一种成型铣刀、铣床以及道岔垫板台板压舌加工方法与流程
1.本发明涉及铣刀装备技术领域,尤其涉及一种成型铣刀、铣床以及道岔垫板台板压舌加工方法。
背景技术:
2.道岔垫板台板件设有压口,用于铺设中钢轨的定位和固定,按照轨腰下部形状,设计有两个斜面。目前道岔垫板台板压舌是通过刨床进行加工,由于压舌加工需进行多斜面连续加工,需进行多次调整刨刀角度,使得加工过程中,一次加工数量较少,生产效率较低,产品质量不稳定,对加工效率、加工质量、工人劳动强度以及生产成本造成一定影响。
技术实现要素:
3.针对上述缺陷或不足,本发明的目的在于提供一种成型铣刀、铣床以及道岔垫板台板压舌加工方法。
4.为达到以上目的,本发明的技术方案为:一种成型铣刀,包括:刀盘,所述刀盘上设置有多组结构相同的铣削刀片组;其中,所述铣削刀片组中包括用于铣削直立面的直立面铣削刀机构和用于铣削斜面的斜面铣削刀机构。
5.所述刀盘为圆盘形状,所述铣削刀片组沿刀盘周向边沿均匀分布,且直立面铣削刀机构和用于铣削斜面的斜面铣削刀机构之间间隔相同。
6.所述直立面铣削刀机构包括:直立面铣削刀片以及位于直立面铣削刀片一侧的直立面铣削退屑槽,所述直立面铣削刀片通过固定螺丝和压紧块固定安装于刀盘边沿。
7.所述斜面铣削刀机构包括多个斜面铣削刀机构,且每个斜面铣削刀机构的铣削斜率不同。
8.所述斜面铣削刀机构包括第一斜面铣削刀机构和第二斜面铣削刀机构,且第二斜面铣削刀机构的铣削斜率大于第一斜面铣削刀机构。
9.所述第一斜面铣削刀机构和第二斜面铣削刀机构均包括:斜面铣削刀片以及位于斜面铣削刀片底部的斜面铣削退屑槽;其中,所述第一斜面铣削刀机构的斜面铣削刀片倾斜度小于第二斜面铣削刀机构的斜面铣削刀片。
10.所述斜面铣削刀片通过固定螺丝和压紧块固定安装于刀盘上。
11.一种铣床,包括铣床本体,所述铣床本体上设置有bt 刀柄,所述安装有上述的成型铣刀。
12.所述铣床本体为数控或普通铣床本体。
13.一种所述的成型铣刀的道岔垫板台板压舌加工方法,包括:将两件待加工工件固定安装于加工台上,所述两件待加工工件分别对称安装于成型铣刀的两侧;根据加工需求,设定成型铣刀的转速,并且调整成型铣刀与待加工工件固的距离,完成对刀;
通过用于铣削直立面的直立面铣削刀机构和用于铣削斜面的斜面铣削刀机构对待加工工件进行铣削,形成压舌。
14.与现有技术比较,本发明的有益效果为:本发明提供了一种成型铣刀、铣床以及道岔垫板台板压舌加工方法,通过在刀盘上设置多组铣削刀片组,并且每组铣削刀片组均包含直立面铣削刀机构和斜面铣削刀机构,能够根据压舌形状对待加工工件同时进行多个多斜面一次性成型铣削加工,完成压舌加工,实现该部位加工的以铣代刨,能有效提高生产效率和产品质量,能有效降低工人劳动强度,另外,由于一次性成型加工,减少了刀具的调整,保证了加工精度和表面质量要求。
附图说明
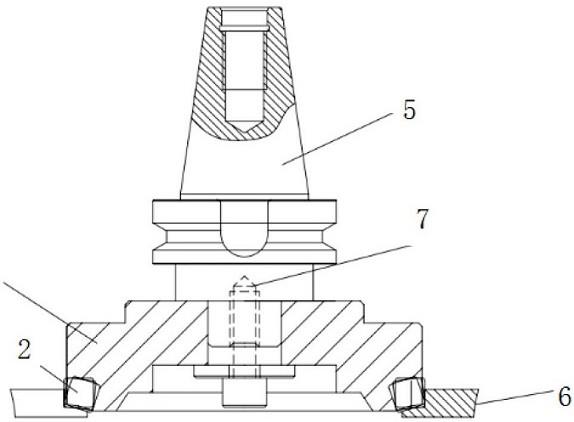
15.图1 是本发明成型铣刀结构示意图;图2 是本发明成型铣刀刀盘结构示意图;图3 是本发明道岔垫板台板压舌构示意图。
16.图中,1—刀盘;2—铣削刀片组;3—直立面铣削刀机构;4—斜面铣削刀机构;5—bt 刀柄;6—待加工工件;7—螺栓;31—直立面铣削刀片;32—直立面铣削退屑槽;41—第一斜面铣削刀机构;42—第二斜面铣削刀机构;43—斜面铣削刀片;44—斜面铣削退屑槽。
具体实施方式
17.下面将结合附图对本发明做详细描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明的保护范围。
18.如图1、2 所示,本发明提供了一种成型铣刀,包括:刀盘1,所述刀盘1 上设置有多组结构相同的铣削刀片组2;其中,所述铣削刀片组2 中包括用于铣削直立面的直立面铣削刀机构3 和用于铣削斜面的斜面铣削刀机构4。
19.所述刀盘1 通过螺栓7 固定安装于bt 刀柄5 上。其中,如图2 所示,所述刀盘1 为圆盘形状,所述铣削刀片组2 沿刀盘1 周向边沿均匀分布,且直立面铣削刀机构3 和用于铣削斜面的斜面铣削刀机构4 之间间隔相同。
20.所述直立面铣削刀机构3 包括:直立面铣削刀片31 以及位于直立面铣削刀片31 一侧的直立面铣削退屑槽32,所述直立面铣削刀片31 通过固定螺丝和压紧块固定安装于刀盘1 边沿。所述斜面铣削刀机构4 包括多个斜面铣削刀机构,且每个斜面铣削刀机构的铣削斜率不同,能够对不同斜率的斜面连续加工,一次性成型。
21.示例性的,本发明中的所述斜面铣削刀机构4 包括两个斜面铣削刀机构,具体为:第一斜面铣削刀机构41 和第二斜面铣削刀机构42,且第二斜面铣削刀机构42 的铣削斜率大于第一斜面铣削刀机构41。需要说明的是,本发明中需要铣削2 个斜面,所以设置有了两个斜面铣削刀机构,在实际应用中,能够根据实际的需求,选择设定。
22.其中,所述第一斜面铣削刀机构41 和第二斜面铣削刀机构42 均包括:斜面铣削
刀片43 以及位于斜面铣削刀片43 底部的斜面铣削退屑槽44;其中,所述第一斜面铣削刀机构41 的斜面铣削刀片43 倾斜度小于第二斜面铣削刀机构42 的斜面铣削刀片43。具体的安装方式为,沿刀盘1 的边沿开设安装槽,所述安装槽内所述斜面铣削刀片43 通过固定螺丝和压紧块固定安装。
23.优选的,本发明中刀盘1 和刀柄连接,刀柄为bt 标准刀柄,实用性强,通用性和适用性强。沿刀体边沿根据台板压舌加工形状,设计数组硬质合金刀片位置。每组内的刀片安装角度根据压舌形状分别设计,使刀具旋转加工时能进行一次成型铣削加工。
24.示例性的,本发明中高刀具设计有数组安装位置,每组刀片由3 个刀片安装位置组成,分别为直立面刀片位置、斜面1 刀片位置和斜面2 刀片位置组成。刀片由刀片固定螺丝和压紧块安装固定,其中直立面刀面边沿突出于刀体侧边缘并低于刀体底部;斜面1 铣削刀片突出于刀体侧边缘和刀体底部;斜面2 铣削刀片突出于刀体底部并低于刀体侧边缘。每个刀片安装位置均设计有退屑槽,其中直立面刀片退屑槽设计于刀体侧边,斜面1 和斜面2 刀片铣削退屑槽设计于刀体底部,退屑槽位置一般设计于刀片旁边,由于刀片安装位置不同,所以退屑槽位置不同。
25.另外,本发明还提供了一种铣床,包括铣床本体,所述铣床本体上设置有bt 刀柄5,所述bt 刀柄5 上安装有所述的成型铣刀,所述成型铣刀,包括:刀盘1,所述刀盘1 上设置有多组结构相同的铣削刀片组2;其中,所述铣削刀片组2 中包括用于铣削直立面的直立面铣削刀机构3 和用于铣削斜面的斜面铣削刀机构4。其中,所述铣床本体为数控或普通铣床本体均可以。
26.优选地,本发明还提供了一种成型铣刀的道岔垫板台板压舌加工方法,包括:将两件待加工工件6 固定安装于加工台上,所述两件待加工工件6 分别对称安装于成型铣刀的两侧;根据加工需求,设定成型铣刀的转速,并且调整成型铣刀与待加工工件6 固的距离,完成对刀;通过用于铣削直立面的直立面铣削刀机构3 和用于铣削斜面的斜面铣削刀机构4 对待加工工件6 进行铣削,形成压舌,如图3 所示。能进行台板压舌的一次性成型铣削加工,能有效提升加工效率、提高加工质量和降低工人劳动强度。
27.对于本领域技术人员而言,显然能了解到上述具体事实例只是本发明的优选方案,因此本领域的技术人员对本发明中的某些部分所可能作出的改进、变动,体现的仍是本发明的原理,实现的仍是本发明的目的,均属于本发明所保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1