波纹辊轧机垂直-水平耦合振动控制装置及系统和方法
本发明属于轧机振动控制,具体涉及波纹辊轧机垂直-水平耦合振动控制装置及系统和方法。
背景技术:
1、轧机是一个大型复杂机电液一体化设备,具有多变性、强耦合、非线性、时变性、多约束等特征,随着轧机朝着大型化、高速化、连续化、智能化的快速发展以及大量新技术的采用使轧机振动出现了许多新问题,常常表现为多种振动类型的耦合,其中最常见的是垂直-水平耦合振动,直接影响轧制过程稳定性和轧件质量,成为国内外众多学者和专家的研究热点。针对轧机垂直-水平耦合振动的控制多数是通过改变过程参数(降低轧制速度、降低轧制力、调整乳化液润滑特性)来实现,但是调节参数的被动抑制方法往往只适用于某种特定的工况。波纹辊轧机作为一种具有特殊辊型的设备,在复合板制备上具有细化晶粒、改善板形、提高结合强度等突出优点,但是复杂的辊型曲线所诱发的周期性强载荷对轧机垂直-水平耦合振动的控制提出了更高的要求,成为轧机振动领域研究的热点与难点。现有波纹辊轧机振动的研究方法往往采用振动位移、振动速度或振动加速度等物理量来表示,轧机振动是一个动态过程,以能量的形式传递,采用单一的物理量来衡量波纹辊轧机的振动响应以及振动传递并不能完全反应波纹辊轧机振动的实际情况。
技术实现思路
1、本发明针对上述问题提供了一种波纹辊轧机垂直-水平耦合振动控制装置及系统和方法。
2、为达到上述目的本发明采用了以下技术方案:
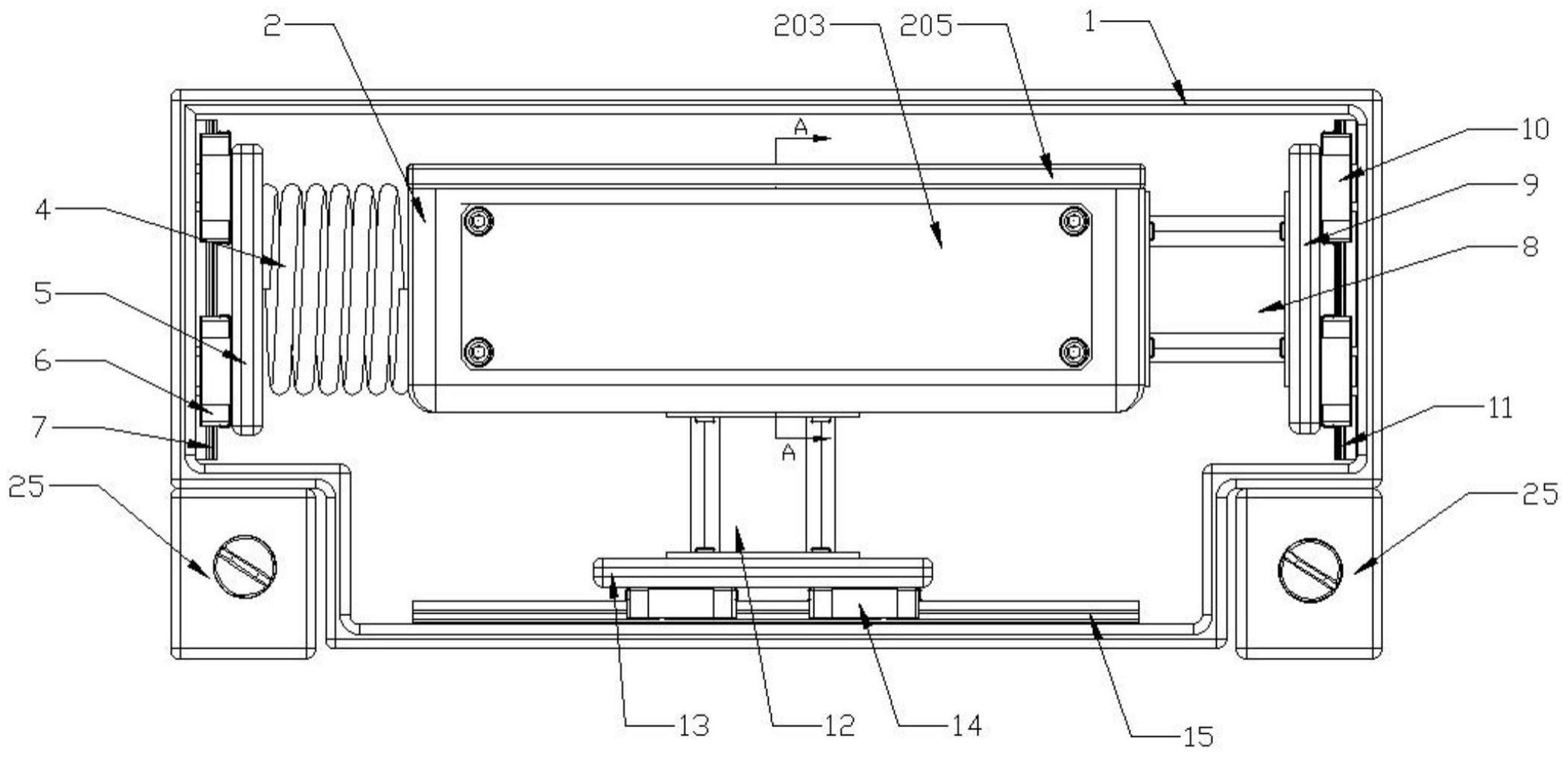
3、波纹辊轧机垂直-水平耦合振动控制装置,包括外壳,在所述外壳内设置有吸振容器,在所述吸振容器内承放有钢珠颗粒群,所述吸振容器的左侧与复位弹簧的一端连接,所述复位弹簧的另一端与第三底座固定连接,所述第三底座固定安装在第三滑块上,所述第三滑块滑动设置在第三直线导轨上,所述吸振容器的右侧与第一直线电机的输出端固定连接,所述第一直线电机固定安装在第一底座上,所述第一底座固定安装在第一滑块上,所述第一滑块滑动设置在第一直线导轨上,所述吸振容器的底部与第二直线电机的输出端固定连接,所述第二直线电机固定安装在第二底座上,所述第二底座固定安装在第二滑块上,所述第二滑块滑动安装在第二直线导轨上,所述第一直线导轨、第二直线导轨和第三直线导轨均固定安装在外壳上。
4、进一步,所述吸振容器为镁合金材质。
5、再进一步,所述吸振容器中的钢珠颗粒群占吸振容器总体积的30%-60%。
6、更进一步,所述吸振容器的前后端面分别加工有第一矩形凸台和第二矩形凸台,第一矩形凸台安装有第一端盖,第二矩形凸台安装有第二端盖,所述吸振容器的顶部安装有第三端盖,第一端盖与第一矩形凸台连接处安装有第一密封圈,第二端盖与第二矩形凸台连接处安装有第二密封圈,第三端盖与吸振容器连接处安装有第三密封圈。
7、波纹辊轧机垂直-水平耦合振动控制系统,包括垂直-水平耦合振动控制装置、传感器安装底座、激光水平速度传感器、激光垂直速度传感器、轧制力传感器、水平力传感器、滤波器、计算机、水平振动控制器和垂直振动控制器,在所述垂直-水平耦合振动控制装置中的外壳的左右两侧均设置有开关式磁力座,所述垂直-水平耦合振动控制装置通过开关式磁力座吸附在波纹辊轧机的上平衡梁上,所述上平衡梁与上轧辊轴承座连接,所述传感器安装底座固定安装在机架的一侧,所述激光水平速度传感器和激光垂直速度传感器均安装在传感器安装底座上,分别用于对复合板轧制过程中上轧辊轴承座在水平方向和垂直方向的运动速度进行实时在线非接触测量,所述轧制力传感器安装在压下装置与上轧辊轴承座之间,用于对复合板轧制过程中垂直方向的轧制力进行实时测量,在上轧辊轴承座与机架之间以及下轧辊轴承座与机架之间均安装有水平力传感器,所述水平力传感器用于对复合板轧制过程中水平方向的轧制力分力进行实时测量,所述激光水平速度传感器、激光垂直速度传感器、轧制力传感器和水平力传感器均通过滤波器与计算机连接,用于向计算机传输测量到的信号,所述计算机根据测量到的信号对垂直方向振动功率流和水平方向振动功率流进行计算,所述计算机与水平振动控制器和垂直振动控制器连接,用于向水平振动控制器和垂直振动控制器传递控制信号,所述水平振动控制器和垂直振动控制器分别用于控制垂直-水平耦合振动控制装置中的第一直线电机和第二直线电机进行工作。
8、波纹辊轧机垂直-水平耦合振动控制方法,通过激光水平速度传感器对复合板轧制过程中上轧辊轴承座在水平方向的运动速度进行实时在线非接触测量,通过激光垂直速度传感器对复合板轧制过程中上轧辊轴承座在垂直方向的运动速度进行实时在线非接触测量,通过轧制力传感器对复合板轧制过程中垂直方向的轧制力进行实时测量,通过水平力传感器对复合板轧制过程中水平方向的轧制力分力进行实时测量,计算机接收激光水平速度传感器、激光垂直速度传感器、轧制力传感器和水平力传感器传递回的信号,对对垂直方向振动功率流和水平方向振动功率流进行计算,具体为:
9、w水平=k水平×f水平×v水平
10、其中,w水平为水平方向振动功率流;k水平为水平振动影响因子;
11、f水平为通过水平力传感器在线实时测量得到的水平方向的轧制力分力;
12、v水平为通过激光水平速度传感器在线实时测量得到的上轧辊轴承座在水平方向的运动速度;
13、w垂直=k垂直×f垂直×v垂直
14、其中,w垂直为垂直方向振动功率流;k垂直为垂直振动影响因子;
15、f垂直为通过轧制力传感器在线实时测量得到的轧制力;
16、v垂直为通过激光垂直速度传感器在线实时测量得到的上轧辊轴承座在垂直方向的运动速度;
17、当w水平≥w水平0时,所述计算机向水平振动控制器发送控制信号,所述水平振动控制器开始工作并向第一直线电机发出吸振信号,第一直线电机开始工作;
18、w水平0为水平方向振动功率流设定阈值;
19、当w垂直≥w垂直0时,所述计算机向垂直振动控制器发送控制信号,所述垂直振动控制器向第二直线电机发出吸振信号,第二直线电机开始工作;
20、w垂直0为垂直方向振动功率流设定阈值。
21、与现有技术相比本发明具有以下优点:
22、本发明简单易懂,易于实现,可以通过激光水平速度传感器、激光垂直速度传感器、轧制力传感器和水平力传感器实现波纹辊轧机垂直-水平耦合振动的在线判定,并通过第一直线电机和第二直线电机带动吸振容器移动来实现对波纹辊轧机垂直-水平耦合振动的吸振,优化了波纹辊轧机的控制性能;
23、本发明通过功率流将波纹辊轧机工作辊的运动以及轧制力综合成一个单一量,蕴含了更加丰富的振动信息,能准确反应波纹辊轧机振动的本质。
技术特征:
1.波纹辊轧机垂直-水平耦合振动控制装置,其特征在于:包括外壳(1),在所述外壳(1)内设置有吸振容器(2),在所述吸振容器(2)内承放有钢珠颗粒群(3),所述吸振容器(2)的左侧与复位弹簧(4)的一端连接,所述复位弹簧(4)的另一端与第三底座(5)固定连接,所述第三底座(5)固定安装在第三滑块(6)上,所述第三滑块(6)滑动设置在第三直线导轨(7)上,所述吸振容器(2)的右侧与第一直线电机(8)的输出端固定连接,所述第一直线电机(8)固定安装在第一底座(9)上,所述第一底座(9)固定安装在第一滑块(10)上,所述第一滑块(10)滑动设置在第一直线导轨(11)上,所述吸振容器(2)的底部与第二直线电机(12)的输出端固定连接,所述第二直线电机(12)固定安装在第二底座(13)上,所述第二底座(13)固定安装在第二滑块(14)上,所述第二滑块(14)滑动安装在第二直线导轨(15)上,所述第一直线导轨(11)、第二直线导轨(15)和第三直线导轨(7)均固定安装在外壳(1)上。
2.根据权利要求1所述的波纹辊轧机垂直-水平耦合振动控制装置,其特征在于:所述吸振容器(2)为镁合金材质。
3.根据权利要求1所述的波纹辊轧机垂直-水平耦合振动控制装置,其特征在于:所述吸振容器(2)中的钢珠颗粒群(3)占吸振容器(2)总体积的30%-60%。
4.根据权利要求1所述的波纹辊轧机垂直-水平耦合振动控制装置,其特征在于:所述吸振容器(2)的前后端面分别加工有第一矩形凸台(201)和第二矩形凸台(202),第一矩形凸台(201)安装有第一端盖(203),第二矩形凸台(202)安装有第二端盖(204),所述吸振容器(2)的顶部安装有第三端盖(205),第一端盖(203)与第一矩形凸台(201)连接处安装有第一密封圈(206),第二端盖(204)与第二矩形凸台(202)连接处安装有第二密封圈(207),第三端盖(205)与吸振容器(2)连接处安装有第三密封圈(208)。
5.基于权利要求1-4任一项所述波纹辊轧机垂直-水平耦合振动控制装置的控制系统,其特征在于:包括垂直-水平耦合振动控制装置、传感器安装底座(16)、激光水平速度传感器(17)、激光垂直速度传感器(18)、轧制力传感器(19)、水平力传感器(20)、滤波器(21)、计算机(22)、水平振动控制器(23)和垂直振动控制器(24),在所述垂直-水平耦合振动控制装置中的外壳(1)的左右两侧均设置有开关式磁力座(25),所述垂直-水平耦合振动控制装置通过开关式磁力座(25)吸附在波纹辊轧机的上平衡梁(26)上,所述上平衡梁(26)与上轧辊轴承座(27)连接,所述传感器安装底座(16)固定安装在机架(29)的一侧,所述激光水平速度传感器(17)和激光垂直速度传感器(18)均安装在传感器安装底座(16)上,分别用于对复合板轧制过程中上轧辊轴承座(27)在水平方向和垂直方向的运动速度进行实时在线非接触测量,所述轧制力传感器(19)安装在压下装置(28)与上轧辊轴承座(27)之间,用于对复合板轧制过程中垂直方向的轧制力进行实时测量,在上轧辊轴承座(27)与机架(29)之间以及下轧辊轴承座(30)与机架(29)之间均安装有水平力传感器(20),所述水平力传感器(20)用于对复合板轧制过程中水平方向的轧制力分力进行实时测量,所述激光水平速度传感器(17)、激光垂直速度传感器(18)、轧制力传感器(19)和水平力传感器(20)均通过滤波器(21)与计算机(22)连接,用于向计算机(22)传输测量到的信号,所述计算机(22)根据测量到的信号对垂直方向振动功率流和水平方向振动功率流进行计算,所述计算机(22)与水平振动控制器(23)和垂直振动控制器(24)连接,用于向水平振动控制器(23)和垂直振动控制器(24)传递控制信号,所述水平振动控制器(23)和垂直振动控制器(24)分别用于控制垂直-水平耦合振动控制装置中的第一直线电机(8)和第二直线电机(12)进行工作。
6.基于权利要求5所述波纹辊轧机垂直-水平耦合振动控制系统的控制方法,其特征在于:通过激光水平速度传感器(17)对复合板轧制过程中上轧辊轴承座(27)在水平方向的运动速度进行实时在线非接触测量,通过激光垂直速度传感器(18)对复合板轧制过程中上轧辊轴承座(27)在垂直方向的运动速度进行实时在线非接触测量,通过轧制力传感器(19)对复合板轧制过程中垂直方向的轧制力进行实时测量,通过水平力传感器(20)对复合板轧制过程中水平方向的轧制力分力进行实时测量,计算机(22)接收激光水平速度传感器(17)、激光垂直速度传感器(18)、轧制力传感器(19)和水平力传感器(20)传递回的信号,对对垂直方向振动功率流和水平方向振动功率流进行计算,具体为:
技术总结
本发明属于轧机振动控制技术领域,具体涉及波纹辊轧机垂直‑水平耦合振动控制装置及系统和方法,控制装置包括外壳,在所述外壳内设置有吸振容器,在所述吸振容器内承放有钢珠颗粒群,所述吸振容器的左侧与复位弹簧的一端连接,所述复位弹簧的另一端与第三底座固定连接,所述第三底座固定安装在第三滑块上,所述第三滑块滑动设置在第三直线导轨上,本发明简单易懂,易于实现,可以通过激光水平速度传感器、激光垂直速度传感器、轧制力传感器和水平力传感器实现波纹辊轧机垂直‑水平耦合振动的在线判定,并通过第一直线电机和第二直线电机带动吸振容器移动来实现对波纹辊轧机垂直‑水平耦合振动的吸振,优化了波纹辊轧机的控制性能。
技术研发人员:和东平,任超然,徐慧东,曹益忠,王志华,王涛
受保护的技术使用者:太原理工大学
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!