一种矿用U型销成型机的制作方法
一种矿用u型销成型机
技术领域
1.本发明主要涉及矿用u型销的技术领域,具体为一种矿用u型销成型机。
背景技术:
2.矿用u型销是液压管路件连接重要配件。煤矿井下临时液压管、风管、水管等胶管之间的连接以及上述管路与终端设备之间的连接,多通过卡套式直通和胶管两端固定的快速接头来实现,当卡套式直通与快速接头连接好后,还必须用u型销来进行固定牢固。用u型销进行固定时,插入非常方便,插入后用工具轻轻敲打便可使u型销固定到位。
3.由于市面上对u型销的使用需求越来越高,所以u型销的生产效率就更为重要。目前,现有技术中u型销打弯成型传统工艺分为“整料、切料、打弯、成型”四道工序,每道工序都是人工控制,且每道工序使用的设备较多,导致u型销精度差,生产加工效率较低。
技术实现要素:
4.本发明技术方案针对现有技术解决方案过于单一的技术问题,提供了显著不同于现有技术的解决方案,主要提供了一种矿用u型销成型机,用以解决上述背景技术中提出的技术问题。
5.本发明解决上述技术问题采用的技术方案为:一种矿用u型销成型机,包括整料机构和送料机构,还包括:成型机构,所述成型机构沿所述送料机构的输送方向设置于所述送料机构的输出端,所述成型机构包括成型转盘、凸轮以及相互配合挤压毛坯料成型的成型上冲头和成型下冲头,所述凸轮位于成型转盘上且随着成型转盘的旋转而旋转,所述成型上冲头随着凸轮的旋转而做直线往复运动,且毛坯料经整料机构和送料机构后进入成型机构;打弯机构,所述打弯机构设置在成型下冲头远离成型上冲头的一侧,所述打弯机构包括位于成型下冲头两侧的打弯转盘和打弯整形块,所述打弯转盘驱动打弯整形块来回移动以使得毛坯料打弯成型;动力传动机构,所述动力传动机构设置在成型机构和打弯机构同侧,且动力传动机构用于驱动送料机构、成型转盘和打弯转盘旋转。
6.优选的,所述整料机构内置有至少一组用于限制毛坯料的圆弧整料轮和平面整料轮。
7.优选的,所述整料机构包括整料架,所述圆弧整料轮和平面整料轮皆转动安装在整料架内部两侧,且所述圆弧整料轮和平面整料轮相互交错设置,每个所述平面整料轮的辊面皆凹陷形成凹槽,每个所述圆弧整料轮的辊面皆凸出设置有可容入凹槽的凸环,所述凹槽表面为光滑状,所述凸环表面为粗糙状。
8.优选的,所述送料机构包括两组用于驱动毛坯料移动的压料轮、送料转盘和送料传动组件,每组所述压料轮为上下两个相邻的压料轮,所述送料转盘通过送料传动组件驱动压料轮转动,且动力传动机构用于驱动送料转盘转动。
9.优选的,所述送料机构包括送料架,所述压料轮转动安装在送料架一侧,所述送料
传动组件包括送料架一侧的传动齿轮,所述传动齿轮偏心位置处安装有臂杆,所述送料转盘偏心位置处安装有连杆,所述连杆和臂杆之间转动连接有摆臂,所述传动齿轮上端啮合有两个转动齿轮,两个所述转动齿轮另一侧皆连接有连动轴,所述连动轴和压料轮之间连接有单向轴承。
10.优选的,所述成型机构包括成型架,所述成型架内部滑动有上模座组,所述成型上冲头安装在上模座组上,所述成型转盘轴心连接有连接轴,所述凸轮为椭圆状,且连接轴另一端连接在凸轮的椭圆偏心位置处,所述凸轮和上模座组相互接触。
11.优选的,所述成型架内部两侧分别设有滑槽,所述滑槽内部设有和成型上冲头连接的滑块,所述滑块一侧和滑槽内壁之间连接有复位弹簧,所述成型架一端两侧分别设有限位块,和送料机构相邻近的限位块内部设有料道,所述料道一侧设有和上模座组连接的切刀,所述成型下冲头朝向动力传动机构一侧设有产品顶针。
12.优选的,所述打弯机构包括支撑座,所述成型下冲头位于支撑座中间,所述支撑座两侧分别安装有整形滑座,所述打弯整形块滑动在整形滑座内部,所述打弯转盘一侧偏心位置处转动安装有打弯杠杆,所述打弯杠杆另一端转动安装在打弯整形块上。
13.优选的,当其中一个所述打弯杠杆和打弯转盘连接处位于打弯转盘最顶端时,另外一个所述打弯杠杆和打弯转盘连接处位于打弯转盘最低端。
14.优选的,所述动力传动机构包括第一驱动轴、两个第二驱动轴、第三驱动轴、电机和传动轴,所述电机输出端通过链带和第一驱动轴连接,所述传动轴上分别安装有上齿轮和下齿轮,所述第一驱动轴和两个所述第二驱动轴上皆安装有和上齿轮相互啮合的上从动齿轮,所述第三驱动轴上安装有和下齿轮相互啮合的下从动齿轮,所述第一驱动轴和成型转盘轴心相连,两个所述第二驱动轴分别和两个打弯转盘轴心相连,所述第三驱动轴和送料转盘轴心相连。
15.与现有技术相比,本发明的有益效果为:本发明成型机将u型销生产所需要的各个结构容纳在一起,毛坯料通过整料机构和送料机构进行输送和整理,通过成型机构和打弯机构进行加工成型,使得u型销生产所需要的四道工序变成一道工序,实现了传统工艺的变革,解决了传统工艺中生产效率低、精度差的问题,并且在u型销加工成型的全过程中,可自动完成,中间无需人工干预,进一步提高生产精度和生产效率,同时各个机构通过共同的动力传动机构进行动力输送,不但使得u型销各个机构的加工联系更加紧密,进一步提高生产精度,还降低了设备的使用,使得成型机制作成本大大降低,提高了产品的竞争性。
16.以下将结合附图与具体的实施例对本发明进行详细的解释说明。
附图说明
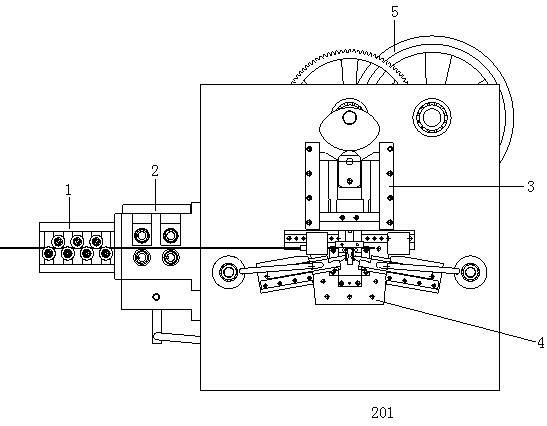
17.图1为本发明的总装配结构示意图;图2为本发明的整料机构和送料机构结构示意图;图3为本发明的圆弧整料轮和平面整料轮侧视示意图;图4为本发明的送料机构局部结构示意图;图5为本发明的成型机构和打弯机构结构示意图;图6为本发明的动力传动机构结构示意图。
18.附图说明:1、整料机构;101、整料架;102、圆弧整料轮;103、平面整料轮;104、凹槽;105、凸环;2、送料机构;201、送料转盘;202、摆臂;203、送料架;204、压料轮;205、转动齿轮;206、传动齿轮;207、臂杆;208、连杆;209、连动轴;3、成型机构;301、成型架;302、上模座组;303、成型上冲头;304、成型转盘;305、连接轴;306、凸轮;307、滑槽;308、滑块;309、复位弹簧;310、成型下冲头;311、限位块;4、打弯机构;401、支撑座;402、整形滑座;403、打弯整形块;404、打弯转盘;405、打弯杠杆;5、动力传动机构;501、第一驱动轴;502、第二驱动轴;503、第三驱动轴;504、电机;505、传动轴;506、上齿轮;507、下齿轮。
具体实施方式
19.为了便于理解本发明,下面将参照相关附图对本发明进行更加全面的描述,附图中给出了本发明的若干实施例,但是本发明可以通过不同的形式来实现,并不限于文本所描述的实施例,相反的,提供这些实施例是为了使对本发明公开的内容更加透彻全面。
20.需要说明的是,当元件被称为“固设于”另一个元件,它可以直接在另一个元件上也可以存在居中的元件,当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件,本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
21.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常连接的含义相同,本文中在本发明的说明书中所使用的术语知识为了描述具体的实施例的目的,不是旨在于限制本发明,本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
22.请着重参照附图1-3,本发明提供一种技术方案:一种矿用u型销成型机,包括整料机构1和送料机构2,所述整料机构1内置有至少一组用于限制毛坯料的圆弧整料轮102和平面整料轮103,所述整料机构1包括整料架101,所述圆弧整料轮102和平面整料轮103皆转动安装在整料架101内部两侧,且所述圆弧整料轮102和平面整料轮103相互交错设置,每个所述平面整料轮103的辊面皆凹陷形成凹槽104,每个所述圆弧整料轮102的辊面皆凸出设置有可容入凹槽104的凸环105,所述凹槽104表面为光滑状,所述凸环105表面为粗糙状。毛坯料前进的同时,圆弧整料轮102和平面整料轮103转动,凸环105将毛坯料压在凹槽104内,保证毛坯料的稳定行前和笔直,使得后序加工工艺的有效进行,并且由于所述凹槽104表面为光滑状,所述凸环105表面为粗糙状,这样,毛坯料在整料机构1内部前进时,可以直接进行打磨,使得加工所得的u型销外壁光滑,避免因摩擦产生毛刺、糙面等质量不合格的现象(在使用时毛刺或糙面可能刺破操作人员的手,因此,现有技术中的u型销成型后还需要对其进行打磨),减少了后续对u型销进行打磨的工序,提供了生产效率。
23.请着重参照附图1-4,所述送料机构2包括两组用于驱动毛坯料移动的压料轮204、送料转盘201和送料传动组件,每组所述压料轮204为上下两个相邻的压料轮204,所述送料转盘201通过送料传动组件驱动压料轮204转动,且动力传动机构5用于驱动送料转盘201转
动,所述送料机构2包括送料架203,所述压料轮204转动安装在送料架203一侧,所述送料传动组件包括送料架203一侧的传动齿轮206,所述传动齿轮206偏心位置处安装有臂杆207,所述送料转盘201偏心位置处安装有连杆208,所述连杆208和臂杆207之间转动连接有摆臂202,所述传动齿轮206上端啮合有两个转动齿轮205,两个所述转动齿轮205另一侧皆连接有连动轴209,所述连动轴209和压料轮204之间连接有单向轴承。动力传动机构5驱动送料转盘201旋转,送料转盘201通过摆臂202和臂杆207使得传动齿轮206来回摆动,从而让两个转动齿轮205跟随摆动,由于连动轴209和压料轮204之间连接有单向轴承,因此,压料轮204只会随着连动轴209单向摆动,压料轮204朝向成型机构3方向转动,将毛坯料送入成型机构3,然后由于连动轴209反转,压料轮204则会停止运动,在压料轮204停止运动器件,成型机构3有效进行工作,保证了u型销生产加工的精度。
24.请着重参照附图1和5,所述成型机构3沿所述送料机构2的输送方向设置于所述送料机构2的输出端,所述成型机构3包括成型转盘304、凸轮306以及相互配合挤压毛坯料成型的成型上冲头303和成型下冲头310,所述凸轮306位于成型转盘304上且随着成型转盘304的旋转而旋转,所述成型上冲头303随着凸轮306的旋转而做直线往复运动,且毛坯料经整料机构1和送料机构2后进入成型机构3,所述成型机构3包括成型架301,所述成型架301内部滑动有上模座组302,所述成型上冲头303安装在上模座组302上,所述成型转盘304轴心连接有连接轴305,所述凸轮306为椭圆状,且连接轴305另一端连接在凸轮306的椭圆偏心位置处,所述凸轮306和上模座组302相互接触,所述成型架301内部两侧分别设有滑槽307,所述滑槽307内部设有和成型上冲头303连接的滑块308,所述滑块308一侧和滑槽307内壁之间连接有复位弹簧309。成型转盘304转动,带动凸轮306转动,由于凸轮306的特殊形状,会推动上模座组302下移,使得滑块308下移,复位弹簧309被压缩,同时成型上冲头303跟随上模座组302下移,当连接轴305移动到成型转盘304最下端时,成型上冲头303配合成型下冲头310以及打弯机构4将毛坯料进行挤压成型,形成u型销,成型之后,凸轮306持续移动并上移,复位弹簧309复位,使得成型上冲头303上移,进行下一次的加工。
25.请着重参照附图1和5,所述成型架301一端两侧分别设有限位块311,限位块311的设置,用于保证每段毛坯料长度相同,确保u型销生产加工的精度,和送料机构2相邻近的限位块311内部设有料道,所述料道一侧设有和上模座组302连接的切刀,切刀用于毛坯料的切割,所述成型下冲头310朝向动力传动机构5一侧设有产品顶针,产品顶针用于将成型后的u型销顶出。
26.请着重参照附图1和5,所述打弯机构4设置在成型下冲头310远离成型上冲头303的一侧,所述打弯机构4包括位于成型下冲头310两侧的打弯转盘404和打弯整形块403,所述打弯转盘404驱动打弯整形块403来回移动以使得毛坯料打弯成型,所述打弯机构4包括支撑座401,所述成型下冲头310位于支撑座401中间,所述支撑座401两侧分别安装有整形滑座402,所述打弯整形块403滑动在整形滑座402内部,所述打弯转盘404一侧偏心位置处转动安装有打弯杠杆405,所述打弯杠杆405另一端转动安装在打弯整形块403上,当其中一个所述打弯杠杆405和打弯转盘404连接处位于打弯转盘404最顶端时,另外一个所述打弯杠杆405和打弯转盘404连接处位于打弯转盘404最低端。打弯转盘404转动,使得打弯杠杆405推动打弯整形块403在整形滑座402上滑动,当连接轴305移动到成型转盘304最下端时,两个打弯整形块403分别抵在毛坯料的两侧,使得毛坯料加工成型。
27.请着重参照附图1-6,所述动力传动机构5设置在成型机构3和打弯机构4同侧,且动力传动机构5用于驱动送料机构2、成型转盘304和打弯转盘404旋转,所述动力传动机构5包括第一驱动轴501、两个第二驱动轴502、第三驱动轴503、电机504和传动轴505,所述电机504输出端通过链带和第一驱动轴501连接,所述传动轴505上分别安装有上齿轮506和下齿轮507,所述第一驱动轴501和两个所述第二驱动轴502上皆安装有和上齿轮506相互啮合的上从动齿轮,所述第三驱动轴503上安装有和下齿轮507相互啮合的下从动齿轮,所述第一驱动轴501和成型转盘304轴心相连,两个所述第二驱动轴502分别和两个打弯转盘404轴心相连,所述第三驱动轴503和送料转盘201轴心相连。通过共同的动力传动机构5进行动力输送,使得u型销各个机构的加工联系更加紧密,进一步提高生产精度。并且使得u型销加工成型全过程可自动完成,中间无需人工干预,提高生产精度和生产效率。
28.本发明的具体操作流程如下:工作人员首先放入毛坯料,启动电机504,电机504驱动第一驱动轴501、两个第二驱动轴502和第三驱动轴503转动,压料轮204带动毛坯料前进,毛坯料前进的同时,圆弧整料轮102和平面整料轮103转动,凸环105将毛坯料压在凹槽104内,保证毛坯料的稳定行前和笔直,并且由于所述凹槽104表面为光滑状,所述凸环105表面为粗糙状,这样,毛坯料在整料机构1内部前进时,可以直接进行打磨,使得加工所得的u型销外壁光滑,避免因摩擦产生毛刺、糙面等质量不合格的现象,压料轮204将毛坯料送入成型机构3后,成型转盘304转动,带动凸轮306转动,由于凸轮306的特殊形状,会推动上模座组302下移,使得滑块308下移,复位弹簧309被压缩,同时成型上冲头303跟随上模座组302下移,此时,打弯转盘404转动,使得打弯杠杆405推动打弯整形块403在整形滑座402上滑动,当连接轴305移动到成型转盘304最下端时,成型上冲头303配合成型下冲头310以及打弯机构4将毛坯料进行挤压成型,形成u型销。
29.上述结合附图对本发明进行了示例性描述,显然本发明具体实现并不受上述方式的限制,只要采用了本发明的方法构思和技术方案进行的这种非实质改进,或未经改进将本发明的构思和技术方案直接应用于其他场合的,均在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1