一种基于Ti-6Al-4V钛合金的高塑韧高强焊接接头及其组织调控方法和应用与流程
一种基于ti-6al-4v钛合金的高塑韧高强焊接接头及其组织调控方法和应用
技术领域
1.本发明属于焊接加工技术领域,具体涉及一种基于ti-6al-4v钛合金的高塑韧高强焊接接头及其组织调控方法和应用。
背景技术:
2.具有高延展性的高强合金对于解决轻量化的关键挑战至关重要,这使得高比强度钛合金成为航空航天和军事工业中使用最广泛的金属材料。钛合金具有密度小、比强度高、耐腐蚀、抗疲劳等优点,广泛应用于武器装备和深海工业领域,其中ti-6al-4v钛合金是一种典型α-β双相钛合金,兼具α型和β型钛合金的优点,是应用量最大的钛合金。与传统焊接技术相比,窄间隙激光填丝焊具有热输入小、热影响区狭窄、焊接效率高等诸多优点,同时利用填充焊丝对烧损合金和有益合金元素的补充,可以进一步对焊接接头组织性能进行优化,从而在钛合金焊接领域获得大量应用。
3.窄间隙激光填丝焊接过程是单道多层填充金属的热累计,而焊接过程中的多次热循环必然会使焊缝组织变得极为复杂和不均匀,导致焊接接头应力变形不均匀,从而影响钛合金焊接零部件的服役安全性能,继而限制其在工业生产中的应用。钛合金的导热性能较差,在激光高能束焊接条件下,钛合金焊缝熔池温度较高,为高温β相的长大提供了充裕条件,并且在焊后的快速冷却条件下发生无扩散位移转变(β
→
α'),在钛合金焊缝组织中引入高密度异相界面(pbs)。钛合金焊缝组织中的α'马氏体相变可以实现两个关键优势:一方面,通过快冷驱动相变,构建双相微观结构而产生界面硬化;另一方面,通过力致相变诱导硬化,通常表现为较低的屈服强度、较高的加工硬化能力和断裂延伸率。因此,相关研究学者期望通过调节晶界(gbs)和异相界面(pbs)的密度和空间分布特征优化其力学性能,例如调控钛合金焊缝组织中晶格不连续的α/β相界面结构与特性来显著提升钛合金焊接接头的综合力学性能。然而,由于钛合金焊接接头中尺寸为几十甚至几百微米的较大β晶粒往往会形成微米级和亚微米级的α'马氏体片层,导致相界面密度低,继而导致接头塑韧性较差。
4.ti-6al-4v双相钛合金激光填丝焊接接头,由于其中的hcp组成相的滑移系较少,各向异性强,故其强度虽然很高,但塑韧性会较差,因此,如何通过调控焊缝组织构成、形态及分布,进而优化焊接接头的综合力学性能是一个挑战。
技术实现要素:
5.本发明为解决现有钛合金激光填丝焊接接头虽然强度较高,但塑韧性较差的技术问题,而提供了一种基于ti-6al-4v钛合金的高塑韧高强焊接接头及其组织调控方法和应用。
6.本发明的目的之一在于提供一种基于ti-6al-4v钛合金的高塑韧高强焊接接头组织调控方法,所述方法按以下步骤进行:
7.s1:以ti-al-v系药芯焊丝作为填充金属对ti-6al-4v钛合金板进行激光填丝焊;
8.s2:将焊接接头在915-925℃下保温0.8-1.2h,空冷至室温,再加热至645-655℃保温1.8-2.2h,空冷至室温,得到高塑韧高强焊接接头。
9.进一步限定,s1中ti-al-v系药芯焊丝熔敷金属的元素组成及其质量分数为:al:6.10%、v:4.15%、fe:0.040%、c:0.012%、n:0.006%、h:0.001%、o:0.02%、余量:ti。
10.进一步限定,s1中ti-6al-4v钛合金板的元素组成及其质量分数为:al:6.30%、v:4.11%、fe:0.018%、c:0.024%、n:0.007%、h:0.001%、o:0.14%、余量:ti。
11.进一步限定,s1中激光填丝焊的工艺参数为:焊接激光光束采用圆形摆动模式,摆动频率为100hz,摆动幅度为2mm,层间温度为120-150℃。
12.进一步限定,s1后的焊态焊缝组织为针状α'马氏体。
13.本发明的目的之二在于提供一种按上述调控方法获得的基于ti-6al-4v钛合金的高塑韧高强焊接接头,所述基于ti-6al-4v钛合金的高塑韧高强焊接接头焊缝组织由等轴α相、片层状次生αs相、非连续晶界α
gb
相和β相构成。
14.进一步限定,接头焊缝组织中β相的体积分数≤15%。
15.进一步限定,接头焊缝组织中片层状次生αs相的体积分数≥60%。
16.进一步限定,接头焊缝组织中片层状次生αs相的平均厚度为0.95μm。
17.本发明的目的之三在于提供一种按上述调控方法在ti-6al-4v钛合金焊后接头焊缝处理中的应用。
18.本发明相比于现有技术的优点:
19.对ti-6al-4v双相钛合金焊接接头进行性能调控的核心是强度-塑性-韧性的合理匹配,本发明以ti-al-v系药芯焊丝作为填充金属,对获得的焊接接头进行性能调控,达到了调控焊接接头组织构成、组织形状以及各相分布的目的,从而解决了现有ti-6al-4v钛合金激光填丝焊接接头虽然强度较高,但塑韧性较差的技术问题,具体优点如下:
20.1)本发明通过在特定温度下进行热处理,使α相在内应力作用下发生片层的断裂,从而形成短小片层状的次生αs相、等轴α相和α
gb
的混合三态组织。少量等轴α相同基体没有固定的位向关系,位错容易找到可开动的滑移面,因而对变形起协调作用;片层状次生αs相降低了等轴α相间的平均自由程,使滑移带间距减小,位错线分布均匀且细致,没有局部位错的严重塞积,而从推迟孔洞的形核和扩张,使焊缝的强度-塑性-韧性得以兼顾。
21.2)本发明提出的两段退火热处理工艺,可以显著提高后续冷却过程中α相的形核率,大量细密次生αs相的析出截断了初生α
p
相板条,使α相板条的长宽比减小。同时,次生αs相含量的提高使晶粒内发生更多的分割,这些分割降低了位错的交滑移频率,使晶内位错的容纳能力增大,又进一步提高了焊接接头的冲击韧性,最终获得具有优异的冲击性能的焊接接头。
附图说明
22.图1为实施例1焊后接头焊缝区组织微观结构示意图,a-焊态,b-热处理态;
23.图2为实施例1焊态焊接接头的微观组织形貌的om和sem图,其中a-整体图,b-母材om,e-母材sem,c-热影响区om,f-热影响区sem,d-焊缝区om,g-焊缝区sem;
24.图3为实施例1热处理态焊接接头的微观组织形貌的om和sem图,其中a-整体图,b-母材om,e-母材sem,c-热影响区om,f-热影响区sem,d-焊缝区om,g-焊缝区sem;
25.图4为实施例1焊态及热处理态焊接接头焊缝区tem图,a、b-焊态,c、d-热处理态;
26.图5为实施例1焊态及热处理态焊接接头焊缝区晶粒形貌和取向图,a、b-焊态,c、d-热处理态;
27.图6为实施例1焊态焊接接头焊缝区晶界取向差分布图;
28.图7为实施例1热处理态焊接接头焊缝区晶界取向差分布图;
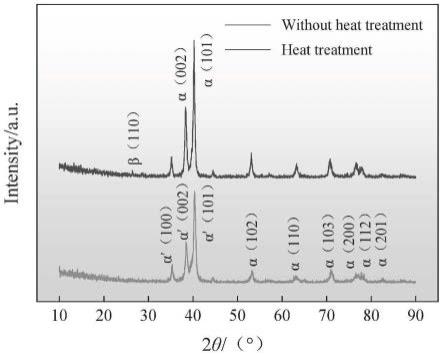
29.图8为实施例1焊态及热处理态焊接接头焊缝区物相xrd图;
30.图9为实施例1焊态及热处理态焊接接头室温拉伸试样断后微观组织形貌图;a、b、c-焊态,d、e、f-热处理态;
31.图10为实施例1焊态及热处理态焊接接头室温冲击试样断后微观组织形貌图;a、c-焊态,b、d-热处理态。
具体实施方式
32.下述实施例中所使用的实验方法如无特殊说明均为常规方法。所用材料、试剂、方法和仪器,未经特殊说明,均为本领域常规材料、试剂、方法和仪器,本领域技术人员均可通过商业渠道获得。
33.实施例1:
34.本实施例的一种基于ti-6al-4v钛合金的高塑韧高强焊接接头的组织调控方法按以下步骤进行:
35.s1:
36.以直径为1.6mm的ti-al-v系药芯焊丝(化学成分见表1)作为填充金属对ti-6al-4v钛合金板(化学成分见表1)进行激光填丝焊(焊接工艺参数见表2);
37.具体地:
38.(1)先将ti-6al-4v钛合金板加工成y型坡口,其坡口钝边为2mm,坡口根部间隙为3.2mm,单边坡口角度为1.5
°
;然后对待焊试板进行打磨和酸洗,酸洗溶液由体积分数为5%hf+30%hno3+h2o组成,去除表面油污和氧化物后用酒精和水洗清除酸液后烘干备用进行后续焊接;
39.(2)焊接激光光束采用圆形摆动模式,摆动频率为100hz,摆动幅度为2mm,使用单激光进行打底焊,然后再填充6道完成焊接,层间温度为120-150℃,焊接过程采用ar进行焊缝的正反面保护,保护气体ar的输出压力为0.5mpa,其他焊接工艺参数见表2。
40.焊后接头焊缝区组织微观结构示意图如图1a所示。
41.s2:
42.将焊接接头在920℃下保温1h,空冷至室温,再加热至650℃保温2h,空冷至室温,得到高塑韧高强焊接接头,其组织微观结构示意图如图1b所示。
43.表1.化学成分(质量分数,%)
44.45.表2.焊接工艺参数
[0046][0047]
检测试验
[0048]
(一)针对实施例1中s1后的焊态焊接接头和s2后的热处理态焊接接头进行微观形貌表征:
[0049]
(1)焊接接头的微观组织形貌(om和sem):
[0050]
(1.1)焊态焊接接头的微观组织形貌如图2所示,其中图2b和图2e为母材(bm)的om和sem图像,图2c和图2f为热影响区(haz)的om和sem图像,图2d和图2g为焊缝区(wm)的om和sem图像。
[0051]
从图2可以看出,最大晶粒组织出现在焊缝区域,随着与焊缝距离的增加,晶粒尺寸呈逐渐减小的趋势,即焊缝区、热影响区、母材的晶粒尺寸呈递减分布。
[0052]
从图2d和图2g可以发现,焊缝中存在大量柱状晶,内部为针状马氏体α
′
交织成的“网篮状”组织。焊接熔池在快速凝固过程中,合金元素来不及扩散而切变形成过饱和α
′
马氏体固溶体,α
′
马氏体在原始β柱状晶内部形核长大,先形成一根或若干根相互平行的初生α
′
马氏体,并在长距离内扩展贯穿整个晶粒后遇晶界停止,然后形成一系列相对细小的次生针状α
′
马氏体,遇晶界或初生α
′
马氏体而停止,导致焊缝区布满了长针状α'马氏体,最终焊缝区呈“网篮状”形貌。
[0053]
从图2c和图2f可以发现,热影响区由少量初生α
p
相、魏氏组织及α'马氏体构成,这是焊接过程中焊缝附近的金属被加热到较高温度后快速冷却造成的,该区域的针状α'马氏体数量比焊缝少,也更加细小。由于热影响区内各部分与熔池距离的不同,所受的影响也不同,靠近熔合线部分较远离熔合线的区域晶粒粗大,针状α'马氏体数量多且更密集;熔合线呈柱状晶和等轴晶联生特征。
[0054]
从图2b和图2e可以发现,母材区呈现出双态形貌,即由等轴状和长条状的α相与β相交织构成,在β相内部还发现少量次生αs相。
[0055]
(1.2)热处理态焊接接头的微观组织形貌如图3所示,其中图3b和图3e为母材(bm)的om和sem图像,图3c和图3f为热影响区(haz)的om和sem图像,图3d和图3g为焊缝区(wm)的om和sem图像。
[0056]
从图3可以看出,经过热处理后的焊接接头微观组织形貌与焊态焊接接头微观组织构成和形貌差别很大。
[0057]
从图3d和图3g可以发现,初生α
p
相在热处理过程中产生了不完全回复,晶粒呈现等轴化趋势,微观组织则由次生αs相、晶界α
gb
相和β相构成。
[0058]
从图3c和图3f可以发现,原始β晶界已经不再清晰明显,组织几乎全部由尺寸更加细小次生αs相、晶界α
gb
及少量残余β相构成,同时魏氏组织已经消失不见。
[0059]
从图3b和图3e可以发现,经过热处理的母材组织除了呈现出双态形貌特点外,还发现等轴状的α相含量明显增加,β相也变得更加细小但含量明显减少,另外也没有发现次
生αs相的存在。
[0060]
从图2和图3对比可以看出,焊接接头各区域的微观尺度有较为明显的区别,经过热处理的焊接接头中各区域的片层组织厚度和原始β相晶界宽度均明显增加。片层α相的厚度发生了一定程度的增加,这是由于第一阶段的近β快速空冷保留了组织中的晶体缺陷,这些晶体缺陷处为片状α相形核提供了大量的形核中心,片状α相的析出实质是一个形核长大的过程,次生片状αs相一般在β晶界上形核,由于特定的位向关系,当次生片状αs相形核后会迅速在长度方向上长大,直到接触到β晶界或相界面后,片状α的厚度和初生的尺寸才开始增加。同时由于发生β
→
α的转变,等轴初生α
p
相的体积分数也略有增加。由于第二重退火的开始,片层α相中的合金元素随温度的增加而更扩散剧烈,等片状α相形核长大后,将有足够的时间粗化,因此片层α相厚度增加。
[0061]
(2)焊接接头焊缝区tem形貌:
[0062]
(2.1)焊态焊接接头焊缝区tem形貌低倍和高倍图如图4a-b所示,可以看出,图4a中α'马氏体板条平均宽度约为0.35μm,板条α'马氏体之间穿插着少量残留β相,在α'马氏体内部可以发现较密集的位错,这是因为从高温β相区冷却过程中,β相切变为α'马氏体时,遵循burgers关系,会有位错产生来协调相变过程中产生的应变。在图5b发现α'马氏体内部出现了较密集的位错塞积。
[0063]
(2.2)热处理态焊接接头焊缝区tem形貌低倍和高倍图如图4c-d所示,可以看出,图5c中最终形成的板条状α相宽度明显增加,平均宽度约0.95μm,板条α相之间同样穿插着少量β相,可以发现经过热处理后的焊缝中位错密度大幅降低。同时在图5d中发现致密位错壁在α/β的边界处形成,这与α相和β相的热膨胀系数有关,α相的热膨胀系数远低于β相的热膨胀系数,因此较大的热应力必然集中在α/β的边界上,导致相应区域出现密集的位错。
[0064]
(3)焊接接头焊缝区的晶粒形貌和取向:
[0065]
(3.1)焊态焊接接头焊缝区的晶粒形貌和取向如图5a-b所示,可以看出,焊态焊接接头焊缝区存在明显的连续晶界(α
gb
相),这是由于从β相高温区直接冷却,温度很高,有足够的时间和形核驱动力使得初生α
p
相在晶界形核长大并生长为连续的晶界。
[0066]
(3.2)热处理态焊接接头焊缝区的晶粒形貌和取向如图5c-d所示,可以看出,本发明抑制了连续晶界α
gb
的形成,这是由于,在第二段中温退火过程中,焊缝区域的冷却速度较快,产生的过冷度较大,使得晶核不仅在晶界产生并长大成晶界α
gb
,同时会在初始α
p
之间形成次生αs,从而形成无序的网篮状形态,焊缝中不同取向组织相互交织分布,这样有利于抑制裂纹的扩展,改善材料的韧性。通过对比可以看出热处理态焊接接头焊缝区的针状组织更加细小,长径比也更小。图5b和图5d中的绿线代表2
°
~15
°
的小角度晶界,黑线代表大于15
°
的大角度晶界。由图可见,热处理态焊接接头焊缝中的大角度晶界比例略大。
[0067]
(4)焊接接头焊缝区的晶界取向差分布:
[0068]
焊态焊接接头焊缝区的晶界取向差分布图如图6所示。热处理态焊接接头焊缝区的晶界取向差分布图如图7所示。经过计算得出,焊态焊接接头中焊缝区中晶粒间的取向差大于15
°
的大角度晶界占比约83.78%,在55.5
°
~66.5
°
之间分布的约占73.67%;热处理态焊接接头焊缝中晶粒间的取向差大于15
°
的大角度晶界占比约为90.21%,在55.5
°
~66.5
°
之间分布的约占76.05%。冲击韧性与其晶粒间取向差分布密切相关,大角度的晶粒间取向分布可以有效地阻止微裂纹在晶内组织中的扩展,而对于小角度晶界,裂纹扩展时仅需要
偏转一点角度,就可以从下一个晶界扩展。因此,上述测试结果可以预示出热处理态焊接接头焊缝区的冲击韧性会更好。
[0069]
(5)焊缝区域的物相构成:
[0070]
焊态以及热处理态焊接接头焊缝区物相xrd图如图8所示,可以发现,焊态以及热处理态焊接接头焊缝区域均主要由密排六方(hcp)晶体结构组成,没有斜方晶格结构存在。同时,根据晶格常数比c/a并结合上述微观组织分析可以确定焊态焊缝中主要由α'马氏体组成,且主强峰都一致的出现在2θ=40.5
°
处,还有少量极弱的多角度α相衍射峰。热处理态焊缝中α相衍射峰中心角度位置与焊态焊缝中α'马氏体相同,另外还发现了β相的(110)衍射峰较为明显且尖锐,并且衍射峰向右偏移,这是由于在热处理过程中,非平衡态α'马氏体转变成β相,并在随后的随炉冷却过程中得以残留。衍射峰向右偏移说明经过热处理后的焊缝组织晶格常数变小,晶面间距也随之减小,随着从β相冷却将会使得α相在β相晶界处形核,并向β相晶内沿着某一位向生长,也表明热处理增加了焊缝的固溶度。
[0071]
(二)针对实施例1中s1后的焊态焊接接头和s2后的热处理态焊接接头进行力学性能表征:
[0072]
(1)室温拉伸及冲击性能检测:
[0073]
结果如表3所示,可以看出,经过热处理焊接接头的抗拉强度与焊态焊接接头的抗拉强度相当,相比焊态焊接接头的抗拉强度仅下降了0.5%,但断后伸长率相比焊态接头提高了7.7%,室温冲击功提高了33%,断后伸长率及室温冲击性能得到了有效提高。
[0074]
表3母材及焊接接头拉伸及冲击性能
[0075][0076]
(三)针对实施例1中s1后的焊态焊接接头和s2后的热处理态焊接接头拉伸断裂后的组织形貌进行表征。
[0077]
(1)室温拉伸断后形貌:
[0078]
焊态以及热处理态焊接接头室温拉伸试样断后的低倍与选定区域高倍微观组织形貌如图9所示,其中图9a、图9b和图9c为焊态焊接接头拉伸试样断口宏观及微观形貌,可以看出,断口平面较为平坦,韧窝大小不一且较浅;图9d、图9e和图9f为热处理态焊接接头冲击试样断口宏观及微观形貌,可以看出,断口中的韧窝较深且均匀分布。由此可以看出,焊接接头经过退火热处理后,焊缝中原有的魏氏组织会转变为α相网篮组织,晶界被破碎甚至消失,晶界对滑移的阻碍作用削弱,使得滑移距离增加,塑性获得显著提升;同时,单个α'马氏体集束内交织的粗细片层组织引发裂纹扩展方向发生偏移,对裂纹扩展具有明显的阻碍作用,有利于提高焊缝的塑性。
[0079]
(2)室温冲击断后形貌:
[0080]
焊态以及热处理态焊接接头室温冲击试样断后的宏观与微观组织形貌如图10所示,其中图10a和图10c为焊态焊接接头冲击试样断口宏观及微观形貌,断口中河流状花样明显,属于解理断裂,韧性较差;图10b和图10d为热处理态焊接接头冲击试样断口宏观及微观形貌,在断口中发现了剪切唇和韧性断裂特征,具有较好的冲击韧性。从图10c中选定区域的放大照片可以发现试样启裂区断口主要由撕裂韧窝组成,并发现了较多的孔洞。而从图10d中选定区域的放大照片可以发现试样启裂区断口全部由剪切韧窝组成,并且热处理态焊接接头冲击断口的启裂区较焊态焊接接头冲击断口的起裂区宽度较大,同时发现孔洞的数量大幅减少。热处理后的焊缝组织次生αs片层厚度增加,在断裂过程中将阻碍裂纹的扩展,从而使扩展路径变得曲折,因此试样的断口特征呈现出高低起伏的崎岖形貌。
[0081]
冲击韧性与片层组织的厚度密切相关。经过退火处理后的焊缝组织以αs相片层组织为主,且片层厚度较大,在片层之间还存在少量的点状分布的β相和非连续晶界α
gb
相。试样在冲击过程中,在粗细片层和α/β界面裂纹扩展方向易发生偏转,导致扩展路径曲折,从而提高了冲击韧性。当焊接接头被加热至920℃保温,在随后的冷却过程中导致了亚稳相的形成、分解,大量的亚稳相将作为α相形核的质点,从而使α相的形核率大幅提高,大量细密次生αs相的析出截断了初生α
p
相板条,使α相板条的长宽比减小。同时,次生αs相含量的提高使晶粒内发生更多的分割,这些分割降低了位错的交滑移频率,使晶内位错的容纳能力增大,从而可以提高焊接接头冲击韧性。
[0082]
综上可知,冲击韧性与组织参数之间的关系,冲击韧性的大小是由材料的抗临界裂纹形核能力和裂纹扩展能力共同决定的,即:
[0083]cv
=c
vi
+c
vp
[0084]
式中:cv为总冲击功;c
vi
为临界裂纹形成功;c
vp
为失稳扩展功和剪切唇形成功之和。
[0085]
通过分析发现α相的形貌对冲击韧性的影响十分显著:初生相α
p
相是裂纹萌生和扩展的通道,材料的韧性会随α
p
相平均自由程的增加而提高;次生相αs相的形貌为短棒状韧性相,当裂纹与之相遇时,会产生塑性变形,从而吸收较多的功,表现出较好的冲击韧性;同时发现组织中α'马氏体增多会降低冲击韧性,这是因为α'马氏体的内部含有大量位错。关于组织对冲击韧性的影响。初生相α
p
的晶界、α/β界面以及β相的晶界易形成裂纹,而对于网篮组织,由于其具有“十”字形的α片层组织,裂纹扩展路径较曲折,吸收能量较多,因此具有最高的冲击韧性值。综上所述,对于α+β双相钛合金焊缝组织而言,尺寸适中的片层组织的冲击韧性较等轴和双态组织的更好,因此在后续实际生产应用中,可以通过热处理手段得到片层尺寸合适的片层组织以获得优异的冲击性能。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1