一套衬板焊接用定位机构的制作方法
1.本发明涉及汽车座椅零部件的加工设备,具体涉及调节器的加工设备。
背景技术:
2.汽车座椅用的调角器,包括左半部分和右半部分,左半部分设有圆形第一凹陷结构,第一凹陷结构的内壁上设有第一齿形结构,右半部分设有圆形第三凸部,第三凸部的外侧壁上设有第五齿形结构,第五齿形结构能够与第一齿形结构配合。左半部分安装在汽车座椅的靠背上,右半部分安装在汽车座椅的本体上,手动或电动右半部分,使第五齿形结构脱离第一齿形结构,靠背不再被锁定在汽车座椅的本体上,靠背能够相对所述本体转动,调节倾斜角度,至合适位置后,手动或电动右半部分,使右半部分复位,第三凸部配合入第一凹陷结构,第五齿形结构与第一齿形结构咬合,靠背不能相对所述本体转动,靠背的位置被锁定。
3.汽车行驶过程中受到撞击,瞬间的冲击力使靠背有向前冲或向后仰的趋势,这种瞬间的冲击力如果足够大,能够使第一齿形结构相对第五齿形结构打滑,靠背会发生实际上的向前冲或向后仰,损伤驾驶员或乘客。为此,申请人对所述左半部分进行了改进。
4.所述左半部分包括第一盘形件和第二盘形件,第一盘形件的正面设置所述第一凹陷结构,第一盘形件的反面设置圆形的第一凸部,第一凸部的外侧壁上设有第二齿形结构,第一凸部上设置圆形小凸部,第一盘形件开设第一中心孔,中心孔穿过所述圆形小凸部。第二盘形件的正面设置第二凹陷结构,第二盘形件的反面设置第二凸部,第二凹陷结构的内壁上设置第三齿形结构,第二凸部的外侧壁上设置第四齿形结构,第二盘形件开设第二中心孔,第二中心孔径大于所述圆形小凸部的外径。
5.第二盘形件的第二凹陷结构与第一盘形件的第一凸部配合,第一凸部的第二齿形结构与第二凹陷结构的第三齿形结构处于半配合的状态,如果转动第二盘形件,使其相对第一盘形件旋转,第二盘形件的运动轨迹为不规则的环形,第二盘形件的中心与第一盘形件的中心是不重合的,而且是随着第二盘形件的转动而变动的。第二盘形件与第一盘形件装配后,在第二中心孔内壁与所述圆形小凸部外壁之间装配一对月牙和一个半圆环,一对月牙和一个半圆形在所述圆形小凸部的外围围成一圈,使第二盘形件的中心偏离第一盘形件的中心。之后,在所述第一中心孔中配合一限位件,该限位件包括中心部分和径向外延部分,所述中心部分配合在所述第一中心孔中,所述径向外延部分压在一对月牙和一个半圆环上,将其限位在第二中心孔内壁与所述圆形小凸部外壁之间。
6.限位件的中心部分开设内六角孔,外六角销件配合在内六角孔中,外六角销件与汽车座椅的靠背固定连接。
7.第二盘形件的外边缘配合有焊环,焊环与第一盘形件焊接,由于焊环对第二盘形件外边缘的限制,因此,第二盘形件与第一盘形件配合在一起,不能作轴向的相对位移,但是,第二盘形件能够相对第一盘形件旋转的自由度并没有被所述焊环限制。由于一对月牙和一个半圆环填充在第二中心孔壁和所述圆形小凸部之间,因此,第二盘形件不能相对第
一盘形件转动。正常使用调角器时,第一盘形件和第二盘形件不会有任何相对运动,就像一个零件。
8.汽车行驶过程中受到撞击,瞬间的冲击力使靠背有向前冲或向后仰的趋势,这种瞬间的冲击力如果足够大,在使第一齿形结构相对第五齿形结构发生打滑之前,已经使第一盘形件相对第二盘形件转动,这种不规则的转动,使所述半圆环因被一对月牙和第二中心孔壁的挤压而断裂,第二盘形件相对第一盘形件转动,这种转动是不规则的,而且,由于一对月牙的限制,这种转动的角度较小,第一盘形件的第二齿形结构与第二盘形件的第三齿形结构局部配合,第一盘形件与第二盘形件处于卡死状态,限制靠背发生进一步的向前冲或向后仰。因此,所述调角器,尤其是左半部分,具有缓解冲击或者说是抗冲击能力,对驾驶员或乘客具有保护作用。
9.在所述焊环与所述第一盘形件焊接时,所述一对月牙和一个半圆环尚未装配入第二中心孔壁和所述圆形小凸部之间,因此,需要对第二中心孔壁和所述圆形小凸部之间的空间进行保护,避免焊渣进入。为此,申请人预先在第二中心孔壁和所述圆形小凸部之间的空间内装配一对月牙、一个半圆环,再装配所述限位件,再用一环形弹簧(形状类似于孙悟空头部的金钢圈)的两端与一对月牙配合,使一对月牙具有彼此远离的趋势,如此,一对月牙卡紧在第二中心孔壁和所述圆形小凸部之间的空间内,同时,所述半圆环得到撑紧。上述环形弹簧、一对月牙、一个半圆环、限位件构成防焊渣组件。在后续工序中,再将环形弹簧、一对月牙、一个半圆环、限位件取出,重新装配新的一对月牙、一个半圆环、限位件和环形弹簧。
10.为了后续与衬板焊接,第二盘形件的第二凸部上设有三条弧形凸部,三条弧形凸部位于同一圆上,相邻两条弧形凸部之间具有间隙。所述衬板与汽车座椅的靠背连接。
技术实现要素:
11.本发明所解决的技术问题:在第二盘形件与衬板焊接时,如何固定第二盘形件及衬板,并防止焊渣污染产品其他部位。
12.为解决上述技术问题,本发明提供如下技术方案:一套衬板焊接用定位机构,包括支撑机构和下压机构,支撑机构用于定位装配在一起的第一盘形件和第二盘形件,以及待焊接的衬板,下压机构将第一盘形件和第二盘形件以及衬板压紧在支撑机构上,所述下压机构包括压板,压板的中心处开设若干焊接让位槽,若干焊接让位槽分布在压板中心的周围,压板的中心设有压盖。
13.装配在一起的第一盘形件、第二盘形件和衬板定位在所述支撑机构上,第二盘形件位于第一盘形件的上方,衬板位于第二盘形件的上方。衬板的中心设有孔位,设为衬板孔,与第二盘形件装配在一起的衬板,其衬板孔的内壁与第二盘形件上的三条弧形凸部相抵。
14.压板下压在第二盘形件和衬板上,其中,压盖压迫在第二盘形件的中心。由于压盖的外径大于第二中心孔,因此,压盖能够笼罩第二中心孔。三条弧形凸部与三个焊接让位槽一一对应,如此,除了三个焊接让位槽暴露的产品部位外,产品的其他部位被压板和压盖遮盖。
15.之后,焊枪伸入三个焊接让位槽,将弧形凸部与衬板孔内壁焊接在一起,实现衬板
与第二盘形件的焊接。
16.由于除了三个焊接让位槽暴露的产品部位外,产品的其他部位被压板和压盖遮盖,因此,产品的其他部位不会受到焊渣的影响。由于压盖压紧在第二盘形件上,压板压紧在衬板上,因此,产品得到稳定的固定。
附图说明
17.下面结合附图对本发明做进一步的说明:
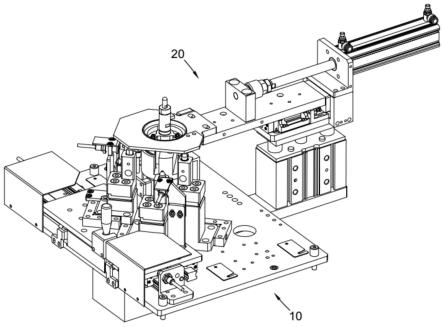
18.图1为一套衬板焊接用定位机构的示意图;
19.图2为支撑机构的示意图;
20.图3为下压机构的示意图;
21.图4为压板21的示意图;
22.图5为图4的爆炸图;
23.图6为从下方观察压板21所得的示意图;
24.图7为图6的爆炸图;
25.图8为图7中a处放大图;
26.图9为压盖22的示意图。
27.图中符号说明:
28.10、支撑机构;11、底板;12、盘形件定位座;13、衬板定位柱;
29.20、下压机构;21、压板;210、焊接让位槽;211、中心孔位;212、第一柱塞;213、第二柱塞;22、压盖;221、柱塞槽;223、通孔;23、弹性组件;231、外筒;232、压杆;233、顶盖;234、弹簧;235、环形凸缘;236、套筒;24、盖板;25、底座;26、升降用气缸;261、升降模块;262、滑块;27、平移模块;271、卧式气缸。
具体实施方式
30.结合图1、图4、图6,一套衬板焊接用定位机构,包括支撑机构10和下压机构20,支撑机构用于定位装配在一起的第一盘形件和第二盘形件,以及待焊接的衬板,下压机构将第一盘形件和第二盘形件以及衬板压紧在支撑机构上,所述下压机构包括压板21,压板的中心处开设若干焊接让位槽210,若干焊接让位槽分布在压板中心的周围,压板的中心设有压盖22。
31.装配在一起的第一盘形件、第二盘形件和衬板定位在所述支撑机构10上,第二盘形件位于第一盘形件的上方,衬板位于第二盘形件的上方。衬板的中心设有孔位,设为衬板孔,与第二盘形件装配在一起的衬板,其衬板孔的内壁与第二盘形件上的三条弧形凸部相抵。压板21下压在第二盘形件和衬板上,其中,压盖22压迫在第二盘形件的中心。由于压盖22的外径大于第二中心孔,因此,压盖22能够笼罩第二中心孔。三条弧形凸部与三个焊接让位槽210一一对应,如此,除了三个焊接让位槽210暴露的产品部位外,产品的其他部位被压板21和压盖22遮盖。之后,焊枪伸入三个焊接让位槽210,将弧形凸部与衬板孔内壁焊接在一起,实现衬板与第二盘形件的焊接。
32.如图8、图9,压板21的中心开设中心孔位211,中心孔位的内壁上设有第一柱塞212,压盖22的外壁上设有与第一柱塞配合的柱塞槽221;中心孔位中配合有弹性组件23,弹
性组件与压盖相抵。柱塞槽221的断面为v形,压盖22具有相对第一柱塞212上下运动的幅度。弹性组件23将压盖22压紧在产品上。
33.结合图4、图5,弹性组件23包括固定在中心孔位211上的外筒231、活动配合在外筒中的压杆232、固定在外筒上的顶盖233,压杆与顶盖之间设有弹簧234,压杆的底端向下伸入所述中心孔位。在弹簧234的作用下,压杆232具有下行的趋势,压杆对压盖22具有下压力,使压盖能够压紧在产品上。
34.压杆232上设有环形凸缘235,弹簧234的底端与环形凸缘相抵,弹簧的顶端与顶盖233相抵,压杆上活动套设有套筒236,套筒的顶端与环形凸缘相抵,套筒的底端抵压在压盖22上;压盖上开设通孔223,压杆的底端配合在通孔中。压盖22压紧在产品中心处,弹簧234对套筒236施加弹力,套筒对压盖22施压,压杆232的底端深入通孔223。即,压杆232通过套筒236对压盖22施加作用,使压盖压紧产品。
35.如图6,压板21上设有第二柱塞212,第二柱塞位于相邻两个焊接让位槽210之间,焊接让位槽210的数量为三个,第二柱塞212的数量为三个。第二柱塞压紧在衬板上,使衬板与第二盘形件、第一盘形件的定位更加稳定。
36.作为一种改进,压板21上设有盖板24,以扩大压板21的遮盖面积。
37.如图2,支撑机构10包括底板11、设置在底板上的盘形件定位座12和衬板定位柱13,若干衬板定位柱位于盘形件定位座的周围。衬板上设有若干定位孔,若干衬板定位柱13与若干定位孔配合,以定位衬板。盘形件定位座12用于定位装配在一起的第一盘形件和第二盘形件。
38.如图3,下压机构20包括安装在底板11上的底座25、安装在底座上的升降用气缸26、安装在升降用气缸上的升降模块261、安装在升降模块上的滑块262、与滑块配合的平移模块27、与平移模块连接的卧式气缸271,卧式气缸安装在升降模块261上。所述压板21安装在平移模块27上。
39.实际操作中,装配在一起的第一盘形件、第二盘形件和衬板定位在所述支撑机构10上,卧式气缸271驱动平移模块27,使压板21位于产品的正上方,之后,升降用气缸26驱动升降模块261下降,压板21压迫在产品上。
40.以上内容仅为本发明的较佳实施方式,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1