一种环形产品上精密开槽的设备及方法与流程
1.本发明涉及环形产品开槽的技术领域,特别是一种环形产品上精密开槽的设备及方法。
背景技术:
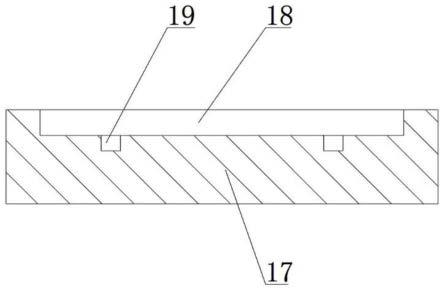
2.某环形产品用于安装主轴,其结构如图1~图2所示,它包括柱体17、开设于柱体17的一端面上开设有沉槽18,沉槽18的槽底上且沿其圆周方向开设有环形槽19,其中,环形槽19内用于安装动密封件。使用时,将主轴的一端面装配到沉槽18内,且确保主轴的端面与动密封件滑动接触。
3.该环形产品由如图3所示的毛坯加工而成,车间内在毛坯内加工环形槽19的工艺是:工人将毛坯的封闭端插入到三爪卡盘内,而后锁紧三爪卡盘,以使三爪卡盘的爪头将毛坯的封闭端固定住,固定住后,工人启动车床的动力部分,动力部分带动三爪卡盘旋转,三爪卡盘带动毛坯绕其自身轴线同步旋转,随后工人操作车床以使其上的车刀伸入于毛坯的沉槽18内,车刀沿毛坯的轴向做进给运动,车刀即可在毛坯的槽底处加工出环形槽19,从而最终实现了利用毛坯加工出成品环形产品。
4.然而,车间内利用车床虽然能够加工出环形产品,但是在实际的生产中,仍然存在以下技术缺陷:i、车刀在车削毛坯的材料时,产生大量的废屑,废屑碰触到沉槽18的侧壁后,使沉槽的侧壁刮伤,从而降低了沉槽18侧壁的光洁度,进而极大的降低了成品环形产品的生产质量。
5.ii、车刀在车削毛坯的材料时,在毛坯上还产生大量的热量,热量若不及时的排掉,将导致沉槽的尺寸因温度过高而变化,从而进一步的降低了成品环形产品的生产质量。因此,亟需一种防沉槽尺寸变化、防沉槽侧壁受损、极大提高成品环形产品生产质量的开槽设备。
技术实现要素:
6.本发明的目的在于克服现有技术的缺点,提供一种结构紧凑、防沉槽尺寸变化、防沉槽侧壁受损、极大提高成品环形产品生产质量的环形产品上精密开槽的设备及方法。
7.本发明的目的通过以下技术方案来实现:一种环形产品上精密开槽的设备,它包括工作台、固设于工作台顶部的龙门架,所述龙门架的横梁上开设有通槽,所述通槽内焊接有与其配合的定位座,定位座的顶表面上开设有贯穿其底表面的台阶孔,台阶孔大孔的深度小于毛坯的高度,台阶孔的大孔与毛坯的外轮廓相配合;所述龙门架横梁的顶表面上且位于定位座的两侧均固设有升降油缸,两个升降油缸活塞杆的作用端之间固设有导热板,导热板设置于台阶孔的正上方,导热板的顶表面上沿其长度方向固设有多个散热翅片,所述龙门架横梁的底表面上且位于定位座的两侧均固设有垂向油缸,垂向油缸的活塞杆朝下设置,两个垂向油缸活塞杆的作用端之间固设有位
于台阶孔正下方的防护筒;所述工作台上且位于防护筒的正下方固设有液压油缸,液压油缸的活塞杆向上贯穿工作台设置,且延伸端上固设有液压马达,液压马达的输出轴朝上设置,且延伸端上固设有旋转臂,旋转臂上焊接有垂向设置的车刀,所述液压马达的输出轴与台阶孔同轴设置。
8.所述工作台的底表面上固设有多根支撑于地面上的支撑腿。
9.所述防护筒的外径小于台阶孔小孔的直径。
10.所述防护筒下端部的左右外侧壁上均焊接有支板,两个支板分别固设于两个垂向油缸活塞杆的作用端上。
11.两个升降油缸左右对称设置,两个垂向油缸左右对称设置。
12.该设备还包括控制器,所述控制器与液压马达的电磁阀、升降油缸的电磁阀、垂向油缸的电磁阀以及液压油缸的电磁阀经信号线电连接。
13.所述液压油缸活塞杆的作用端上焊接有安装板,所述液压马达固设于安装板的顶表面上。
14.一种环形产品上精密开槽的方法,它包括以下步骤:s1、毛坯的定位:工人将毛坯的沉槽朝下,且由上往下插装到台阶孔的大孔内,从而实现了毛坯的定位,此时毛坯的沉槽与台阶孔的小孔连通,且沉槽处于防护筒的正下方;s2、毛坯的工装固定:工人控制两个升降油缸的活塞杆向下运动,活塞杆带动导热板向下运动,导热板带动散热翅片同步向下运动,当升降油缸的活塞杆完全缩回后,导热板刚好压在毛坯的顶表面上,以将毛坯固定在台阶孔的台肩与导热板之间,从而实现了毛坯的工装固定;s3、工人控制两个垂向油缸的活塞杆向上缩回,活塞杆带动支板向上运动,支板带动防护筒向上运动,防护筒向上贯穿台阶孔的小孔后伸入到毛坯的沉槽内,当垂向油缸的活塞杆完全缩回后,防护筒的顶表面刚好抵压在沉槽的槽底,且防护筒与沉槽的侧壁相配合;s4、环形槽的加工,工人先控制液压马达启动,液压马达的输出轴带动旋转臂旋转,旋转臂带动车刀做同步旋转,随后工人控制液压油缸的活塞杆向上伸出,活塞杆带动液压马达向上做直线运动,转动的车刀穿过防护筒后,从毛坯的沉槽的底表面上开始进行车削,当液压油缸的活塞杆完全伸出后,即可在沉槽上车削出环形槽,从而最终生产出成品环形产品;s5、成品环形产品的取出,工人先控制液压马达关闭,而后控制液压油缸的活塞杆向下缩回,复位后,工人控制两个垂向油缸的活塞杆向下伸出,活塞杆带动支板向下运动,支板带动防护筒向下运动,复位后,防护筒从产品的沉槽内脱离,脱离后,工人控制两个升降油缸的活塞杆向上伸出,活塞杆带动导热板向上运动,导热板带动散热翅片向上运动,最后即可将成品环形产品从台阶孔内取出;s6、重复步骤s1~s5的操作,即可连续地利用毛坯生产出多个成品环形产品。
15.本发明具有以下优点:结构紧凑、防沉槽尺寸变化、防沉槽侧壁受损、极大提高成品环形产品生产质量。
附图说明
16.图1 为环形产品的结构示意图;图2 为图1的俯视图;图3 为毛坯的结构示意图;图4 为本发明的结构示意图;图5 为定位座的结构示意图;图6 为图5的俯视图;图7 为液压油缸、液压马达和旋转臂的连接示意图;图8 为本发明定位毛坯的示意图;图9 为本发明工装固定毛坯的示意图;图10为车刀在毛坯上车削环形槽的示意图;图中,1-工作台,2-龙门架,3-通槽,4-定位座,5-台阶孔,6-升降油缸,7-导热板,8-散热翅片,9-垂向油缸,10-防护筒,11-液压油缸,12-液压马达,13-旋转臂,14-车刀,15-支板,16-毛坯,17-柱体,18-沉槽,19-环形槽。
具体实施方式
17.下面结合附图对本发明做进一步的描述,本发明的保护范围不局限于以下所述:如图4~7所示,一种环形产品上精密开槽的设备,它包括工作台1、固设于工作台1顶部的龙门架2,所述工作台1的底表面上固设有多根支撑于地面上的支撑腿,龙门架2的横梁上开设有通槽3,所述通槽3内焊接有与其配合的定位座4,定位座4的顶表面上开设有贯穿其底表面的台阶孔5,台阶孔5大孔的深度小于毛坯的高度,台阶孔5的大孔与毛坯的外轮廓相配合。
18.如图4~7所示,所述龙门架2横梁的顶表面上且位于定位座4的两侧均固设有升降油缸6,两个升降油缸6活塞杆的作用端之间固设有导热板7,导热板7设置于台阶孔5的正上方,导热板7的顶表面上沿其长度方向固设有多个散热翅片8,所述龙门架2横梁的底表面上且位于定位座4的两侧均固设有垂向油缸9,垂向油缸9的活塞杆朝下设置,两个垂向油缸9活塞杆的作用端之间固设有位于台阶孔5正下方的防护筒10;两个升降油缸6左右对称设置,两个垂向油缸左右对称设置。
19.所述工作台1上且位于防护筒10的正下方固设有液压油缸11,液压油缸11的活塞杆向上贯穿工作台1设置,且延伸端上固设有液压马达12,液压马达12的输出轴朝上设置,且延伸端上固设有旋转臂13,旋转臂13上焊接有垂向设置的车刀14,所述液压马达12的输出轴与台阶孔5同轴设置。本实施例中,所述液压油缸11活塞杆的作用端上焊接有安装板,所述液压马达12固设于安装板的顶表面上。
20.所述防护筒10的外径小于台阶孔5小孔的直径,所述防护筒10下端部的左右外侧壁上均焊接有支板15,两个支板15分别固设于两个垂向油缸9活塞杆的作用端上。该设备还包括控制器,所述控制器与液压马达12的电磁阀、升降油缸6的电磁阀、垂向油缸9的电磁阀以及液压油缸11的电磁阀经信号线电连接,工人可通过控制器控制升降油缸6、垂向油缸9以及液压油缸11活塞杆的伸出或缩回,方便了工人的操作,具有自动化程度高的特点。
21.一种环形产品上精密开槽的方法,它包括以下步骤:
s1、毛坯的定位:工人将毛坯16的沉槽18朝下,且由上往下插装到台阶孔5的大孔内,从而实现了毛坯16的定位如图8所示,此时毛坯16的沉槽18与台阶孔5的小孔连通,且沉槽18处于防护筒10的正下方;s2、毛坯的工装固定:工人控制两个升降油缸6的活塞杆向下运动,活塞杆带动导热板7向下运动,导热板7带动散热翅片8同步向下运动,当升降油缸6的活塞杆完全缩回后,导热板7刚好压在毛坯16的顶表面上,以将毛坯16固定在台阶孔5的台肩与导热板7之间,从而实现了毛坯的工装固定如图9所示;s3、工人控制两个垂向油缸9的活塞杆向上缩回,活塞杆带动支板15向上运动,支板15带动防护筒10向上运动,防护筒10向上贯穿台阶孔5的小孔后伸入到毛坯16的沉槽18内,当垂向油缸9的活塞杆完全缩回后,防护筒10的顶表面刚好抵压在沉槽18的槽底,且防护筒10与沉槽18的侧壁相配合,如图9所示;s4、环形槽的加工,工人先控制液压马达12启动,液压马达12的输出轴带动旋转臂13旋转,旋转臂13带动车刀14做同步旋转,随后工人控制液压油缸11的活塞杆向上伸出,活塞杆带动液压马达12向上做直线运动,转动的车刀14穿过防护筒10后,从毛坯16的沉槽18的底表面上开始进行车削,当液压油缸11的活塞杆完全伸出后,即可在沉槽18上车削出环形槽19如图10所示,从而最终生产出成品环形产品;其中,在步骤s3~s4的操作中,由于防护筒10的顶表面刚好抵压在沉槽18的槽底,且防护筒10与沉槽18的侧壁相配合,因此车刀14在车削毛坯16时所产生的废屑只会碰触到防护筒10,而并不会碰触到毛坯16的沉槽18的侧壁,从而避免了沉槽18的侧壁受损,保证了沉槽18侧壁的光洁度,进而极大的提高了成品环形产品的生产质量。
22.此外,车刀14在车削毛坯16时,产生在毛坯16上的热量传递给导热板7,导热板7再将热量传递给散热翅片8,散热翅片8再将热量传递到空气中,从而对毛坯16进行降温,从而有效的避免了在开槽过程中,毛坯16因温度过高而造成沉槽18的尺寸变化,进一步的提高了成品环形产品的生产质量。
23.s5、成品环形产品的取出,工人先控制液压马达12关闭,而后控制液压油缸11的活塞杆向下缩回,复位后,工人控制两个垂向油缸9的活塞杆向下伸出,活塞杆带动支板15向下运动,支板15带动防护筒10向下运动,复位后,防护筒10从产品的沉槽18内脱离,脱离后,工人控制两个升降油缸6的活塞杆向上伸出,活塞杆带动导热板7向上运动,导热板7带动散热翅片8向上运动,最后即可将成品环形产品从台阶孔5内取出;s6、重复步骤s1~s5的操作,即可连续地利用毛坯生产出多个成品环形产品。
24.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1