一种柔性角码铆压机构的制作方法
1.本发明涉及光伏型材加工设备技术领域,具体为一种柔性角码铆压机构。
背景技术:
2.随着环境保护的呼吁越来越强烈,国家也在逐渐改变传统的发电模式,增加新能源和清洁能源的发电比例,其中太阳能发电得到了迅猛的发展,因此对于太阳能组件的需求也迅速增长,光伏组件在生产过程中,为保证其平稳和稳定性,需要在光伏组件四边安装边框,相邻两边框通过连接件插装,然后将其铆装到一起,为此提出一种柔性角码铆压机构。
3.经检索,专利公告号为cn216462846u公开一种铝型材边框用自动插入角码和铆压装置,包括角码插入及铆压装置底座、角码上料装置、角码插入装置、角码铆压装置、铝型材转移机械装置、以及丝杠调节装置,角码上料装置、角码插入装置、角码铆压装置各有两套,且对称分布安装在整个装置的两端。本发明通过人工将一批角码直接倒入角码振动盘中,角码上料装置运行,角码振动盘和直振送料器将角码排列整齐,按序铺满其出料通道,等待角码插入装置的抓取,铝型材转移机械装置将一端需要加工的铝型材,解决了目前也有部分工厂开始陆续引入了一些自动化或者半自动化的生产线,但大都存在生产效率低、设备故障率高、通用性差的问题。
4.目前光伏型材边框在加工时,有道工序是将角码塞进锯切好的短边框内腔铆压固定,目前操作方式很多是人工操作,加工效率低下,有漏加工、铆压不到位、加工尺寸超差等弊端,且市面上边框型材种类规格繁多,需兼容的种类多,现有的设备都是刚性加工方式,兼容种类单一,为此我们提出一种柔性角码铆压机构来解决现有的问题。
技术实现要素:
5.本发明的目的在于提供一种柔性角码铆压机构,以解决上述背景技术中提出的问题。
6.为实现上述目的,本发明提供如下技术方案:一种柔性角码铆压机构,包括铆压组件、边框型材、铝角码、推角码组件、检测角码组件、边框型材保持组件、机构底板和气液增压缸,所述机构底板的上表面前端面一侧安装有铆压组件,所述铆压组件的一侧设置有铝角码,所述铝角码的上方设置有检测角码组件,所述机构底板的上表面前端面另一侧安装有边框型材保持组件,所述机构底板的底部安装有气液增压缸,所述机构底板的上表面后端安装有铆压组件。
7.通过一系列结构的配合设置,本机构是一套一种柔性角码铆压机构,在光伏型材加工中,有道工序是将角码塞进锯切好的短边框内腔铆压固定,本机构是根据此工序专门设计,加工时,将短边框送入待铆压组件铆压位处,移载组件将短边框移载至待铆压处,然后保持组件动作将短边框固定住,检测角码组件检测到有角码到位的信号后,推角码组件将角码推入短边框内腔中,然后铆压组件工作将短边框型材和角码固定在一起,最后移载
组件将加工完的短边框移出取走,此时加工完成,从而本机构可以柔性生产市面上约90%的规格的边框型材,可生产多种长度、宽度、厚度的边框,兼容范围广,生产不同规格边框时可以快速调节换型,从而可以快速生产,本机构每个动作都有传感器确认动作到位,从而确保不会产生漏加工、铆压不到位的情况,保障生产的稳定性,本机构可使用三种工作模式:全自动生产(锯切、检测、冲孔、铆压、包装一体)、半自动生产(只加工铆压工序)、手动生产(人工取放边框型材和安装角码),本机构上面区域为开放式,方便换型生产时的切换操作,也便于机构的维护和保养操作,,有效的提高了边框型材铆压效果,避免了漏加工的情况发生,提高了工作效率,降低了人工成本,提高了兼容性,通用性强,通过气液增压缸的设置,市面上大部分冲压铆接设备采用液压缸作为执行机构,液压缸需要液压工作站驱动,液压站体积较大,运行时噪声较大,能耗也较高;本机构采用气液增压缸,通过压缩空气驱动,具有体积小,低噪音,低能耗,出力稳定等特点。
8.优选的,所述边框型材保持组件的下方设置有边框型材。
9.优选的,所述铆压组件与机构底板之间通过紧固螺栓固定连接。
10.优选的,所述推角码组件与机构底板之间通过紧固螺栓固定连接。
11.优选的,所述边框型材保持组件与机构底板之间通过紧固螺栓固定连接。
12.与现有技术相比,本发明的有益效果是:
13.1、本发明通过一系列结构的配合设置,本机构是一套一种柔性角码铆压机构,在光伏型材加工中,有道工序是将角码塞进锯切好的短边框内腔铆压固定,本机构是根据此工序专门设计,加工时,将短边框送入待铆压组件铆压位处,移载组件将短边框移载至待铆压处,然后保持组件动作将短边框固定住,检测角码组件检测到有角码到位的信号后,推角码组件将角码推入短边框内腔中,然后铆压组件工作将短边框型材和角码固定在一起,最后移载组件将加工完的短边框移出取走,此时加工完成,从而本机构可以柔性生产市面上约90%的规格的边框型材,可生产多种长度、宽度、厚度的边框,兼容范围广,生产不同规格边框时可以快速调节换型,从而可以快速生产,本机构每个动作都有传感器确认动作到位,从而确保不会产生漏加工、铆压不到位的情况,保障生产的稳定性,本机构可使用三种工作模式:全自动生产(锯切、检测、冲孔、铆压、包装一体)、半自动生产(只加工铆压工序)、手动生产(人工取放边框型材和安装角码),本机构上面区域为开放式,方便换型生产时的切换操作,也便于机构的维护和保养操作,,有效的提高了边框型材铆压效果,避免了漏加工的情况发生,提高了工作效率,降低了人工成本,提高了兼容性,通用性强。
14.2、本发明通过气液增压缸的设置,市面上大部分冲压铆接设备采用液压缸作为执行机构,液压缸需要液压工作站驱动,液压站体积较大,运行时噪声较大,能耗也较高;本机构采用气液增压缸,通过压缩空气驱动,具有体积小,低噪音,低能耗,出力稳定等特点。
附图说明
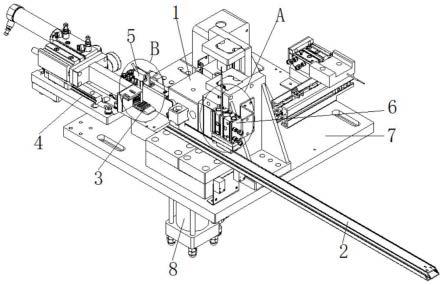
15.图1为本发明的结构示意图;
16.图2为本发明图1中的a处局部放大结构示意图;
17.图3为本发明图1中的b处局部放大结构示意图。
18.图中:1、铆压组件;2、边框型材;3、铝角码;4、推角码组件;5、检测角码组件;6、边框型材保持组件;7、机构底板;8、气液增压缸。
具体实施方式
19.下文结合附图和具体实施例对本发明的技术方案做进一步说明。
20.实施例一
21.如图1-3所示,本发明提出的一种柔性角码铆压机构,包括铆压组件1、边框型材2、铝角码3、推角码组件4、检测角码组件5、边框型材保持组件6、机构底板7和气液增压缸8,机构底板7的上表面前端面一侧安装有铆压组件1,铆压组件1的一侧设置有铝角码3,铝角码3的上方设置有检测角码组件5,机构底板7的上表面前端面另一侧安装有边框型材保持组件6,机构底板7的底部安装有气液增压缸8,机构底板7的上表面后端安装有铆压组件1。
22.基于实施例一的一种柔性角码铆压机构工作原理是:使用时,接通外部电源,新型通过一系列结构的配合设置,本机构是一套一种柔性角码铆压机构,在光伏型材加工中,有道工序是将角码塞进锯切好的短边框内腔铆压固定,本机构是根据此工序专门设计,加工时,将短边框送入待铆压组件1铆压位处,移载组件将短边框移载至待铆压处,然后保持组件动作将短边框固定住,检测角码组件5检测到有角码到位的信号后,推角码组件4将角码推入短边框内腔中,然后铆压组件1工作将短边框型材2和角码固定在一起,最后移载组件将加工完的短边框移出取走,此时加工完成,从而本机构可以柔性生产市面上约90%的规格的边框型材2,可生产多种长度、宽度、厚度的边框,兼容范围广,生产不同规格边框时可以快速调节换型,从而可以快速生产,本机构每个动作都有传感器确认动作到位,从而确保不会产生漏加工、铆压不到位的情况,保障生产的稳定性,本机构可使用三种工作模式:全自动生产锯切、检测、冲孔、铆压、包装一体、半自动生产(只加工铆压工序)、手动生产人工取放边框型材2和安装角码,本机构上面区域为开放式,方便换型生产时的切换操作,也便于机构的维护和保养操作,,有效的提高了边框型材2铆压效果,避免了漏加工的情况发生,提高了工作效率,降低了人工成本,提高了兼容性,通用性强,通过气液增压缸8的设置,市面上大部分冲压铆接设备采用液压缸作为执行机构,液压缸需要液压工作站驱动,液压站体积较大,运行时噪声较大,能耗也较高;本机构采用气液增压缸8,通过压缩空气驱动,具有体积小,低噪音,低能耗,出力稳定等特点。
23.实施例二
24.如图1-3所示,本发明提出的一种柔性角码铆压机构,相较于实施例一,本实施例还包括:边框型材保持组件6的下方设置有边框型材2,铆压组件1与机构底板7之间通过紧固螺栓固定连接,推角码组件4与机构底板7之间通过紧固螺栓固定连接,边框型材保持组件6与机构底板7之间通过紧固螺栓固定连接。
25.本实施例中,因铆压组件1与机构底板7之间通过紧固螺栓固定连接,从而便于对铆压组件1进行拆装,因推角码组件4与机构底板7之间通过紧固螺栓固定连接,从而便于对推角码组件4进行拆装,因边框型材保持组件6与机构底板7之间通过紧固螺栓固定连接,从而便于对边框型材保持组件6进行拆装。
26.上述具体实施例仅仅是本发明的几种优选的实施例,基于本发明的技术方案和上述实施例的相关启示,本领域技术人员可以对上述具体实施例做出多种替代性的改进和组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1