一种钎焊钎料敷设方法与流程
:
1.本发明涉及一种钎焊钎料敷设方法。
背景技术:
2.钎焊,是指低于焊件熔点的钎料和焊件同时加热到钎料熔化温度后,利用液态钎料填充固态工件的缝隙使金属连接的焊接方法;钎焊时,首先要去除母材接触面上的氧化膜和油污,以利于毛细管在钎料熔化后发挥作用,增加钎料的润湿性和毛细流动性。
3.钎焊主要用于制造精密仪表、电气零部件、异种金属构件以及复杂薄板结构,如夹层构件、蜂窝结构等,也常用于钎焊各类异线与硬质合金刀具;钎焊时,对被钎接工件接触表面经清洗后,以搭接形式进行装配,把钎料放在接合间隙附近或直接放入接合间隙中。
4.在钎焊实际操作过程中,钎焊钎料按形状特征主要分为粉态、线态、片态等形态,而对于高精度焊接,钎料形态、钎料添加精度以及钎料的固定方式是一直存在的技术难题;对于粉态钎料,将粉态钎料与粘结剂稀释剂调合成膏状然后用工具涂抹在焊缝周围的操作工艺不方便进行实际操作,钎料添加比例不均匀,且敷设时不利于精细控制;对于线态钎料,在实际操作过程中钎料容易脱落;对于片状钎料,由于片态钎料本身较薄,在加热后需要在被焊工件上施加一定的作用力来方便焊缝的填充,操作工艺较为繁琐。
技术实现要素:
5.本发明实施例提供了一种钎焊钎料敷设方法,方法设计合理,将钎料预制成膏状,替代现有多形态的钎料类型,保证钎料的添加比例均匀,实现敷设的精细控制,简化实际操作步骤,方便进行焊缝的填充,同时还能有效避免钎料的脱落和缺料现象,从而提升钎料的整体敷设质量,解决了现有技术中存在的问题。
6.本发明为解决上述技术问题所采用的技术方案是:
7.一种钎焊钎料敷设方法,所述敷设方法包括以下步骤:
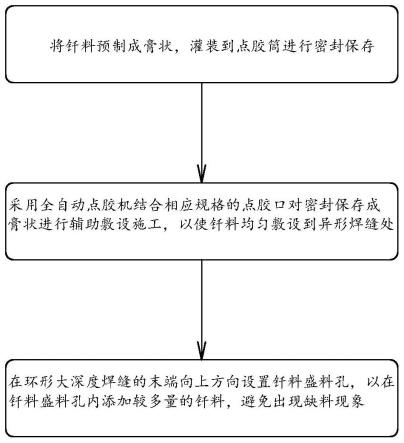
8.s1,将钎料预制成膏状,灌装到点胶筒进行密封保存;
9.s2,采用全自动点胶机结合相应规格的点胶口对密封保存成膏状进行辅助敷设施工,以使钎料均匀敷设到异形焊缝处;
10.s3,在环形大深度焊缝的末端向上方向设置钎料盛料孔,以在钎料盛料孔内添加较多量的钎料,避免出现缺料现象。
11.将钎料预制成膏状,灌装到点胶筒进行密封保存包括以下步骤:
12.s1.1,将钎料粉未、焊剂、成膏体按一定的比例制成膏状制剂;
13.s1.2,一批次可生产较大数量的制剂,采用搅拌设备可更好的保证产品的均匀性,同时批量生产减少容器附着产生的浪费,从而可节约成本;
14.s1.3,采用专用罐装设备进行分装到点胶筒中;
15.s1.4,利用真空设备进行抽真空,保证点胶筒内的钎料质密,没有气泡混合;
16.s1.5,进行真空包装利于延长钎料的保质期。
17.所述全自动点胶机通过可调拨码进行编程可实现自由设定,调节进气压力并按照实际需求配置相应的出料口径;在全自动点胶机的出料口选用标准化接口,同时配套标准化生产针头,使钎料准确方便的敷设到各种异形焊缝处。
18.所述全自动点胶机包括壳体,在壳体上设有相配合的输入气压调节旋钮和真空控制器,还设有吐出时间拨码和间隔时间设定拨码,以自动编程设定;在壳体上设有气压表和显示表。
19.所述点胶筒的材质为pet,包括多个容量型号。
20.所述钎料盛料孔与工件的钎焊焊接面相互连通且相垂直设置,所述钎焊焊接面为圆弧焊接面。
21.本发明采用上述结构,将钎料预制成膏状,将预制好的钎料进行分装到点胶筒内方便施工及保,;将分装好的钎料抽真空保存,从而延长钎料保质期;产品结构设计时在焊接面径向设置盛料结构,方便钎料的施料;对产品采用激光点焊进行定位,从而解决产品工装焊接时高温变形的问题;进一步的,复杂的定位工装在常温下工作,定位准确后激光点焊固定,取下定位工装,钎焊焊接时不需要复杂而精密的定位工装,具有施工方便、生产成本低、品质易保证的优点。
附图说明:
22.图1为本发明的流程示意图。
23.图2为本发明的全自动点胶机的结构示意图。
24.图中,1、壳体,2、输入气压调节旋钮,3、真空控制器,4、气压表,5、吐出时间拨码,6、间隔时间设定拨码。
具体实施方式:
25.为能清楚说明本方案的技术特点,下面通过具体实施方式,并结合其附图,对本发明进行详细阐述。
26.如图1-2中所示,一种钎焊钎料敷设方法,所述敷设方法包括以下步骤:
27.s1,将钎料预制成膏状,灌装到点胶筒进行密封保存;
28.s2,采用全自动点胶机结合相应规格的点胶口对密封保存成膏状进行辅助敷设施工,以使钎料均匀敷设到异形焊缝处;
29.s3,在环形大深度焊缝的末端向上方向设置钎料盛料孔,以在钎料盛料孔内添加较多量的钎料,避免出现缺料现象。
30.将钎料预制成膏状,灌装到点胶筒进行密封保存包括以下步骤:
31.s1.1,将钎料粉未、焊剂、成膏体按一定的比例制成膏状制剂;
32.s1.2,一批次可生产较大数量的制剂,采用搅拌设备可更好的保证产品的均匀性,同时批量生产减少容器附着产生的浪费,从而可节约成本;
33.s1.3,采用专用罐装设备进行分装到点胶筒中;
34.s1.4,利用真空设备进行抽真空,保证点胶筒内的钎料质密,没有气泡混合;
35.s1.5,进行真空包装利于延长钎料的保质期。
36.所述全自动点胶机通过可调拨码进行编程可实现自由设定,调节进气压力并按照
实际需求配置相应的出料口径;在全自动点胶机的出料口选用标准化接口,同时配套标准化生产针头,使钎料准确方便的敷设到各种异形焊缝处。
37.所述全自动点胶机包括壳体,在壳体上设有相配合的输入气压调节旋钮和真空控制器,还设有吐出时间拨码和间隔时间设定拨码,以自动编程设定;在壳体上设有气压表和显示表。
38.所述点胶筒的材质为pet,包括多个容量型号。
39.所述钎料盛料孔与工件的钎焊焊接面相互连通且相垂直设置,所述钎焊焊接面为圆弧焊接面。
40.本发明实施例中的一种钎焊钎料敷设方法的工作原理为:将钎料预制成膏状,替代现有多形态的钎料类型,保证钎料的添加比例均匀,实现敷设的精细控制,简化实际操作步骤,方便进行焊缝的填充,同时还能有效避免钎料的脱落和缺料现象,从而提升钎料的整体敷设质量;进一步的,专业的钎料厂预制的膏状钎料能够更好的进行各种材料的精准配比,控制产品粘度,以方便进行施工和获取更好的焊接效果。
41.在整体方案中,主要包括以下步骤:将钎料预制成膏状,灌装到点胶筒进行密封保存;采用全自动点胶机结合相应规格的点胶口对密封保存成膏状进行辅助敷设施工,以使钎料均匀敷设到异形焊缝处;在环形大深度焊缝的末端向上方向设置钎料盛料孔,以在钎料盛料孔内添加较多量的钎料,避免出现缺料现象。
42.优选的,将钎料预制成膏状,灌装到点胶筒进行密封保存包括以下步骤:将钎料粉未、焊剂、成膏体按一定的比例制成膏状制剂;一批次可生产较大数量的制剂,采用搅拌设备可更好的保证产品的均匀性,同时批量生产减少容器附着产生的浪费,从而可节约成本;采用专用罐装设备进行分装到点胶筒中;利用真空设备进行抽真空,保证点胶筒内的钎料质密,没有气泡混合;进行真空包装利于延长钎料的保质期;既能够获取所需要的膏状钎料,又能够对钎料进行有效长时间保存。
43.全自动点胶机是本技术中的重要功能设备,可配合多个规格的点胶口来进行辅助施工,具有多种吐出方式和功能,能够适用于多种不同的应用场景,点胶过程可自由设定,拨码编程可以精确到0.01的数量级,进而能够显示出精准的出胶时间;同时,进气压力和出料口径均可以进行调节,适用范围广。
44.点胶机的出料口选用标准化接口方式,配套标准化生产针头,真正做到操作方便,经济实惠;采用本工艺敷设钎料操作简单,可自如实现精细控制,钎料可准确方便的敷设到各种异形焊缝处,钎料本身具有一定粘性,可自如敷设到360度空间任意方向。
45.具体的,全自动点胶机包括壳体1,在壳体1上设有相配合的输入气压调节旋钮2和真空控制器3,还设有吐出时间拨码5和间隔时间设定拨码6,以自动编程设定;在壳体1上设有气压表4和显示表;通过可调拨码进行编程可实现自由设定,调节进气压力并按照实际需求配置相应的出料口径;在全自动点胶机的出料口选用标准化接口,同时配套标准化生产针头,使钎料准确方便的敷设到各种异形焊缝处。
46.优选的,点胶筒的材质为pet,包括多个容量型号,进一步保证本技术可以适用于多种应用场景。
47.对于环形大深度焊缝,在焊缝的末端向上方向设置钎料盛料孔,在孔内可添加较多的钎料,在钎焊加热后钎料在毛线作用下可填允较长距离的焊接面,且盛料孔内钎料充
足,不会出现缺料现象,从而保证钎料质量。
48.特别说明的是,为了方便进行实际工艺焊接,钎料盛料孔与工件的钎焊焊接面相互连通且相垂直设置,所述钎焊焊接面为圆弧焊接面。
49.替代现有多形态的钎料类型,保证钎料的添加比例均匀,解决现有焊接工艺中存在复杂繁琐的问题。
50.综上所述,本发明实施例中的一种钎焊钎料敷设方法将钎料预制成膏状,替代现有多形态的钎料类型,保证钎料的添加比例均匀,实现敷设的精细控制,简化实际操作步骤,方便进行焊缝的填充,同时还能有效避免钎料的脱落和缺料现象,从而提升钎料的整体敷设质量。
51.上述具体实施方式不能作为对本发明保护范围的限制,对于本技术领域的技术人员来说,对本发明实施方式所做出的任何替代改进或变换均落在本发明的保护范围内。
52.本发明未详述之处,均为本技术领域技术人员的公知技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1