大型薄壁空心叶型铸造零件精确装夹定位夹具及铣削方法与流程
1.本发明属于大型薄壁空心叶型铸造类零件加工辅助工装技术领域,具体涉及大型薄壁空心叶型铸造零件精确装夹定位夹具及铣削方法。
背景技术:
2.在大型薄壁空心叶型铸造零件的铣加工过程中,经常出现由于叶型面复杂、壁厚薄、刚性差以及零件外形铸造尺寸公差相对较大、一致性不好等情况,导致零件定位困难、变形大、加工过程震动严重,造成零件铣加工尺寸容易超差、零件易变形,产品一致性差的问题。
技术实现要素:
3.本发明的目的在于提供一种大型薄壁空心叶型铸造零件精确装夹定位夹具及铣削方法,解决了零件装夹定位困难、易变形和振动的难题。保证了该类型零件铣加工质量精度,提高了产品的一致性和加工效率。
4.一种大型薄壁空心叶型铸造零件精确装夹定位夹具,包括用于支撑上部结构的底座,所述底座上通过螺栓分别安装有浮动压板组件、第一辅助支撑组件、第二辅助支撑组件、底部基准及底部辅助支撑,所述浮动压板组件与第一辅助支撑组件位于底座上表面一端且两者正对设置,在两者之间的底座上安装有底部基准及底部辅助支撑,在底座上表面另一端安装有与底部基准正对设置的第二辅助支撑组件。
5.所述浮动压板组件包括立座ⅰ,所述立座ⅰ底端通过螺栓固定安装于底座上,所述立座ⅰ顶部开设有滑槽,滑槽内安装有长滑块,长滑块前端与连杆连接,连杆两端分别安装有浮动压板,且浮动压板通过螺母固定在连杆上,长滑块后端与侧向压紧螺钉的螺杆端部转动连接,所述立座ⅰ顶部和后侧壁上分别安装有顶板和后板封闭滑槽,后板上螺纹连接有侧向压紧螺钉,通过转动侧向压紧螺钉推动长滑块在滑槽内滑动,进而推动浮动压板压紧叶片型面。
6.所述长滑块的前端加工有u型座,u型座的两支臂上开设有通孔,所述连杆的中部开设有与u型座通孔对应设置的通孔,连杆位于u型座内,通过将螺栓穿过u型座通孔和连杆通孔后在螺栓端部螺接螺母将连杆固定在u型座上。
7.所述底部基准为两个,且两个底部基准面对面设置,底部基准的截面形状为l型,底部基准的通过水平部分及螺栓固定安装在底座上,底部基准的竖直部分顶部加工成圆弧面形成定位基准点。
8.所述底部辅助支撑为支撑螺钉,其螺杆部分螺接在底座上,螺帽部分形成辅助支撑。
9.所述第一辅助支撑包括立座ⅱ,所述立座ⅱ底端通过螺栓固定安装于底座上,立座ⅱ顶部开设有沉头孔,沉头孔的小孔加工成螺纹孔,顶面压板的圆柱端安装于沉头孔的大孔内,顶面压紧螺钉穿过顶面压板圆柱端的通孔与沉头孔的小孔螺纹连接,且在顶面压
板的圆柱端底部的通孔内安装有套在顶面压紧螺钉外侧的弹簧ⅰ,立座ⅱ一端侧壁面安装有侧板ⅰ,且在侧板ⅰ外表面中间处安装有侧面基准ⅰ,侧板ⅰ的侧壁顶部和底部分别安装有辅助支撑ⅰ和辅助支撑ⅱ,立座ⅱ的另一端侧壁面上安装有侧板ⅱ,侧板ⅱ的顶部和底部分别安装有侧面基准ⅱ和侧面基准ⅲ,侧板ⅱ顶部立座ⅱ侧壁面上安装有侧向基准。
10.所述侧面基准ⅰ、侧面基准ⅱ和侧面基准ⅲ与浮动压板正对的平面为侧面基准点。
11.所述第二辅助支撑包括u型基座和立板,所述u型基座通过螺栓固定安装于底座上,立板通过螺栓固定安装于底座的侧壁上,u型基座顶部分别安装有辅助支撑ⅲ和辅助支撑ⅳ,所述立板顶部分别安装有与辅助支撑ⅲ和辅助支撑ⅳ对应设置的辅助支撑
ⅴ
和辅助支撑ⅵ。
12.一种采用大型薄壁空心叶型铸造零件精确装夹定位夹具装夹零件进行铣削加工的方法,包括以下步骤:
13.步骤1,将零件叶型面安放到定位夹具上;然后调整零件叶型位置,使叶型面与侧面基准ⅰ、侧面基准ⅱ及侧面基准ⅲ、侧向基准及两个底部基准形成的六个基准点贴合,保证无缝隙;
14.步骤2,将可调支撑器安装到零件空心叶型内,调整可调支撑器安装位置,然后使用六角扳手调整涨紧螺钉,调整可调支撑器滑动支撑端的伸出长度,通过可调支撑器的固定端仿形支撑面和滑动端仿形支撑面顶住零件叶型两侧内壁面,使零件外部支撑点与压紧点沿可调支撑器方向共线且保证零件无明显变形;
15.步骤3,调节辅助支撑ⅱ和辅助支撑ⅰ,使辅助支撑ⅰ和辅助支撑ⅱ刚好贴紧叶型面,旋紧侧向压紧螺钉,使得浮动压板沿轴向移动,压紧叶型侧面,压紧过程中保证定位夹具六个基准点与零件保持接触无间隙;
16.步骤4,旋紧顶面压紧螺钉,使得顶面压板压紧零件叶型上部,压紧过程中保证定位夹具六个基准点与零件保持接触无间隙;
17.步骤5,调节其余部位的辅助支撑ⅲ配合辅助支撑
ⅴ
、辅助支撑ⅳ配合辅助支撑ⅵ以及底部辅助支撑顶紧零件,压紧过程中可用百分表进行控制,保证零件夹紧过程无明显形变;
18.步骤6,通过典型坐标点打表法对零件状态进行测量并对数据进行分析,数据确认无问题后即可根据数据建立坐标系进行铣加工操作;
19.步骤7,确定完坐标系后对零件的叶型端面、侧壁轮廓及岛屿内形进行铣削加工。
20.所述可调支撑器包括长连杆,所述长连杆两端分别安装有定位球ⅰ和定位球ⅱ,定位球ⅰ还与位置调节螺杆ⅰ一端铰接,定位球ⅱ还与位置调节螺杆ⅱ一端铰接,位置调节螺杆ⅰ另一端铰接安装在螺旋支撑装置的固定支撑端的侧壁面上,位置调节螺杆ⅱ另一端通过钎焊的方式与螺旋支撑装置的固定支撑端的另一个侧壁面连接为一体。
21.所述螺旋支撑装置包括固定支撑端,固定支撑端一端的端面为固定端仿形支撑面,另一端开设有凹槽,凹槽内安装有滑动支撑端,滑动支撑端的端面为滑动端仿形支撑面,滑动支撑端内滑动安装有楔形滑块,且在滑动支撑端和楔形滑块之间安装有弹簧ⅱ,楔形滑块与固定支撑端上螺接的驱动装置连接,工作状态下,转动驱动装置楔形滑块沿着滑动支撑端的凹槽向内移动,推动滑动端仿形支撑面向外侧移动;非工作状态下,反向转动驱动装置带着楔形滑块沿着滑动支撑端的凹槽向外移动,同时在弹簧弹力的作用下带着滑动
支撑端收回至凹槽内。
22.本发明的有益技术效果为:
23.该定位工装具有结构简单、操作方便、定位准确、减少振动、控制变形效果明显等优在点。可以广泛应用于航空发动机及燃机等多个领域的,具有空心、薄壁、异形结构叶况型零件的精确装夹定位铣加工过程。可以有效提高零件装夹定位精度,减少零件变形,提高产品合格率及生产效率。
24.目前该加工方法已成功应用于我公司的某大型涡扇发动机项目中薄壁空心叶型铸造零件的铣加工过程,极大的减少了压紧过程中的零件变形,保证了镜加工过程中零件定位精度。预计该加工方法在公司推广后,可为公司节约零件质量损失、工时等费用约60万元。
附图说明
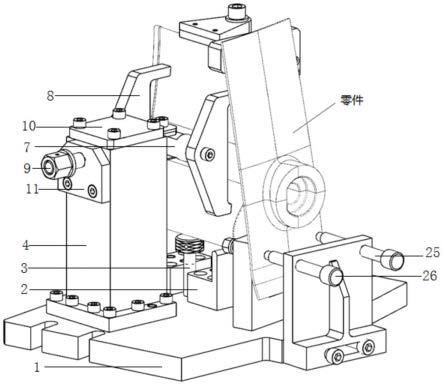
25.图1本发明大型薄壁空心叶型铸造零件精确装夹定位夹具夹持零件后相对位置关系示意图;
26.图2本发明大型薄壁空心叶型铸造零件精确装夹定位夹具示意图;
27.图3本发明大型薄壁空心叶型铸造零件精确装夹定位夹具剖面图;
28.图4本发明大型薄壁空心叶型铸造零件精确装夹定位夹具浮动压板工作原理图;
29.图5本发明可调支撑器安装位置示意图;
30.图6本发明可调支撑器在零件空腔剖面位置示意图;
31.图7本发明可调支撑器结构示意图;
32.图8本发明可调支撑器螺旋支撑装置内部结构示意图;
33.图9本发明在叶型上选取典型尺寸校验坐标位置零件结构简图;
34.1-底座,2-底部基准,3-底部辅助支撑,4-立座ⅰ,5-滑槽,6-长滑块,7-连杆,8-浮动压板,9-侧向压紧螺钉,10-顶板,11-后板,12-立座ⅱ,13-顶面压板,14-弹簧ⅰ,15-辅助支撑ⅰ,16-辅助支撑ⅱ,17-侧面基准ⅱ,18-侧面基准ⅲ,19-侧面基准ⅰ,20-侧向基准,21-u型基座,22-立板,23-辅助支撑ⅲ,24-辅助支撑ⅳ,25-辅助支撑
ⅴ
,26-辅助支撑ⅵ,27-长连杆,28-定位球ⅰ,29-定位球ⅱ,30-位置调节螺杆ⅰ,31-位置调节螺杆ⅱ,32-固定支撑端,33-固定端仿形支撑面,34-滑动支撑端,35-楔形滑块,36-弹簧ⅱ,37-顶面压紧螺钉,38-可调支撑器,39-滑动端仿形支撑面,40-涨紧螺钉。
具体实施方式
35.下面结合附图和实施例对本发明作进一步的详细说明。
36.如图2至图4所示,一种大型薄壁空心叶型铸造零件精确装夹定位夹具,包括用于支撑上部结构的底座1,所述底座1上通过螺栓分别安装有浮动压板组件、第一辅助支撑组件、第二辅助支撑组件、底部基准2及底部辅助支撑3,所述浮动压板组件与第一辅助支撑组件位于底座1上表面一端且两者正对设置,在两者之间的底座1上安装有底部基准及底部辅助支撑3,在底座1上表面另一端安装有与底部基准2正对设置的第二辅助支撑组件。
37.所述浮动压板组件包括立座ⅰ4,所述立座ⅰ4底端通过螺栓固定安装于底座1上,所述立座ⅰ4顶部开设有滑槽5,滑槽5内安装有长滑块6,长滑块6前端与连杆7连接,连杆7两端
分别安装有浮动压板8,浮动压板8能在连杆7上自由转动,且浮动压板8通过螺母安装在连杆7上,长滑块6后端与侧向压紧螺钉9的螺杆端部转动连接,所述立座ⅰ4顶部和后侧壁上分别安装有顶板10和后板11封闭滑槽5,后板11上螺纹连接有侧向压紧螺钉9,通过转动侧向压紧螺钉9推动长滑块6在滑槽5内滑动,进而推动浮动压板8压紧叶片型面。
38.所述长滑块6的前端加工有u型座,u型座的两支臂上开设有通孔,所述连杆7的中部开设有与u型座通孔对应设置的通孔,连杆7位于u型座内,通过将螺栓穿过u型座通孔和连杆7通孔后在螺栓端部螺接螺母将连杆7固定在u型座上,长滑块6后端开设有与侧向压紧螺钉9前端球体配合的通孔,使得侧向压紧螺钉9的球体部分能够在通孔内转动。
39.所述底部基准2为两个,且两个底部基准2面对面设置,底部基准2的截面形状为l型,底部基准2的通过水平部分及螺栓固定安装在底座1上,底部基准2的竖直部分顶部加工成圆弧面形成定位基准点。
40.所述底部辅助支撑3为支撑螺钉,其螺杆部分螺接在底座1上,螺帽部分形成辅助支撑。
41.所述第一辅助支撑包括立座ⅱ12,所述立座ⅱ12底端通过螺栓固定安装于底座1上,立座ⅱ12顶部开设有沉头孔,沉头孔的小孔加工成螺纹孔,顶面压板13的圆柱端安装于沉头孔的大孔内,顶面压紧螺钉37穿过顶面压板13圆柱端的通孔与沉头孔的小孔螺纹连接,且在顶面压板13的圆柱端底部的通孔内安装有套在顶面压紧螺钉37外侧的弹簧ⅰ14,通过旋紧顶面压紧螺钉37可以对零件施加竖直方向的预紧,通过旋松顶面压紧螺钉37顶面压板13在弹簧ⅰ14的弹力作用下升起便于拆卸零件,顶面压板13的前端下表面处安装有尼龙垫,立座ⅱ12一端侧壁面安装有侧板ⅰ,且在侧板ⅰ外表面中间处安装有侧面基准ⅰ19,侧板ⅰ的侧壁顶部和底部分别安装有辅助支撑ⅰ15和辅助支撑ⅱ16,立座ⅱ12的另一端侧壁面上安装有侧板ⅱ,侧板ⅱ的顶部和底部分别安装有侧面基准ⅱ17和侧面基准ⅲ18,侧板ⅱ顶部立座ⅱ12侧壁面上安装有侧向基准20。
42.所述侧面基准ⅰ19、侧面基准ⅱ17和侧面基准ⅲ18与浮动压板8正对的平面为侧面基准点。
43.所述第二辅助支撑包括u型基座21和立板22,所述u型基座21通过螺栓固定安装于底座1上,立板22通过螺栓固定安装于底座1的侧壁上,u型基座21顶部分别安装有辅助支撑ⅲ23和辅助支撑ⅳ24,所述立板22顶部分别安装有与辅助支撑ⅲ23和辅助支撑ⅳ24对应设置的辅助支撑
ⅴ
25和辅助支撑ⅵ26。
44.一种采用大型薄壁空心叶型铸造零件精确装夹定位夹具装夹零件进行铣削加工的方法,包括以下步骤:
45.步骤1,按照附图1的位置和方向,将零件叶型面安放到定位夹具上;然后调整零件叶型位置,使叶型面与附图2中的侧面基准ⅰ19、侧面基准ⅱ17及侧面基准ⅲ18、侧向基准20及两个底部基准2形成的六个基准点贴合,保证无缝隙;
46.步骤2,按照附图5和附图6所示,将可调支撑器38安装到零件空心叶型内,可调支撑器38结构示意图见附图7和附图8;调整可调支撑器38安装位置,然后使用六角扳手调整涨紧螺钉,调整可调支撑器38滑动支撑端34的伸出长度,通过可调支撑器的固定端仿形支撑面33和滑动端仿形支撑面39顶住零件叶型两侧内壁面,使零件外部支撑点与压紧点沿可调支撑器38方向共线且保证零件无明显变形;
47.其中可调支撑器38的具体结构为:所述可调支撑器38包括长连杆27,所述长连杆27两端分别安装有定位球ⅰ28和定位球ⅱ29,定位球ⅰ28还与位置调节螺杆ⅰ30一端铰接,定位球ⅱ29还与位置调节螺杆ⅱ31一端铰接,位置调节螺杆ⅰ30另一端铰接安装在螺旋支撑装置的固定支撑端32的侧壁面上,位置调节螺杆ⅱ31另一端通过钎焊的方式与螺旋支撑装置的固定支撑端32的另一个侧壁面连接为一体,且位置调节螺杆ⅰ30铰接的固定支撑端32侧壁面与位置调节螺杆ⅱ31钎焊的固定支撑端侧壁面垂直设置;本实施例中调节螺杆ⅰ30和调节螺杆ⅱ31结构相同,均由两个螺杆及螺套组成,两个螺杆通过螺套螺接在一起,且螺套两端的螺纹旋向相反,通过转动螺套使两个螺杆靠近或分离,进而调整调节螺杆ⅰ30和调节螺杆ⅱ31的长短;
48.所述螺旋支撑装置包括固定支撑端32,固定支撑端32一端的端面为固定端仿形支撑面33,另一端开设有凹槽,凹槽内安装有滑动支撑端34,滑动支撑端34的端面为滑动端仿形支撑面39,滑动支撑端34内滑动安装有楔形滑块35,且在滑动支撑端34和楔形滑块35之间安装有弹簧ⅱ36,楔形滑块35与固定支撑端32上螺接的驱动装置连接,本实施例中驱动装置为涨紧螺钉40,工作状态下,转动驱动装置楔形滑块35沿着滑动支撑端34的凹槽向内移动,推动滑动端仿形支撑面向外侧移动;非工作状态下,反向转动驱动装置带着楔形滑块35沿着滑动支撑端34的凹槽向外移动,同时在弹簧ⅱ36弹力的作用下带着滑动支撑端34收回至凹槽内;
49.步骤3,调节辅助支撑ⅱ16和辅助支撑ⅰ15,使辅助支撑ⅰ15和辅助支撑ⅱ16刚好贴紧叶型面,旋紧侧向压紧螺钉9,使得浮动压板8沿轴向移动,压紧叶型侧面,压紧过程中保证定位夹具六个基准点与零件保持接触无间隙;
50.步骤4,旋紧顶面压紧螺钉37,使得顶面压板13压紧零件叶型上部,压紧过程中保证定位夹具六个基准点与零件保持接触无间隙;
51.步骤5,调节其余部位的辅助支撑ⅲ23配合辅助支撑
ⅴ
25、辅助支撑ⅳ24配合辅助支撑ⅵ26以及底部辅助支撑3顶紧零件,压紧过程中可用百分表进行控制,保证零件夹紧过程无明显形变;
52.步骤6,按照附图9零件结构简化图所示,首先在叶型上部选取理论直线初步确定角向零点,然后在零件上沿x轴、y轴和z轴方向分别选取典型尺寸校验坐标位置:
53.步骤6.1,在x轴方向用百分表校验厚度尺寸t0,如实际测量尺寸t1与理论数值t0有差异,则调整x方向加工坐标系,使其沿x+和x-坐标方向上余量分布相对均匀;
54.步骤6.2,在y轴方向用百分表校验厚度尺寸s0,如实际测量尺寸sl与理论数值s0有差异,则调整y方向加工坐标系,使其沿y+和y-坐标方向上余量分布相对均匀;
55.步骤6.3,在z轴方向用百分表校验厚度尺寸h0,如实际测量尺寸h1与理论数值h0有差异,则调整z方向加工坐标系,z轴原坐标原点z0沿z+方向偏移量为:δz=(h1-h0)/2,坐标偏移后可使加工坐标系沿z周方向上余量分布相对均匀;
56.步骤7,确定完坐标系后进行零件的铣削加工,该零件共有三种类型的加工部位,三种部位的铣加工策略分别为:
57.步骤7.1:加工叶型端面:使用铣刀加工叶型端面,每层切削厚度不大于1mm,可有效减少切削力和振动;
58.步骤7.2:加工侧壁轮廓:使用铣刀加工侧壁轮廓,每层切削厚度不大于0.5mm,可有效减少切削力和振动;
59.步骤7.3:加工岛屿内形
60.步骤7.3.1:钻头钻孔,进给小于100mm/min,控制y轴方向切削力;
61.步骤7.3.2:铣刀螺旋扩孔,进给小于200mm/min,控制y轴方向切削力;
62.步骤7.3.3,铣刀顺铣内轮廓,减少刀具悬伸长度,控制让刀量,保证零件精加工尺寸。
63.通过以上的操作可以对铸造的大型薄壁空心叶型零件进行精确的装夹找正和定位,并且高质量的完成零件的铣加工,该操作方法可以极大的减少铸造薄壁零件定位装夹过程中的变形,有效降低铣加工过程中的振动,提高零件找正和加工精度,大幅提升了产品加工质量及合格率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1