电力金具的制造方法与流程
1.本发明涉及电力金具制造技术领域,特别是涉及一种电力金具制造方法。
背景技术:
2.近年来,电力建设发展迅猛。在西电东输等电网工程的实施下,我国输变电逐渐完善,并以变电站为节点,以输电线为线路,形成了一张布满全国的供电大网。而为了电力的正常传输,用于连接电路的电力金具显得格外重要。
3.相关技术中,由于制造方法上的缺陷,现有的电力金具往往具有机械性能较差,且不耐腐蚀的缺点。
技术实现要素:
4.本发明要解决的技术问题是:现有的电力金具往往具有机械性能较差,且不耐腐蚀的缺点。
5.为了解决上述技术问题,本发明提供了一种电力金具的制造方法,包括:
6.在型腔内表面固定铜片;
7.向所述型腔填充金属液;
8.钎焊所述金属液与所述铜片,并在所述金属液与所述铜片之间形成熔池;
9.待所述金属液处于第一预设温度,于所述熔池超声波焊接所述金属液于所述铜片,直至所述金属液处于凝固点;
10.所述金属液与所述铜片凝固后脱模,得到电力金具。
11.在上述技术方案中,于所述熔池超声波焊接所述金属液于所述铜片,具体包括:
12.对所述熔池进行震荡,直至所述熔池凝固。
13.在上述技术方案中,还包括:
14.所述铜片的外表面覆盖助焊剂及钎料片。
15.在上述技术方案中,在所述铜片的外表面覆盖助焊剂及钎料片之前,还包括:
16.对所述铜片做超声波搪锡处理。
17.在上述技术方案中,所述钎料片包括如下质量分数的组分:92%锌、4.5%铝和3.5%铜。
18.在上述技术方案中,所述向所述型腔填充金属液,包括:
19.向存有所述金属液的密封容器通入压缩气体,使所述金属液自所述密封容器进入并填充所述型腔。
20.在上述技术方案中,所述第一预设温度为700℃。
21.在上述技术方案中,所述金属液由铝锭加入变质剂熔化形成。
22.在上述技术方案中,所述型腔内表面覆盖有脱模剂。
23.在上述技术方案中,所述铜片通过其上下两端粘附于所述型腔内表面。
24.本发明实施例的电力金具的制造方法与现有技术相比,其有益效果在于:通过在
型腔内表面固定铜片,本方法可以在金属液冷却成型的同时,使金属液与铜片通过钎焊形成熔池;钎焊时形成的熔池在超声波焊接的作用下,可以提高熔池凝固形成的焊缝的可靠性,并增强电力金具的耐腐蚀性。本方法通过型腔形成电力金具的外形,有利于提高电力金具的机械性能。
附图说明
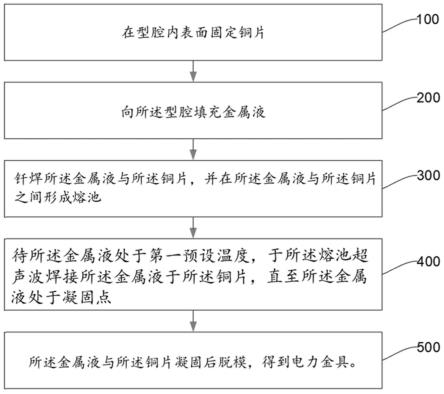
25.图1是本发明实施例的电力金具的制造方法的流程示意图。
具体实施方式
26.下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
27.在本发明的描述中,应当理解的是,本发明中采用术语“上”、“下”、“左”、“右”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
28.在本发明的描述中,应当理解的是,本发明中采用术语“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是焊接连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
29.如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
30.如图1所示,本发明实施例优选实施例的一种电力金具的制造方法,包括:
31.100:在型腔内表面固定铜片;
32.200:向所述型腔填充金属液;
33.300:钎焊所述金属液与所述铜片,并在所述金属液与所述铜片之间形成熔池;
34.400:待所述金属液处于第一预设温度,对所述熔池进行超声波焊接,直至所述金属液处于凝固点;
35.500:所述金属液与所述铜片凝固后脱模,得到电力金具。
36.可以理解的是,通过在型腔内表面固定铜片,本方法可以在金属液冷却成型的同时,使金属液与铜片通过钎焊形成熔池;钎焊时形成的熔池在超声波焊接的作用下,可以提高熔池凝固形成的焊缝的可靠性,并增强电力金具的耐腐蚀性。本方法通过型腔形成电力金具的外形,有利于提高电力金具的机械性能。
37.进一步地,于所述熔池超声波焊接所述铜片与所述金属液,具体包括:
38.对所述熔池进行震荡,直至所述熔池凝固。
39.可以理解的是,通过震荡熔池,利用高频振动波传递到两个需焊接的物体表面,使两个物体表面相互摩擦而形成分子层之间的熔合,以提高熔池凝固形成的焊缝的可靠性,并增强电力金具的耐腐蚀性。
40.进一步地,还包括:
41.所述铜片的外表面覆盖助焊剂及钎料片。
42.可以理解的是,上述方法可以提高铜片与金属液之间的焊接可靠性,进而增强电力金具的耐腐蚀性。
43.进一步地,在所述铜片的外表面覆盖助焊剂及钎料片之前,还包括:
44.对所述铜片做超声波搪锡处理。
45.可以理解的是,如此设置可以使铜片的氧化层脱落,有助于提高助焊剂与钎料片覆盖于铜片外表面的可靠性。
46.进一步地,所述钎料片包括如下质量分数的组分:92%锌、4.5%铝和3.5%铜。
47.进一步地,所述向所述型腔填充金属液,包括:
48.向存有所述金属液的密封容器通入压缩气体,使所述金属液自所述密封容器进入并填充所述型腔。
49.可以理解的是,通过上述方法以帮助金属液形成电力金具,本方法可以提高电力金具的机械性能。
50.在其中一个实施例中,本方法的实施过程包括:在装有金属液的密封容器中,通入干燥的压缩氮气,作用在保持一定浇注温度的金属液面上,造成密封容器内与型腔之间的压力差,使金属液在气体压力的作用下填充型腔;所述的金属液由zl101a铝锭加入变质剂而成,熔体温度约740℃;启动压差设备,在负压的作用下,金属液缓慢上升至型腔,与铜片处的助焊剂反应,铜铝过渡位置焊接完毕。
51.优选地,所述金属液由铝锭加入变质剂熔化形成。
52.进一步地,所述型腔内表面覆盖有脱模剂。
53.可以理解的是,脱模剂有助于凝固形成的电力金具脱离型腔。
54.优选地,所述铜片通过其上下两端粘附于所述型腔内表面。
55.在其中一个实施例中,所述第一预设温度为700℃。
56.具体地,本发明其中一个实施过程为:在模具型腔壁内表面贴铜片,铜片以外的其余位置耐热套刷脱模剂;向型腔填充金属液,使其缓慢与薄铜片钎焊在一起并形成熔池;金属液的温度降为700℃时,对熔池进行超声波震荡,使铜铝焊缝、电力金具的中心和冒口依次凝固,其中,超声波功率初始为300w,随着金属液的温度降低至600℃,功率增加为600w,直至金属液的温度降低到300℃时停止。
57.在上述实施例中,针对影响线夹成型、致密度和外观的3个影响因素:金属液初始温度(℃)、第一预设温度(℃)、震动功率(w),设计了如下表所示的3因素混合3水平正交实验:
58.420nm)和缺陷拍摄装置(包括带紫外感光屏的照相装置)。
71.综上,本发明实施例提供一种电力金具的制造方法,其通过在型腔内表面固定铜片,本方法可以在金属液冷却成型的同时,使金属液与铜片通过钎焊形成熔池;钎焊时形成的熔池在超声波焊接的作用下,可以提高熔池凝固形成的焊缝的可靠性,并增强电力金具的耐腐蚀性。本方法通过型腔形成电力金具的外形,有利于提高电力金具的机械性能。
72.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1