一种用于柔性自动线的车床快换夹具
1.本发明涉及用于柔性自动线的车床快换夹具,属于数控车床夹具领域。
背景技术:
2.数控车床主要用于轴类或盘类零件的内外圆柱面、圆锥面、螺纹等切削加工,并能进行切槽、钻孔、扩孔、铰孔及镗孔等操作。传统车床夹具在安装加工零件时需由人工手动操作进行零件的夹紧和松开,操作过程费时费力,效率低下,更主要的是手动机械操作的方式不利于将数控车床纳入柔性加工自动线。
3.同时人工在检测夹具和待加工物品时存在漏检和检测不准等问题,极大的影响了产品的质量和后续的加工过程。
技术实现要素:
4.本发明的目的在于克服上述不足之处,提供一种用于柔性自动线的车床快换夹具,可以利用机械手自动进行在线快速更换,实现一条产线加工不同规格零件的目的。
5.按照本发明提供的技术方案,一种用于柔性自动线的车床快换夹具,所述车床快换夹具包括分配器、车床主轴后连接盘、车床主轴连接座、车床主轴、分油轴、夹具母板及夹具子板,所述分配器与车床主轴后连接盘连接,所述车床主轴后连接盘与车床主轴后连接座连接,所述分油轴的一端与车床主轴连接座相连接,所述分油轴的另一端与夹具母板相连接,所述车床主轴设置在分油轴的外部,所述夹具母板与夹具子板相连接;
6.所述车床快换夹具上还包括油路通道和气路通道,所述油路通道的油路进口设置在分配器上,所述油路通道分别穿过车床主轴后连接盘和分油轴与夹具母板连接;所述气路通道的气路进口设置在分配器上,所述气路通道分别穿过车床主轴后连接盘和分油轴与夹具母板连接。
7.作为本发明的进一步改进,所述夹具母板包括车床主轴前连接盘6和零点快换器7,所述车床主轴前连接盘与分油轴相连,所述零点快换器与所述夹具子板相连接。
8.作为本发明的进一步改进,所述油路通道包括y1通道、y2通道和y3通道,所述y3通道用于控制零点定位器的开合,所述y1通道和y2通道用于控制夹具子板的开合动作。
9.作为本发明的进一步改进,所述零点快换器包括三个用于与夹具子板连接的轴孔,所述y3通道的连接口设置在轴孔旁。
10.作为本发明的进一步改进,所述y1通道和y2通道的连接口设置在远离轴孔的位置。
11.作为本发明的进一步改进,所述气路包括q1气路和q2气路,所述q1气路用于检查零件表面是否与夹具子板贴合,所述q2气路用于检查夹具子板和母板是否贴合。
12.作为本发明的进一步改进,所述q1气路的连接孔与q2气路的连接孔设置在零点快换器上且位置相隔一段距离。
13.本发明的有益效果在于:
14.可以利用机械手自动进行在线快速更换,实现一条产线加工不同规格零件的目的。
15.车床夹具子板与母板通过零点快换接头联接,并有三路油路快接和一路气路快接,油路负责夹具子板的松开和夹具子板卡爪的夹紧和松开,气路负责零件端面气检。
附图说明
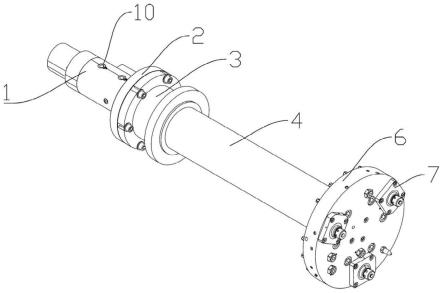
16.图1为本发明的整体结构示意图。
17.图2为本发明去掉夹具子板的结构示意图。
18.图3为本发明的剖视图。
19.图4为本发明的车床主轴前连接盘的示意图。
20.附图标记说明:1、分配器;2、车床主轴后连接盘;3、车床主轴连接座; 4、车床主轴;5、分油轴;6、车床主轴前连接盘;7、零点快换器;8、夹具子板;9、油路进口;10、气路进口;11、y1通道;12、y2通道;13、y3通道; 14、轴孔;15、y3通道的连接口;16、y1通道的连接口;17、y2通道的连接口;18、q1气路;19、q2气路;20、q1气路的连接孔;21、q2气路的连接孔。
具体实施方式
21.下面本发明将结合附图中的实施例作进一步描述:
22.一种用于柔性自动线的车床快换夹具,所述车床快换夹具包括分配器1、车床主轴后连接盘2、车床主轴连接座3、车床主轴4、分油轴5、夹具母板及夹具子板8,所述分配器1与车床主轴后连接盘2连接,所述车床主轴后连接盘2 与车床主轴后连接座3连接,所述分油轴5的一端与车床主轴连接座4相连接,所述分油轴5的另一端与夹具母板相连接,所述车床主轴4设置在分油轴5的外部,所述夹具母板与夹具子板8相连接;
23.所述车床快换夹具上还包括油路通道和气路通道,分配器1接有4路油和4 路气,本夹具用到3路油和2路气,其余备用,所述油路通道的油路进口9设置在分配器1上,所述油路通道分别穿过车床主轴后连接盘2和分油轴5与夹具母板连接;所述气路通道的气路进口10设置在分配器上,所述气路通道分别穿过车床主轴后连接盘2和分油轴3与夹具母板连接。
24.夹具母板包括车床主轴前连接盘6和零点快换器7,所述车床主轴前连接盘 6与分油轴5相连,所述零点快换器7与所述夹具子板8相连接。
25.油路通道包括y1通道11、y2通道12和y3通道13,所述y3通道13用于控制零点定位器的开合,所述y1通道11和y2通道12用于控制夹具子板8 的开合动作;所述零点快换器7包括三个用于与夹具子板8连接的轴孔14,所述y3通道13的连接口15设置在轴孔14旁;所述y1通道的连接口16和y2 通道的连接口17设置在远离轴孔14的位置。
26.所述气路包括q1气路18和q2气路19,所述q1气路18用于检查零件表面是否与夹具子板8贴合,所述q2气路19用于检查夹具子板8和夹具母板是否贴合;所述q1气路的连接孔20与q2气路的连接孔21设置在零点快换器7 上且位置相隔一段距离。
27.本发明的工作流程及原理为:分配器接有四路油和四路气,本夹具用到三路油和两路气,其余备用,三路油分别负责零点定位松开、夹具夹紧、夹具松开,两路气分别负责夹具到位检测和零件到位检测。分配器通过螺栓和车床主轴后连接盘连接,夹具子板通过车
床主轴前连接盘上的三个个零点定位器和车床主轴连接;车床主轴联接,带有三个零点快换的夹具母板,夹具子板通过三个零点快换接头和夹具母板联接,夹具母板和夹具子板之间有三路油路快接和两路气路快接。其中两路油路负责夹具子板卡爪的夹紧与松开,一路油路负责夹具子板与母板的松开动作。和夹具子板连通的一路气路负责检查零件表面是否和夹具子板贴合,另有一路主轴气路负责检查夹具子板和母板是否贴合。
28.夹具子板中的油路和气路通过油路和气路快接头连通。夹具采用斜后拉的方式夹紧零件。
技术特征:
1.一种用于柔性自动线的车床快换夹具,其特征在于,所述车床快换夹具包括分配器(1)、车床主轴后连接盘(2)、车床主轴连接座(3)、车床主轴(4)、分油轴(5)、夹具母板及夹具子板(8),所述分配器(1)与车床主轴后连接盘(2)连接,所述车床主轴后连接盘(2)与车床主轴后连接座(3)连接,所述分油轴(5)的一端与车床主轴连接座(4)相连接,所述分油轴(5)的另一端与夹具母板相连接,所述车床主轴(4)设置在分油轴(5)的外部,所述夹具母板与夹具子板(8)相连接;所述车床快换夹具上还包括油路通道和气路通道,所述油路通道的油路进口(9)设置在分配器1上,所述油路通道分别穿过车床主轴后连接盘(2)和分油轴(5)与夹具母板连接;所述气路通道的气路进口(10)设置在分配器上,所述气路通道分别穿过车床主轴后连接盘(2)和分油轴(3)与夹具母板连接。2.如权利要求1所述的一种用于柔性自动线的车床快换夹具,其特征在于,所述夹具母板包括车床主轴前连接盘(6)和零点快换器(7),所述车床主轴前连接盘(6)与分油轴(5)相连,所述零点快换器(7)与所述夹具子板(8)相连接。3.如权利要求2所述的一种用于柔性自动线的车床快换夹具,其特征在于,所述油路通道包括y1通道(11)、y2通道(12)和y3通道(13),所述y3通道(13)用于控制零点定位器的开合,所述y1通道(11)和y2通道(12)用于控制夹具子板(8)的开合动作。4.如权利要求3所述的一种用于柔性自动线的车床快换夹具,其特征在于,所述零点快换器(7)包括三个用于与夹具子板(8)连接的轴孔(14),所述y3通道的连接口(15)设置在轴孔(14)旁。5.如权利要求4所述的一种用于柔性自动线的车床快换夹具,其特征在于,所述y1通道的连接口(16)和y2通道的连接口(17)设置在远离轴孔(14)的位置。6.如权利要求2所述的一种用于柔性自动线的车床快换夹具,其特征在于,所述气路包括q1气路(18)和q2气路(19),所述q1气路(18)用于检查零件表面是否与夹具子板(8)贴合,所述q2气路(19)用于检查夹具子板(8)和夹具母板是否贴合。7.如权利要求6所述的一种用于柔性自动线的车床快换夹具,其特征在于,所述q1气路的连接孔(20)与q2气路的连接孔(21)设置在零点快换器(7)上且位置相隔一段距离。
技术总结
本发明涉及一种用于柔性自动线的车床快换夹具,属于数控车床夹具领域,其包括分配器、车床主轴后连接盘、车床主轴连接座、车床主轴、分油轴、夹具母板及夹具子板,所述分配器与车床主轴后连接盘连接,所述车床主轴后连接盘与车床主轴后连接座连接,所述分油轴的一端与车床主轴连接座相连接,所述分油轴的另一端与夹具母板相连接,所述车床主轴设置在分油轴的外部,所述夹具母板与夹具子板相连接。本发明可以利用机械手自动进行在线快速更换,实现一条产线加工不同规格零件的目的;车床夹具子板与母板通过零点快换接头联接,并有三路油路快接和一路气路快接,油路负责夹具子板的松开和夹具子板卡爪的夹紧和松开。具子板卡爪的夹紧和松开。具子板卡爪的夹紧和松开。
技术研发人员:徐安林 刘召杰 董承渊 董梅艳 胡艳兰
受保护的技术使用者:无锡职业技术学院
技术研发日:2022.10.24
技术公布日:2022/12/9
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1