宽间隙搅拌摩擦对搭接的焊接方法
本发明属于搅拌摩擦焊接领域,具体涉及一种宽间隙搅拌摩擦对搭接的焊接方法。
背景技术:
1、搅拌摩擦焊(fsw)是一种优质、高效、节能无污染的固相连接方法。基于fsw的焊接特点,fsw被广泛应用于各类型材的长直焊缝的焊接。在实际生产过程中,由于接头形式、型材直线度公差及fsw工装精度等因素影响,使得长直铝合金型材焊前装配过程中常会存在一定的间隙。此外,在焊接过程中,因工装卡具加压固定问题,搅拌头下压挤压被焊区域,强大的压力会造成装配间隙逐渐变大。
2、基于fsw的焊接技术特点,焊接过程所允许的焊缝间隙通常需要小于板厚的十分之一。虽然有研究报道间隙较小时不会影响fsw过程,但此时对fsw工艺参数的要求更为严格,常常需要施加更大的压力或下压量,造成飞边过大,影响接头的外观质量,给后续处理带来困难,并由于厚度减薄原因造成接头力学性能下降。目前常用的方法是在间隙处填充合适的材料作为焊丝,然而由于焊丝或焊片的成分、流动性等与铝合金母材不同,通常会产生各种焊接缺陷。由于焊丝增加了焊接界面,界面中的氧化膜数量增多,焊核内“s”线、洋葱环等特征微观组织演化复杂,fsw接头成形难度增加,并显著影响接头的力学与耐蚀性能。然而当装配间隙过大时,即使在间隙内添加焊丝,fsw过程中材料流动困难,很难得到无缺陷的fsw接头,常出现孔洞、隧道型的结构缺陷。因此,如何实现含间隙焊缝的高质量焊接,是fsw急需克服的一项难题。
3、在实际生产过程中,实际需要焊接的结构更为复杂,不仅仅是平直焊缝需要焊接,对于复杂的型材或者蒙皮结构,有时需要进行搭接或者对搭接焊。而型材的由于生产公差以及装配公差问题,更容易出现装配间隙,此时材料在fsw过程中流动更为复杂,含间隙的对搭接结构的焊接要比常规焊间隙对搭接焊难度更高,因此如何实现含间隙对搭接fsw焊缝的高质量焊接是工程应用中急需解决的关键问题。
技术实现思路
1、因此,本发明提供一种宽间隙搅拌摩擦对搭接的焊接方法,以解决传统的搅拌摩擦焊接工艺无法焊接宽间隙或者在焊接宽间隙焊缝时存在飞边过大,焊接质量不高的问题。
2、为了解决上述问题,本发明提供一种宽间隙搅拌摩擦对搭接的焊接方法,包括如下步骤:
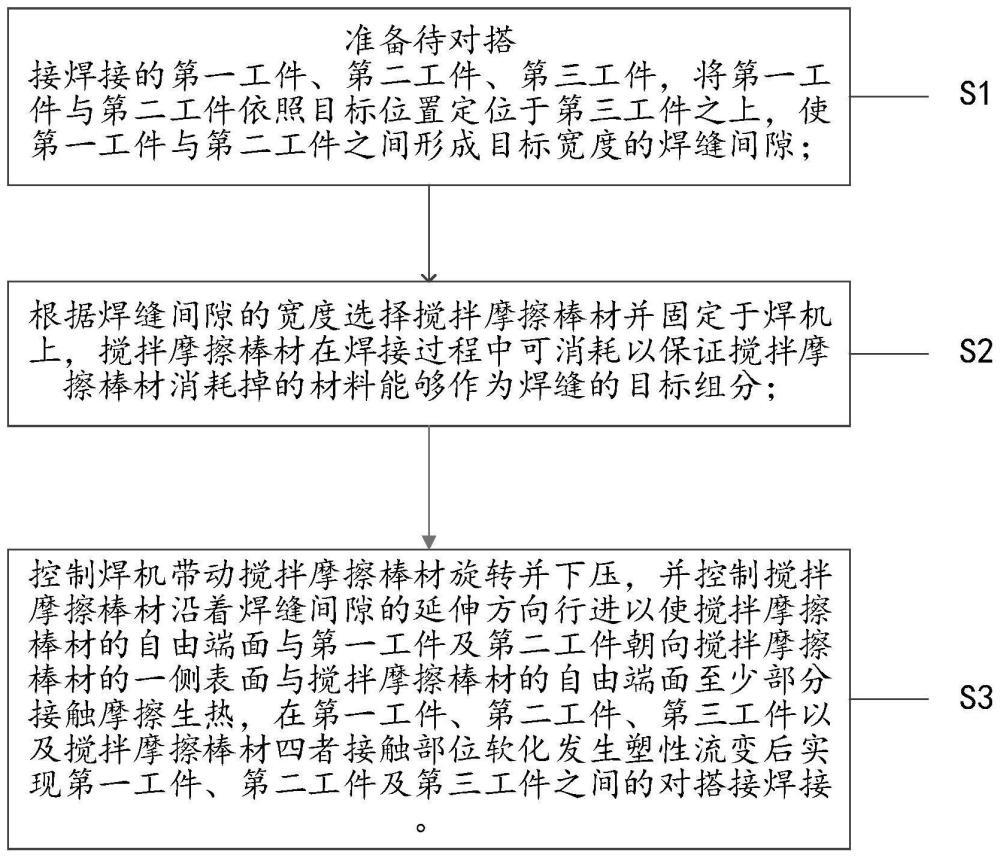
3、s1,准备待对搭接焊接的第一工件、第二工件、第三工件,将所述第一工件与所述第二工件依照目标位置定位于第三工件之上,使所述第一工件与所述第二工件之间形成目标宽度的焊缝间隙;
4、s2,根据所述焊缝间隙的宽度选择搅拌摩擦棒材并固定于焊机上,所述搅拌摩擦棒材在焊接过程中可消耗以保证所述搅拌摩擦棒材消耗掉的材料能够作为焊缝的目标组分;
5、s3,控制所述焊机带动所述搅拌摩擦棒材旋转并下压,并控制所述搅拌摩擦棒材沿着所述焊缝间隙的延伸方向行进以使所述搅拌摩擦棒材的自由端面与所述第一工件及第二工件朝向所述搅拌摩擦棒材的一侧表面与所述搅拌摩擦棒材的自由端面至少部分接触摩擦生热,在所述第一工件、第二工件、第三工件以及搅拌摩擦棒材四者接触部位软化发生塑性流变后实现所述第一工件、第二工件及第三工件之间的对搭接焊接。
6、在一些实施方式中,
7、所述搅拌摩擦棒材的下压速度为v,所述搅拌摩擦棒材的行进速度为f,所述第一工件与所述第二工件皆为板件且板厚为t,所述焊接间隙为s,所述搅拌摩擦棒材的直径为d,
8、在一些实施方式中,
9、5mm≤s≤10mm。
10、在一些实施方式中,
11、2s≤d≤4s。
12、在一些实施方式中,
13、所述搅拌摩擦棒材的旋转角速度为ω,800转/分钟≤ω≤3000转/分钟;和/或,50mm/min≤f≤500mm/min;和/或,10mm≤v≤60mm。
14、在一些实施方式中,
15、所述第一工件、第二工件以及所述搅拌摩擦棒材的材质相同或者不同,所述搅拌摩擦棒材的熔点不大于所述第一工件、第二工件及第三工件的熔点。
16、在一些实施方式中,
17、所述第一工件的材质为镁合金、铝合金、金属基复合或者钢铁材料中的一种;和/或,所述第二工件的材质为镁合金、铝合金、金属基复合或者钢铁材料中的一种;和/或,所述第三工件的材质为镁合金、铝合金、金属基复合或者钢铁材料中的一种;和/或,所述搅拌摩擦棒材的材质为镁合金、铝合金、金属基复合或者钢铁材料中的一种。
18、在一些实施方式中,
19、所述第一工件、第二工件、第三工件在施焊之前,采用机械打磨其表面。
20、在一些实施方式中,
21、在焊接过程中,所述搅拌摩擦棒材的自由端面与所述第一工件与所述第二工件朝向所述搅拌摩擦棒材一侧表面平行。
22、本发明提供的一种宽间隙搅拌摩擦对搭接的焊接方法,搅拌摩擦棒材既能够通过高速旋转与与之接触的工件之间摩擦生热,同时还能够通过自身的消耗实现对焊接间隙的填充,并在对第一工件、第二工件、第三工件的接触部位软化塑性流变的作用下实现具有宽间隙的第一工件、第二工件及第三工件的对搭接焊接,焊接过程中材料无熔化和凝固过程,避免了熔化焊缺陷,解决了焊接间隙较大时搅拌摩擦焊无法焊接的难题,缩短了工艺流程、提高了生产效率、大大节省了能耗与生产成本,经试验验证,采用本发明的焊接方法焊接得到的焊缝组织细小均匀,接头具有优异的力学性能。
技术特征:
1.一种宽间隙搅拌摩擦对搭接的焊接方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的焊接方法,其特征在于,
3.根据权利要求2所述的焊接方法,其特征在于,
4.根据权利要求2所述的焊接方法,其特征在于,
5.根据权利要求2所述的焊接方法,其特征在于,
6.根据权利要求2所述的焊接方法,其特征在于,
7.根据权利要求6所述的焊接方法,其特征在于,
8.根据权利要求1所述的焊接方法,其特征在于,
9.根据权利要求1所述的焊接方法,其特征在于,
技术总结
本发明提供一种宽间隙搅拌摩擦对搭接的焊接方法,属于焊接技术领域,包括如下步骤:准备待对搭接焊接的第三工件及处于其上的第一工件、第二工件,第一工件与第二工件之间形成目标宽度的焊缝间隙;根据焊缝间隙的宽度选择搅拌摩擦棒材;控制搅拌摩擦棒材旋转并下压,并沿着焊缝间隙的延伸方向行进以使搅拌摩擦棒材与工件一侧表面接触摩擦生热,在三工件以及搅拌摩擦棒材四者接触部位软化发生塑性流变后实现三工件之间的对搭接焊接。本发明搅拌摩擦棒材既能够通过高速旋转与与之接触的工件之间摩擦生热,同时还能够通过自身的消耗实现对焊接间隙的填充实现具有宽间隙的三工件的对搭接焊接,解决了焊接间隙较大时搅拌摩擦焊无法焊接的难题。
技术研发人员:王贝贝,刘峰超,薛鹏,张昊,张振,吴利辉,倪丁瑞,肖伯律,马宗义
受保护的技术使用者:中国科学院金属研究所
技术研发日:
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!