向。
31.进一步,所述夹紧油缸3设有多个,多个夹紧油缸3交错均匀的设置在所述侧夹紧板2上,当待加工工件11侧面夹紧时,若采用直线分布则夹紧力过于集中于工件的一个位置,不仅容易造成工件的夹紧变形影响加工,而且容易造成夹紧点外的位置切削震动形成噪音,影响操作者健康,夹紧油缸3交错分布不仅平均分配夹紧力,避免造成工件变形,而且有效解决了非夹紧点震动的问题,改善了加工环境,提升加工质量。
32.所述侧定位组件包括侧定位座15、高压支撑油缸9和侧定位螺钉19,所述高压支撑油缸9和所述侧定位螺钉19设置在所述侧定位座15的侧壁上。在相应的位置增加高压支撑油缸9可以增加待加工工件11的局部支撑点,防止局部受力变形,提高加工质量。通过调整侧定位螺钉19的旋合深度,调整侧定位螺钉19的伸出长度,使待加工工件11处于合适的加工位置。
33.所述压紧机构包括转角油缸16和转角压板18,所述转角油缸16设置在所述侧定位座15上,所述转角油缸16的输出端连接有所述转角压板18。所述转角压板18为长方体,所述
转角压板18的中部通过销轴23与所述转角油缸16的输出端连接,通过转角油缸16带动转角压板18转动并向下移动实现夹紧工件,保证待加工工件11装夹的牢固性,实现对待加工工件11的导轨底面进行加工;当需要加工待加工工件11的导轨顶面11-1时,转角油缸16带动转角压板18反向转动,并向上移动与待加工工件11分离,实现刀具对待加工工件11的导轨顶面11-1进行加工。
34.所述定位机构包括定位板13和定位螺钉20,所述定位板13呈t形,所述定位板13安装在所述胎板1上,所述定位螺钉20安装在所述定位板13上。所述定位板13可拆卸的安装在胎板1上,定位板13对待加工工件11的导轨端部进行支撑,避免待加工工件11发生倾斜,通过调整定位螺钉20的高度或更换定位板13,可满足不同尺寸待加工工件11的定位需求,进一步提高该夹具的通用性,减少夹具数量和种类。
35.为了提高加工效率,所述容纳通槽22设有多个,每个容纳通槽22均设有对应的侧夹紧组件、侧定位组件、可调支撑组件、定位机构及压紧机构,从而实现一次装夹,完成对多个工件进行加工,提高加工效率;相邻容纳通槽22之间共用一个压紧机构,从而减少零件种类、降低夹具的整体重量,方便翻转胎板1。
36.本发明的工作过程如下:
37.将该夹具安装在加工中心四轴上,夹具通过四轴与现有的注油系统连接,加工中心控制油压系统,油压系统动力稳定可靠,夹具的夹紧力稳定且可按需要调整,实现自动夹紧,节省装夹时间,减轻劳动强度。
38.将待加工工件11放置在容纳通槽22上,待加工工件11的头部与可调支撑组件接触,待加工工件11的尾部与定位机构接触,待加工工件11的侧面通过侧夹紧组件和侧定位组件配合进行夹紧。
39.按下开关,控制注油系统的液压油通过四轴进入转角油缸16,转角油缸16带动转角压板18旋转90
°
然后向下移动,使待加工工件11与定位机构紧密接触;然后液压油进入高压支撑油缸9,油缸向外伸出接触待加工工件11并锁紧起到支撑作用,最后液压油进入夹紧油缸3,通过与高压支撑油缸9配合实现对待加工工件11的侧面进行夹紧,完成待加工工件11的装夹。
40.启动加工程序,四轴翻转开始加工待加工工件11的导轨底面及丝杠孔,加工完成后,翻转四轴及翻转胎板1,转角油缸16再次通入液压油,带动转角压板18上升与待加工工件11分离并反向旋转90
°
,让出加工空间,加工中心继续加工待加工工件11的导轨顶面11-1,直至结束。由于加工导轨顶面11-1时,待加工工件11水平放置,侧夹紧组件、侧定位组件、可调支撑组件、定位机构对待加工工件11进行装夹定位,因此,转角压板18与待加工工件11分离,并不会影响待加工工件11装夹的牢固性。
41.将一套夹具安装在加工中心上,就可完成多种规格活动钳体导轨顶面11-1、底面及丝杠孔的加工,极大的减少了夹具数量,提高了加工效率,降低制作成本。
42.以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1