大型邮轮薄板的焊接组件和焊接方法与流程
本发明涉及焊接领域,具体涉及一种大型邮轮薄板的焊接组件和焊接方法。
背景技术:
1、大型邮轮为了减轻船体重量,很多结构采用6-8mm的薄板制造,因此焊接的难度也随之成倍增加,焊接时容易产生焊穿、焊缝表面成型不良、产生气孔等焊接缺陷,以及rt无损探伤合格率较低等问题。
2、如何提高焊接质量、减少焊接缺陷是大型邮轮薄板焊接亟待解决的技术问题。
技术实现思路
1、本发明要解决的技术问题是为了克服现有技术中薄板焊接质量低的缺陷,提供一种大型邮轮薄板焊接方法。
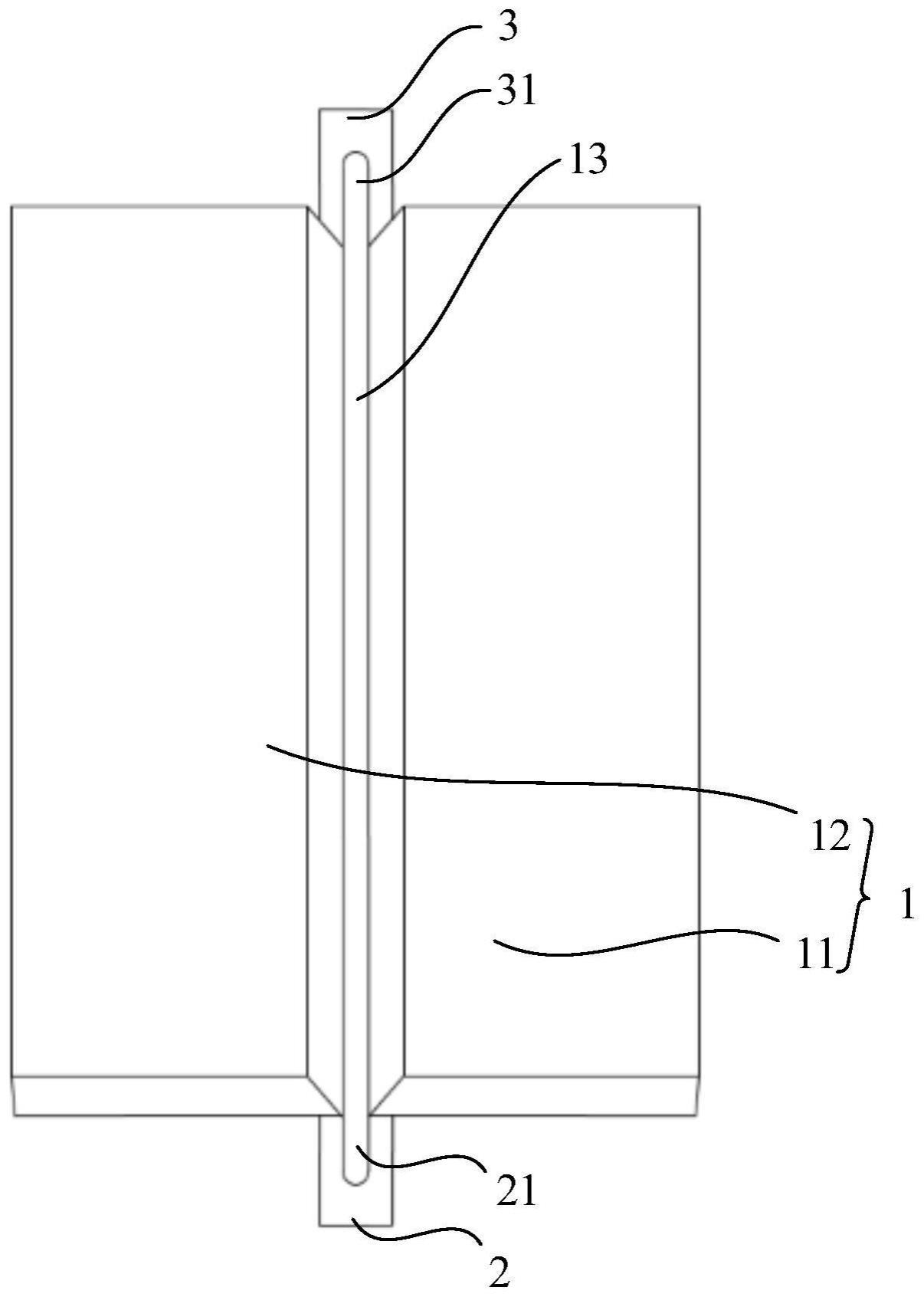
2、本发明是通过下述技术方案来解决上述技术问题:一种大型邮轮薄板的焊接组件,其包括薄板,所述薄板包括第一试板和第二试板,所述第一试板和所述第二试板之间包括焊缝;
3、所述焊接组件还包括引弧板和/或收弧板,所述引弧板和/或所述收弧板分别位于所述焊缝的两端,所述引弧板和收弧板上分别开设有引弧槽和收弧槽,所述引弧槽和所述收弧槽均与所述焊缝相匹配。
4、在本方案中,通过增设引弧板和收弧板,焊接开始时,焊枪在引弧板的引弧槽内引弧;焊接结束时,焊枪在收弧槽内收弧。而且,引弧槽和收弧槽均与焊缝相匹配,提高引弧和收弧效果,减少第一试板和第二试板在焊缝两端产生未熔合和互坑裂纹等焊接缺陷,提高rt无损探伤合格率,进而提高焊接质量。
5、较佳地,所述焊接组件还包括衬垫,所述衬垫具有对准线,所述衬垫位于所述薄板的下方,所述焊缝与所述对准线的正投影相重合。
6、在本方案中,该结构设置,便于衬垫与薄板对准,方便衬垫放置在薄板下方对应的位置,保证衬垫的作用,进一步提高焊接质量。
7、较佳地,所述衬垫包括具有粘结层,所述粘结层与所述薄板粘结。
8、在本方案中,该结构设置,粘接层可以将衬垫与薄板粘接到一起,防止在焊接过程中因高温受热使衬垫脱落,保证焊接质量。
9、较佳地,所述衬垫为陶质焊接衬垫。
10、较佳地,所述粘结层为铝箔粘纸。
11、本发明了一种大型邮轮薄板的焊接方法,其包括步骤:
12、s1:拼装第一试板和第二试板,预留焊缝;
13、s2:在所述焊缝的一端安装引弧板,和/或在所述焊缝的另一端安装收弧板;
14、s3:焊接时,焊枪在引弧槽内引弧,和/或焊枪在收弧槽内收弧。
15、在本方案中,在引弧板的引弧槽内引弧,在收弧板的收弧槽内收弧,提高引弧和收弧效果,防止第一试板和第二试板在焊缝的首尾两端产生未熔合和弧坑裂纹等焊接缺陷。
16、较佳地,步骤s3包括步骤s31:沿焊缝的方向,采用锯齿形手势在焊缝的两侧摆动。
17、在本方案中,通过锯齿形手势在焊缝的两侧摆动,使焊缝处更均匀,焊接质量更好。
18、较佳地,保持焊枪与第一试板和第二试板的平面的夹角为30°-90°的范围内。
19、较佳地,保持焊枪与第一试板和第二试板的平面的夹角为30°。
20、较佳地,焊机为co2气体保护焊焊机,且保持焊丝的干伸长为10mm-12mm的范围内。
21、在本方案中,整个焊接过程始终保证焊丝的干伸长,确保co2气体的保护效果和焊接视线的可视性。
22、本发明的积极进步效果在于:在本方案中,通过增设引弧板和收弧板,焊接开始时,焊枪在引弧板的引弧槽内引弧;焊接结束时,焊枪在收弧槽内收弧。而且,引弧槽和收弧槽均与焊缝相匹配,提高引弧和收弧效果,减少第一试板和第二试板在焊缝两端产生未熔合和互坑裂纹等焊接缺陷,有效解决大型邮轮6~8mm的薄板容易焊穿,焊缝表面成型不良,容易产生气孔等焊接缺陷等问题,提高了rt无损检测合格率,保证焊接质量。
技术特征:
1.一种大型邮轮薄板的焊接组件,其包括薄板,其特征在于,所述薄板包括第一试板和第二试板,所述第一试板和所述第二试板之间包括焊缝;
2.如权利要求1所述的大型邮轮薄板的焊接组件,其特征在于,所述焊接组件还包括衬垫,所述衬垫具有对准线,所述衬垫位于所述薄板的下方,所述焊缝与所述对准线的正投影相重合。
3.如权利要求2所述的大型邮轮薄板的焊接组件,其特征在于,所述衬垫包括具有粘结层,所述粘结层与所述薄板粘结。
4.如权利要求2所述的大型邮轮薄板的焊接组件,其特征在于,所述衬垫为陶质焊接衬垫。
5.如权利要求3所述的大型邮轮薄板的焊接组件,其特征在于,所述粘结层为铝箔粘纸。
6.一种大型邮轮薄板的焊接方法,其特征在于,其包括步骤:
7.如权利要求6所述的大型邮轮薄板的焊接方法,其特征在于,步骤s3包括步骤s31:沿焊缝的方向,采用锯齿形手势在焊缝的两侧摆动。
8.如权利要求6所述的大型邮轮薄板的焊接方法,其特征在于,保持焊枪与第一试板和第二试板的平面的夹角为30°-90°的范围内。
9.如权利要求1所述的大型邮轮薄板的焊接方法,其特征在于,保持焊枪与第一试板和第二试板的平面的夹角为30°。
10.如权利要求1所述的大型邮轮薄板的焊接方法,其特征在于,焊机为co2气体保护焊焊机,且保持焊丝的干伸长为10mm-12mm的范围内。
技术总结
本发明公开了一种大型邮轮薄板的焊接组件和焊接方法,其包括薄板,薄板包括第一试板和第二试板,第一试板和第二试板之间包括焊缝;焊接组件还包括引弧板和/或收弧板,引弧板和/或收弧板分别位于焊缝的两端,引弧板和收弧板上分别开设有引弧槽和收弧槽,引弧槽和收弧槽均与焊缝相匹配,通过增设引弧板和收弧板,焊接开始时,焊枪在引弧板的引弧槽内引弧;焊接结束时,焊枪在收弧槽内收弧,而且,引弧槽和收弧槽均与焊缝相匹配,提高引弧和收弧效果,减少第一试板和第二试板在焊缝两端产生未熔合和互坑裂纹等焊接缺陷,有效解决大型邮轮6~8mm的薄板容易焊穿,焊缝表面成型不良,容易产生气孔等焊接缺陷,保证焊接质量。
技术研发人员:赵立苏,周福斌,朱新涛,蔡莼,胡如春,喻军,李超,徐忠敏,徐飞,唐已荣,王羽泽,赵佳文
受保护的技术使用者:上海外高桥造船有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!