一种用于钛合金喷注器钎焊的工艺方法与流程
1.本发明涉及推力室喷注器焊接工艺技术领域,具体涉及一种用于钛合金喷注器钎焊的工艺方法。
背景技术:
2.推力室是将液体推进剂的化学能转化为喷气动能并产生推力的组件,主要由喷注器、身部等。喷注器使进入燃烧室内的推进剂按一定流量和混合比进行雾化、混合和燃烧等过程而产生燃气,喷注器是液体火箭发动机的关键部件,是实现能量转化、产生推力的装置。喷注器为直流式喷注器,其结构复杂,内部由多环道及异形环道构成,工作时,燃料和氧化剂混合自燃,燃烧产生的燃气作用在推力室上产生推力。喷注器根据推力大小,有4~20条焊缝,喷注器面板有上百条不同尺寸和角度的小孔,并且壁厚较薄,对焊接要求较高。
3.喷注器一般采用的焊接方法包括氩弧焊、钎焊等,但由于结构的不同,焊接的工艺方法也存在的巨大差异。采用传统熔化焊方法,由于空间限制及喷注器变形等原因,无法满足生产要求,因此,选用结构限制小且热输入均匀的钎焊方法进行焊接。钎焊完成后,要求喷注器表面不允许存在氧化、发黑现象,同时不允许钎料堵塞小孔。
技术实现要素:
4.本发明提供一种用于钛合金喷注器钎焊的工艺方法,所钎焊的钛合金喷注器满足设计指标要求,能适应发动机产品的复杂工作环境。
5.本发明所采用的技术方案是一种用于钛合金喷注器钎焊的工艺方法,包括下述步骤:
6.a)将零件放入炉内,利用喷注器钎焊紧固器固定好,保证水平度0.1mm以内;
7.b)抽真空:预真空度不低于5
×
10-3
pa,升温、钎焊及强化过程真空度不低于4
×
10-2
pa;
8.c)升温:(300~500)℃,升温时间(50~100)min,升温速率(3~8)℃/min,保温 (10~30)min;
9.d)升温:(600~800)℃,升温时间(60~120)min,升温速率(3~8)℃/min,保温 (10~30)min;
10.e)钎焊:将炉温升至(920~980)℃,升温时间(20~40)min,升温速率(3~8)℃/min,保温(8~25)min;
11.f)焊后强化:炉温降到(800~900)℃
±
10℃,保温(1-4)h;
12.g)冷却时间不少于4h,冷却时持续抽真空,冷却至40℃以下后,停止抽真空,取出零件。
13.优选的,采用一种用于钛合金喷注器钎焊紧固器对喷注器进行固定,所述的紧固器包括配重块和固定座,喷注器位于配重块和固定座中间,所述的配重块带有通透的小孔,用于钎焊时钎料及粘结剂的放气,所述的配重块与喷注器小孔面无小孔处接触,所述的喷
注器包括由钎焊连接上盖、中层和下底,采用插接结构钎焊缝形式,布置钎料的环槽宽度一般为(1-2) mm,待钎焊凹槽内的高度一般为(1.4-1.9)mm,环槽窄小。
14.优选的,要求真空钎焊炉的基本参数为:最高加热温度1100℃以上,常用工作温度960℃,空炉升温至1100℃时间≤2h;炉温均匀性满足
±
5℃;控温精度满足
±
2;真空度炉温均匀区应覆盖钎焊件所在位置,钎焊过程中要求真空度优于4
×
10-2
pa,钛合金在钎焊过程中要求真空度优于4
×
10-2
pa,冷态压升率应小于0.67pa/h。。
15.优选的,所述的喷注器材料为tc4、tc10,钎料牌号为type1510(mbf-5002),熔化温度为 (820-860)℃,钎料为粉末状,颗粒大小为50-100目。
16.优选的,设置钎焊间隙为:(0.05-0.1)mm。
17.优选的,所述的钎料为膏状,膏状钎料的配制比例,粉末钎料与粘结剂的重量比值为(1: 3.5)~(1:4.5)。
18.本发明的有益效果是:本发明通过所述喷注器紧固器,有效地促进了钎焊过程的顺利进行,并对高温钎焊过程零件的装配,钎焊后钎焊缝具有较高强度、耐高温和耐腐蚀,能适应产品的复杂工作环境。采用本工艺方法可以较好的完成喷注器的焊接,焊接过程中可靠,重复性好,适用性强。
附图说明
19.图1为本发明钎焊紧固器结构示意图。
20.图2为本发明配重块结构示意图。
21.图3为图2的a-a方向视图。
22.图4为本发明固定座结构示意图。
23.图5为图4的a-a方向视图。
24.图6为本发明喷注器结构主视图。
25.图7为本发明喷注器结构侧视图。
26.图8为图7的放大位置1的局部放大图。
27.图9为图7的放大位置2的局部放大图。
28.图中标记:1-固定座,2-配重块,3-喷注器,4-环槽,31-上盖,32-中层,33-下底。
具体实施方式
29.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件能够以各种不同的配置来布置和设计。
30.一种用于钛合金喷注器钎焊的工艺方法要求真空钎焊炉的基本参数为:最高加热温度 1100℃以上,常用工作温度960℃,空炉升温至1100℃时间≤2h;炉温均匀性满足
±
5℃;控温精度满足
±
2;真空度炉温均匀区应覆盖钎焊件所在位置,钎焊过程中要求真空度优于4
×ꢀ
10-2
pa,钛合金在钎焊过程中要求真空度优于4
×
10-2
pa,冷态压升率应小于0.67pa/h。。
31.一种用于钛合金喷注器钎焊的工艺方法所用钎焊紧固器结构见图1至图5所示,钎
焊紧固器主体结构由配重块2、固定座1构成,配重块2带有通透的气孔,用于钎焊时钎料及粘结剂的挥发放气;配重块2与喷注器3小孔面无小孔处接触,不能堵塞喷注器3小孔,配重块2在喷注器3小孔位置加工环槽4且环槽4与喷注器3的小孔孔相连,环槽4大小不一,根据喷注器3面板小孔分布确定,见图6至图9,放大位置1和放大位置2的示意图,放大位置2为无阶梯钎焊缝的放大图。钎料布置在槽内装配,装配完成后放置钎焊炉钎焊即可通过预先挤压进配合间隙的钎料及毛细作用形成钎焊缝。
32.环槽4的设置便于钎料及粘结剂的挥发,以免造成小孔堵塞及其他物质的聚集,同时此类结构增大了喷注器3面板的受力面积,防止由于喷注器3小孔面板变形造成小孔变形,导致流阻指标发生变化;钎焊工装需要有一定的重量,一般为(1~5)kg,且为对称结构,从而使喷注器3在钎焊是受力均匀,在钎料融化时,能够平稳无倾斜下落。用于喷注器3零件的均匀配重,能够使喷注器3各个部件在高温钎焊的动态活动下,达到最佳的装配状态,使得喷注器 3在安全可靠的环境下完成。钎焊紧固器材料一般选用放气量小的材料,如不锈钢等,该钎焊紧固器成本低,加工难度小,操作方便。
33.一种用于钛合金喷注器钎焊的工艺方法喷注器3所用材料一般为tc4、tc10,tc4/tc10指的是(α+β)型钛合金,钎料牌号为type1510(mbf-5002),熔化温度为(820-860)℃,钎料为粉末状,颗粒大小为50-100目。喷注器3结构包括上盖31、中层32和下底33,结构图如图6 和图7所示,图中91代表真空钎焊,511代表电子束焊,图中的平行度为0.3mm。三个零件由钎焊进行连接,钎焊局部放大图如图8和图9所示,采用的插接结构钎焊缝形式,布置钎料的环槽4宽度一般为(1-2)mm,待钎焊凹槽内的高度一般为(1.4-1.9)mm,环槽4较为窄小。钎料的布置,由于环槽4窄小,采用人工方法进行膏状钎料的布置,将膏状钎料布置在零件的凹槽处;然后用工具将多余的钎料清理干净;检验布置膏状钎料处钎料的槽内高度,清理后出现的气孔及无膏状钎料处需进行填补。钎料布置完成后,需将零件倒置,进行零件的装配,装配完成后,施加(0.2~0.5)mpa,均匀钎料的分布同时贯通钎焊时由于钎料熔化的下落通道,装配完成后x光检查喷注器内腔,确定内腔中底通道无钎料聚集及堵塞。在组装过程中不允许将装有钎料的零件倒置或倾斜。保证零件的装配平行度及槽筋的钎焊面积,同时使钎料通过挤压力会填充一部分钎焊间隙,有助于钎焊时钎焊缝的形成。
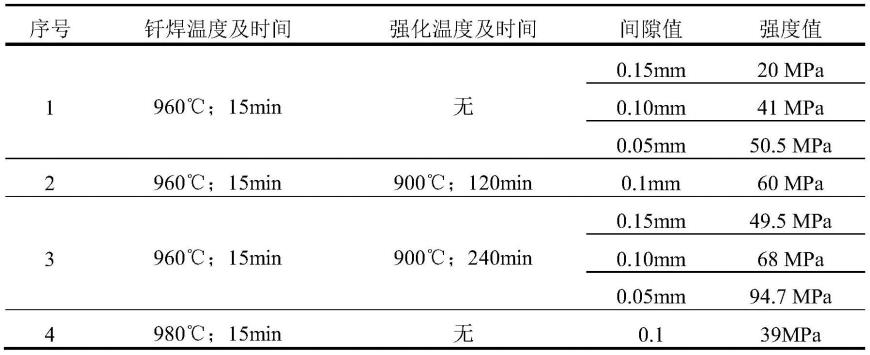
34.一种用于钛合金喷注器钎焊的工艺方法所用钎焊间隙:适当的钎焊间隙可以使钎料在接头中均匀分布,达到最佳的钎焊效果,钎焊时(0.05-0.1)mm的间隙可以得到更好钎焊效果,但由于零件结构复杂,较难保证间隙要求,通过大量时间证明,(0.05-0.15)mm间隙可以使二者得到较好的兼顾。钎料用量根据产品结构而定,通过计算预留的钎焊间隙(不同材料不同结构间隙会有变化)计算钎料用量,由于本产品结构特点,预制的钎料除了填充预置位置外,还需多一些,即在槽内高度再高一些,以提高毛细作用及钎焊合格率。钎焊完成钎料预制位置并不会完全没有钎料,钎料量必须按上限,保证合格率。钎焊间隙对钎焊影响如下表,当其他条件一致情况下,间隙越大,钎焊强度越小,既包括侧向钎焊间隙,又包括阶梯处钎焊间隙。
35.表1,性能试片钎焊参数及强度值。
[0036][0037]
一种用于钛合金喷注器钎焊的工艺方法所用采用的膏状钎料通过配置而成,膏状钎料的配制比例,粉末钎料与粘结剂的重量比值为(1:3.5)~(1:4.5),若采用较大配比,膏状钎料浓度较小,导致粉末钎料占比小,会致使钎焊过程中钎料用量不足,钎焊缝局部无法形成或钎到率不能满足要求,与此同时根据配比情况及产品结构特点,摸索出钎焊料用量为填满钎焊缝的钎料用量的(1.5-2)倍。钎焊料用量对钎焊质量有很大影响,钎料量用量过少,会造成钎焊缝填充不足或钎焊角不饱满,钎焊后的液压气密的数值将有所降低,在没达到压强指标时就会泄漏。钎焊料用量过多时,钎料漫流,影响产品外观。
[0038]
粘结剂在钎焊加热时应能完全挥发不留积炭及任何残渣,不污染真空炉。装配完成后x 光检查喷注器内腔,确定内腔中底通道无钎料聚集及堵塞。在组装过程中不允许将装有钎料的零件倒置或倾斜。
[0039]
一种用于钛合金喷注器钎焊的工艺方法的焊前清理,钎焊前清理利用汽油将零件清洗干净,再用无水乙醇清洗,也可采用超声波清洗;化学清理,氧化膜较薄时可用硝酸-氢氟酸水溶液进行酸洗,当氧化膜较厚时,采用氢氧化钠-碳酸氢钠水溶液记性碱洗,然后再在硝酸
‑ꢀ
氢氟酸水溶液进行酸洗清洗注意对喷孔的防护。
[0040]
一种用于钛合金喷注器钎焊的工艺方法,其特征在于包括下述步骤。
[0041]
a)将零件放入炉内,利用喷注器紧固器工装固定好,保证水平度0.1mm以内;
[0042]
b)抽真空:预真空度不低于5
×
10-3
pa,升温、钎焊及强化过程真空度不低于4
×
10-2
pa;
[0043]
c)升温:(300~500)℃,升温时间(50~100)min,升温速率(3~8)℃/min,保温 (10~30)min;
[0044]
d)升温:(600~800)℃,升温时间(60~120)min,升温速率(3~8)℃/min,保温 (10~30)min;
[0045]
e)钎焊:将炉温升至(920~980)℃,升温时间(20~40)min,升温速率(3~8)℃/min,保温(8~25)min;
[0046]
f)焊后强化:炉温降到(800~900)℃
±
10℃,保温(1-4)h;
[0047]
g)冷却时间不少于4h,冷却时持续抽真空,冷却至40℃以下后,停止抽真空,取出零件。
[0048]
该工艺方法的钎焊参数更加精细化,更加准确,与此同时,同时大量钎焊产品发现,增加(300~500)℃,(600~800)℃,保温段,其中(300~500)℃保温段可是粘结剂稳定
挥发,不产生飞溅,而(600~800)℃保温段可以均匀零件的内外温度,使零件及钎料受热均匀,可以根据零件大小及数据进行确定,从而达到零件内部和外部钎焊效果一致的效果。
[0049]
表2,保温段时间的对比表。
[0050][0051]
以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1