拖挂车牵引装置制备工装的制作方法
本发明涉及汽车牵引装置制备领域,尤其涉及拖挂车牵引装置制备工装。
背景技术:
1、拖挂车牵引装置是通过连接前车与后车来实现前车拖动后车前进的连接结构,拖挂车牵引装置分为绳索式和牵引架式,前者主要用于处理道路清障车上,后者则多用在半挂车,挂车等货车上面。
2、牵引架式的拖挂车牵引装置的特点是结构牢固;在生产牵引架的过程中,常常会使用到焊锡装置来对牵引架的各个部件进行焊接,但是现有的制备流程中对牵引架的焊接都是使用人工焊接,对牵引架各部件进行焊接的时候也都是人工定位,常常会出现焊接点移位的现象发生,导致牵引架的结构发生细微的变化,影响牵引架整体的受力程度,严重的可能会导致受力过大时,牵引架发生断裂,从而导致财产和生命的损失。
3、为了解决这一问题,需要一种牵引架的制备工装,来对牵引架进行准确的安装和焊接。
技术实现思路
1、本发明是为了解决上述背景技术中出现的技术问题,提出了一下的技术方案:
2、拖挂车牵引装置制备工装,包括工作台,其特征在于,所述工作台上设置平行设置有两条第一滑轨,两条所述第一滑轨上滑动连接有第一滑块,所述第一滑块上设置有工字钢平台,所述工字钢平台上两端分别设置有固定块,两个所述固定块上分别设置有工字钢固定夹,所述工字钢固定夹包括上夹板、下夹板和螺栓,所述上夹板一端与所述下夹板一端铰接连接,所述下夹板中间设置有方形凹槽,所述下夹板上设置有第一螺纹孔,所述上夹板上设置有圆孔,所述第一螺纹孔大小、位置与所述圆孔大小、位置相对应,所述螺栓穿过所述圆孔与所述第一螺纹孔螺纹连接。
3、所述工作台上设置有两条第二滑轨,两条所述第二滑轨位于所述第一滑轨两侧,所述第二滑轨与所述第一滑轨垂直,所述第二滑轨上设置有第二滑块,所述第二滑块上设置有斜板平台,所述斜板平台上设置有第一固定夹,所述第一固定夹包括固定夹底座、固定夹安装板、固定夹夹板和固定夹旋杆,所述固定架底座固定安装在斜板平台上,所述固定夹安装板一侧定安装在所述固定夹底座上,所述固定夹安装板上设置有第二螺纹孔,所述固定夹旋杆为螺纹杆,所述固定夹旋杆与所述第二螺纹孔螺纹连接,所述固定夹旋杆一端与所述固定夹夹板固定连接。
4、所述第一滑块上设置有第三滑块,所述第三滑块位于所述第一滑块一侧,所述第三滑块上设置有横板平台,所述横板平台上固定设置有第二固定夹板,所述第二固定夹板结构与所述第一固定夹板结构一致。
5、所述工字钢平台一端设置有第一限位槽,所述斜板平台一端设置有第一限位块,所述第一限位槽大小与所述第一限位块大小相对应,所述斜板平台另一端设置有定位孔,所述横板平台一端设置有定位柱,所述定位孔大小、位置与所述定位主要大小、位置相对应。
6、优选的,所述螺栓为螺杆下半部分为螺纹的半牙螺栓。
7、优选的,所述第一固定夹倾斜度固定在所述斜板平台上。
8、优选的,所述第一限位槽为一端小,另一端大的梯形结构,所述第一限位块大小与所述第一限位槽一端大小一致。
9、优选的,所述定位孔与所述定位柱过盈配合。
10、优选的,所述工作台上设置有第一气缸,所述第一气缸位于所述工字钢平台一端,所述第一气缸上固定设置有第一推杆,所述第一推杆一端与所述工字钢平台一端固定连接。
11、优选的,所述工作台上设置有第二气缸,所述第二气缸位于所述斜板平台一端,所述第二气缸上固定连接有第二推杆,所述第二推杆一端与所述斜板平台一端固定连接。
12、优选的,所述工作台上设置有第三气缸,所述第三气缸位于所述横板平台一端,所述第三气缸上固定连接有第三推杆,所述第三推杆一端与所述横板平台一端固定连接。
13、本发明的有益效果是:
14、1.通过在工作台上设置第一滑轨,第一滑轨上设置第一滑块,第一滑块上设置有工字钢平台,在工字钢平台上设置工字钢固定夹,可以将工字钢固定在工字钢平台上,又在第一滑轨两侧设置第二滑轨,第二滑轨与第一滑轨垂直设置,在第二滑轨上设置第二滑块,第二滑块上设置斜板平台,斜板平台上设置第一固定夹,通过第一固定夹可以将斜板固定在斜板平台上,然后通过推动斜板平台和工字钢平台,可以将工字钢平台与斜板平台对接,使工字钢与斜板对齐,方便工作人员进行焊接操作,并且在焊接过程中,也不会出现焊接点位置出现偏差的情况。
15、2.通过在工作台上设置横板平台,横板平台位于第三滑块上,第三滑块位于第一滑轨上,通过在动横板平台上设置第二固定夹,可以将横板固定在横板平台上,再推动横板平台,使得横板平台与工字钢平台和斜板平台对接,使横板与斜板对齐,便于工作人员进行焊接工作,并且也不会出现焊接点出现偏差的情况。
16、3.通过在工字钢平台上设置第一限位槽,在斜板平台上设置第一限位块,工作人员在进行工字钢平台和斜板平台对接的时候,便于定位,进一步防止出现焊接点偏差的情况。
17、4.通过在工字港平台上设置定位孔,在横板平台上设置定位柱,可以在进行横板焊接的时候,对横板平台进行定位,防止位置出现偏差。
18、5.通过设置第一限位槽为一端小,另一端大的梯形结构,第一限位块大小与所述第一限位槽一端大小一致,在进行工型钢和斜板焊接的是时候,防止斜板平台发生位移,导致焊接点出现偏移。
19、6.通过设置定位孔与定位柱过盈配合,在进行横板与斜板焊接的时候,防止横板平台发生位移,导致焊接点出现偏移。
20、7.通过设置第一气缸,第一气缸上连接第一推杆,第一推杆与工字钢平台一端连接,设置第二气缸,第二气缸上连接第二推杆,第二推杆与斜板平台一端连接,设置第三气缸,第三气缸上连接第三推杆,第三推杆与横板平台一端连接,可以通过气缸来推动工字钢平台、斜板平台和横板平台,提高了焊接点的准确率的同时,也降低了工作人员的工作量。
技术特征:
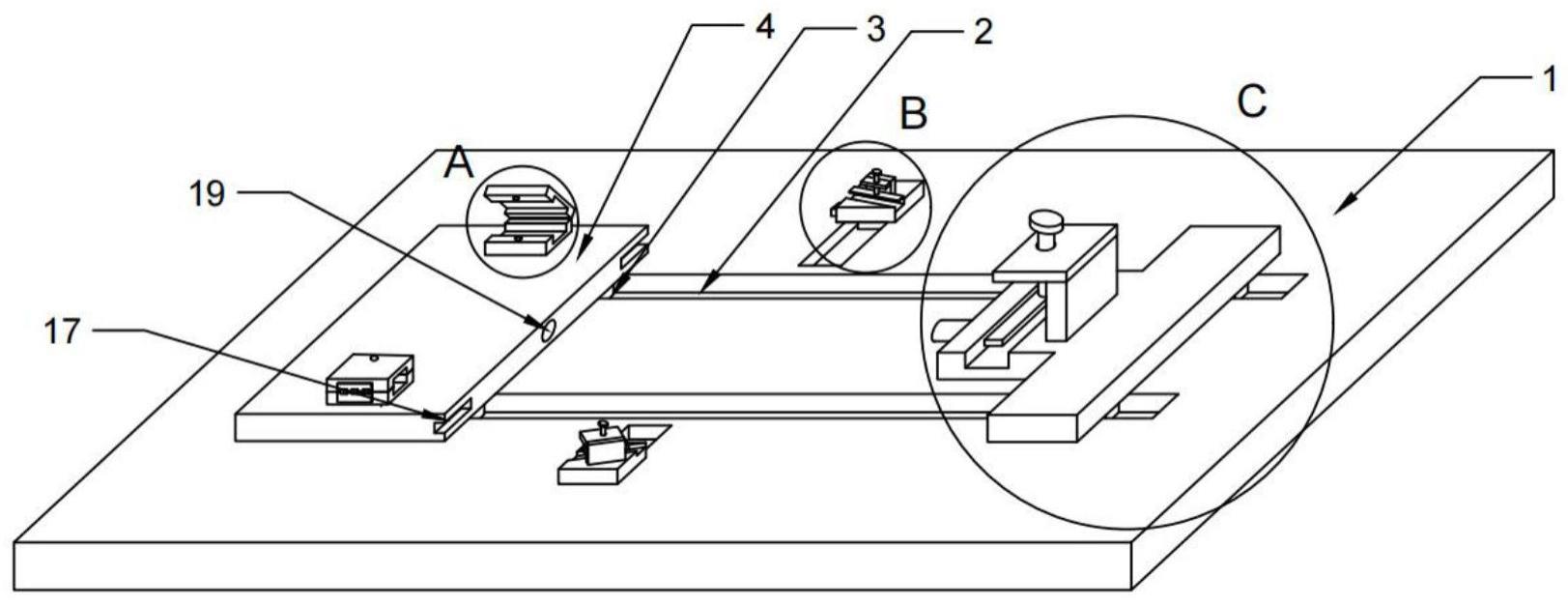
1.拖挂车牵引装置制备工装,包括工作台(1),其特征在于,所述工作台(1)上设置平行设置有两条第一滑轨(2),两条所述第一滑轨(2)上滑动连接有第一滑块(3),所述第一滑块(3)上设置有工字钢平台(4),所述工字钢平台(4)上两端分别设置有工字钢固定夹(6),所述工字钢固定夹(6)包括上夹板(6-1)、下夹板(6-2)和螺栓(6-3),所述上夹板(6-1)一端与所述下夹板(6-2)一端铰接连接,所述上夹板(6-1)和下夹板(6-2)中间分别设置有方形凹槽(7),所述下夹板(6-2)上设置有第一螺纹孔(8),所述上夹板(6-1)上设置有圆孔(9),所述第一螺纹孔(8)大小、位置与所述圆孔(9)大小、位置相对应,所述螺栓(6-3)穿过所述圆孔(9)与所述第一螺纹孔(8)螺纹连接。
2.根据权利要求1所述的拖挂车牵引装置制备工装,其特征在于,所述螺栓(6-3)为螺杆下半部分为螺纹的半牙螺栓。
3.根据权利要求2所述的拖挂车牵引装置制备工装,其特征在于,所述第一固定夹(13)倾斜45度固定在所述斜板平台(12)上。
4.根据权利要求3所述的拖挂车牵引装置制备工装,其特征在于,所述第一限位槽(17)为一端小,另一端大的梯形结构,所述第一限位块(18)大小与所述第一限位槽(17)一端大小一致。
5.根据权利要求4所述的拖挂车牵引装置制备工装,其特征在于,所述定位孔(19)与所述定位柱(20)过盈配合。
6.根据权利要求1所述的拖挂车牵引装置制备工装,其特征在于,所述工作台(1)上设置有第一气缸(21),所述第一气缸(21)位于所述工字钢平台(4)一端,所述第一气缸(21)上固定设置有第一推杆(22),所述第一推杆(22)一端与所述工字钢平台(4)一端固定连接。
7.根据权利要求6所述的拖挂车牵引装置制备工装,其特征在于,所述工作台(1)上设置有第二气缸(23),所述第二气缸(23)位于所述斜板平台(12)一端,所述第二气缸(23)上固定连接有第二推杆(24),所述第二推杆(24)一端与所述斜板平台(12)一端固定连接。
8.根据权利要求7所述的拖挂车牵引装置制备工装,其特征在于,所述工作台(1)上设置有第三气缸(25),所述第三气缸(25)位于所述横板平台(15)一端,所述第三气缸(25)上固定连接有第三推杆(26),所述第三推杆(26)一端与所述横板平台(15)一端固定连接。
技术总结
本发明涉及汽车牵引装置制备领域,具体公开了拖挂车牵引装置制备工装,通过分别设置工字钢平台、斜板平台和横版平台,在上面分别设置夹板来固定对应的配件,使其在焊接时无法自由移动,可以防止焊接式配件发生移动,导致焊接不牢靠,导致牵引装置质量不合格;通过在各平台下方设置滑轨,通过机械移动代替人工移动,不仅提高了工作效率,也减少了焊接时各配件的位置误差。
技术研发人员:马永伟
受保护的技术使用者:镇江三鑫金属工业有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!