覆铜陶瓷基板的分片工艺的制作方法
1.本发明涉及覆铜陶瓷基板的切割设计领域,特别是涉及一种覆铜陶瓷基板的分片工艺。
背景技术:
2.覆铜陶瓷基板(dbc基板)是使用dbc(direct bond copper)技术将铜箔直接烧结在陶瓷表面而制成的一种电子基础材料。覆铜陶瓷基板具有极好的热循环性、形状稳定、刚性好、导热率高、可靠性高,覆铜面可以刻蚀出各种图形的特点,并且它是一种无污染、无公害的绿色产品,使用温度相当广泛,可以从-55℃~850℃,热膨胀系数接近于硅,其应用领域十分广泛。
3.覆铜陶瓷基板在制备过程中,通常会将蚀刻好图形的产品用激光机进行切割,从而分割成单枚产品。陶瓷属于典型的硬脆难加工材料,而带有曲率的复杂结构的氧化铝陶瓷型芯更进一步增加了其加工的难度,至今仍为加工行业的难题。皮秒激光以其良好的“冷加工”的特点,为研究解决这一难题的方法提供了良好的途径。目前利用皮秒激光机加工氧化铝陶瓷的研究相对较少,最新的研究为江苏大学的卢海强利用波长为1064nm的皮秒激光器,对氧化铝平板进行了阈值的试验与计算,在平板上进行了打孔,其加工的微孔存在粗糙度大,入口处有熔融层,锥度较大的缺点(卢海强.工程陶瓷的热力效应微细加工技术研究[d].江苏大学,2017.)。华中科技大学的周翔也利用波长为1064nm的皮秒激光器在28mmx21mmx0.6mm的氧化铝薄平板上,进行了打孔的研究(周翔.皮秒激光加工脆性材料工艺与机理研究[d].华中科技大学,2017.)。仅仅打孔已经远远不能满足复杂陶瓷型芯加工的需求。目前,利用波长为532nm的皮秒激光器加工带有曲率复杂结构的氧化铝陶瓷型芯的研究目前仍尚未见报道,这也就存在了532nm波长皮秒激光器的良好加工能力的潜力未被发掘的问题。
[0004]
在目前常规使用方式中,使用振镜式切割方式搭配普通非远心场镜,对产品切割深度需达到30-50%则可以满足切割效果,尤其是对厚瓷(0.5mm以上)切割深度需达到50%以上,否则会出现斜边(锥度)。
[0005]
因此需要提出一种方案来解决上述问题。
技术实现要素:
[0006]
针对现有技术存在的不足,本发明的目的在于提供一种覆铜陶瓷基板的分片工艺,通过激光器配合远心石英场镜以及振镜的方式进行切割,从而能够在分片时减少产生斜边,提高覆铜陶瓷基板的良品率。
[0007]
本发明的上述技术目的是通过以下技术方案得以实现的:一种覆铜陶瓷基板的分片工艺,由以下步骤组成:激光器出光,射出光束达到扩束镜,所述扩束镜将激光光斑从15微米扩大到50微米;扩大后的光束经过至少一次的反射镜片,将激光从激光器引导至加工位置;经过反射器的光束通过扫描振镜,生成所需要加工的图形;然后光束通过远心石英场
镜,将激光投射至覆铜陶瓷基板上进行分割。
[0008]
本发明进一步设置为:所述激光器为红外皮秒激光器。
[0009]
本发明进一步设置为:所述场镜焦距在f330以上。
[0010]
本发明进一步设置为:所述覆铜陶瓷基板的切割范围大于190*190mm。
[0011]
本发明进一步设置为:所述覆铜陶瓷基板为覆铜氧化铝陶瓷基板。
[0012]
本发明进一步设置为:所述覆铜氧化铝陶瓷基板的厚度大于0.5mm。
[0013]
本发明进一步设置为:所述加工平台上设置有至少三个激光测距仪,所述激光测距仪实时检测加工平台至远心石英场镜的距离,至少三个所述的激光测距仪并不位于同一直线上。
[0014]
本发明进一步设置为:所述加工平台设置有调整加工平台相对远心石英场镜保持完全平行的调节机构。
[0015]
本发明进一步设置为:所述调节机构包括相互套合的球型摩擦件,所述加工平台通过球型摩擦件之间的摩擦力保持稳定。
[0016]
本发明进一步设置为:所述加工平台还具有水平仪。
[0017]
综上所述,本发明具有以下有益效果:在常规使用方式中,往往只重视激光器选型,不重视场镜选型,在常规切割方式中,使用振镜式切割方式搭配普通非远心场镜,对产品切割深度需达到30-50%则可以满足切割效果,尤其是对厚瓷(0.5mm以上)切割深度需达到50%以上,否则会出现斜边(锥度),本发明通过搭载不同类型的激光器(光源)配合大范围的远心场镜,并且使远心场镜与加工平台始终保持平行,可使产品加工效率以及产品加工质量(特别是0.5mm厚度以上的瓷片)变得可兼顾,切割边缘斜边(锥度)达到90
±2°
。
附图说明
[0018]
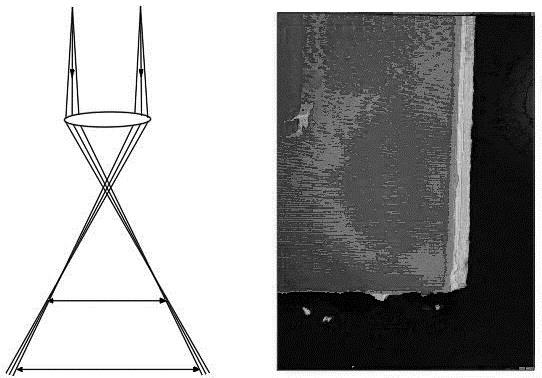
图1为远心镜头光路特征及远心镜头加工特征;图2为非远心镜头光路特征及非远心镜头加工特征。
具体实施方式
[0019]
以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效。
[0020]
在本发明中,可以使用的激光器包括有二氧化碳激光30-150w,光纤纳秒激光30-150w,红外皮秒激光100-150w,紫外纳秒激光50-80w,配合自动化设备,ccd定位,真空吸附设备配合激光器对产品进行加工。
[0021]
其中皮秒级激光器使用f330以上的远心石英场镜+振镜方式切割:红外皮秒激光器发出光源,光源经过扩束镜,扩束镜的作用是使激光光斑变粗,由15微米扩大到50微米左右,主要原因:激光光源能量密度较大,如不进行扩束会伤到反射镜片,然后光束再经过第一反射镜片,再经过第二反射镜片,再经过第三反射镜片,其中反射镜片作用:将激光从激光器位置引导至加工位置,其次数由实际加工时根据设备位置来确定;之后光束再穿过扫描振镜,扫描振镜的作用是生成所需要加工的图形,最后光束穿过f330远心石英场镜,其作用是:将激光投射至产品上并且保证每条光路相对产品表面呈90
°
垂直,这样光束到达覆铜陶瓷基板上对基板完成分割。
[0022]
同时在激光投射过程中,位于加工平台上设置的激光测距仪,从加工平台的表面出发,实时监测与远心石英场镜的距离,并且激光测距仪至少设置有三个,三个不在同一直线上,这样能够检测到加工平台与远心石英场镜是始终能够保持水平的状态,当三个激光测距仪检测到的数据有所差异时,说明加工平台与远心石英场镜之间不是完全平行的,此时需要调整加工平台相对于远心石英场镜的位置,保证加工平台完全平行于远心石英场镜,因此加工平台设置有调节机构,调节机构可以设置为将加工平台底部设置有由密度较高的物质,例如大理石制成的球状凸起,在地面上设置有基座,基座内设置有与球状凸起相匹配的球型凹槽,将球型凸起安装在球型凹槽内形成契合,并且因为球状凸起具有较大密度,并且表面与球型凹槽接触较多,相对摩擦力较大,在正常使用时能够使加工平台保持绝对的稳定性,不会发生偏移,而当需要调整加工平台的水平度时,则通过人工施加外力作用使加工平台发生微小幅度的调整,当然也可以设置机械结构对加工平台实现微幅调整,从而使至少三个激光测距仪检测的数据保持一致,使激光的入射角能够保持在90
°
,当然在加工平台上还可以设置水平仪检测加工平台是否处于水平状态,方便对加工平台以及远心石英场镜的调整。
[0023]
其中,红外皮秒激光器搭配f330以上焦距范围,切割范围在190*190mm以上的远心镜头的使用,可使激光在覆铜陶瓷基板范围内(190x140mm)使激光入射角保持在90
±2°
内,特别是对于厚度在0.5mm以上的覆铜氧化铝陶瓷基板进行分片时有较大程度提升,即如图1所示,远心镜头入射角为90
°
,分片时受力方向朝向垂直,覆铜氧化铝陶瓷基板分片后不会出现多余斜边(锥度)。为了更好的展示进行对比,图2为非远心镜头的光路特征及非远心镜头的加工特征,非远心镜头在产品表面存在非90
°
的入射角,分片时受力方向朝向不垂直导致分片后出现多余斜边(锥度);而本发明的方案即图1中展示,远心镜头入射角为90
°
,分片时受力方向朝向垂直,分片后不会出现多余斜边(锥度)。
[0024]
本发明可以通过使用不同激光光源对覆铜陶瓷基板进行加工分片,激光器配合振镜以及远心场镜,可使瓷片的抗弯得到不同程度的提升。
[0025]
红外皮秒激光器+振镜+f330以上的远心场镜的切割方式可使0.5mm厚度以上的覆铜氧化铝陶瓷基板不用拼接,一次加工完毕,在提升效率的同时,远心场镜可提升质量(不用拼接)常规拼接方式有至少15微米重合,在此范围内激光加工两次,对产品损伤有成倍影响;远心场镜可使产品锥度无限接近于90
°
,可使产品尺寸精度得到进一步提升。
[0026]
以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1