一种汽轮机转子锻件的热处理装置及加工方法与流程
1.本发明涉及汽轮机转子加工技术领域,具体为一种汽轮机转子锻件的热处理装置及加工方法。
背景技术:
2.汽轮机转子是由主轴、叶轮或转鼓、动叶片和联轴器等汽轮机旋转部件组成的组合体,汽轮机转子锻件在生产加工时需要进行高温加热以及锻打处理,但当前汽轮机转子锻件高温加热以及锻打所使用的热处理装置还存在一定的不足:
3.1.现有热处理装置在使用时需要人工手动清洁锻打台上掉落的氧化皮碎屑,且后期需要人工清理地面掉落的氧化皮碎屑,从而浪费了人力;
4.2.现有热处理装置不具备预热机构,无法将待高温加热处理的汽轮机转子锻件进行预加热,从而导致锻打后汽轮机转子锻件上残余的热量无法回收利用,进而浪费了能源。
5.针对上述问题,发明人提出一种汽轮机转子锻件的热处理装置及加工方法用于解决上述问题。
技术实现要素:
6.为了解决现有热处理装置在使用时需要人工手动清洁锻打台上掉落的氧化皮碎屑与地面掉落的氧化皮碎屑以及无法将汽轮机转子锻件上残余的热量回收利用的问题;本发明的目的在于提供一种汽轮机转子锻件的热处理装置及加工方法。
7.为解决上述技术问题,本发明采用如下技术方案:一种汽轮机转子锻件的热处理装置,包括支撑底架,支撑底架的顶端一侧固定安装有锻打机主体,且锻打机主体的底端固定安装有锻打台本体,锻打台本体上固定安装有集料机构,且集料机构上固定插接有与锻打台本体配合使用的清洁机构,支撑底架远离锻打机主体的一侧上端固定安装有预热机构,且集料机构上固定安装有与预热机构配合使用的驱动机构。
8.优选地,集料机构包括集料斗体,集料斗体固定套设在锻打台本体上,且集料斗体上转动插接有第一转杆,第一转杆远离预热机构的一端固定套设有第一锥齿轮,集料斗体的内壁上固定安装有l型连接杆,且l型连接杆的末端转动连接有第二转杆,第二转杆上固定套设有第二锥齿轮与驱动齿轮,且第二锥齿轮与第一锥齿轮相啮合,锻打台本体上转动套设有转动套环,锻打台本体上固定套接有转动导环,且转动套环的内壁上开设有与转动导环配合使用的转动导槽,转动导环转动插设在转动导槽内,且转动套环的外壁上固定安装有阵列分布的连接侧柱,连接侧柱的末端固定连接有驱动齿环,且驱动齿环与驱动齿轮相啮合,驱动齿环的底端固定安装有连接垂杆,且连接垂杆靠近支撑底架的一端固定安装有集料刮板,集料刮板转动卡设在集料斗体的内腔底部,且集料斗体的底端贯穿开设有与集料刮板配合使用的出料穿孔。
9.优选地,清洁机构包括安装框体,集料斗体上开设有卡接凹槽,且安装框体固定插设在卡接凹槽内,安装框体的内腔底部固定安装有多级电动推杆,且多级电动推杆输出端
的末端固定连接有清洁刮板,清洁刮板靠近支撑底架的一侧能够与锻打台本体的顶端滑动贴合。
10.优选地,预热机构包括预热箱体,预热箱体固定安装在支撑底架上,预热箱体的一侧贯穿开设有连接通槽,且连接通槽内滑动插接有封堵板,预热箱体的底端贯穿开设有阵列分布的第二进风槽,且预热箱体的顶端贯穿开设有与第二进风槽配合使用的出风穿孔,出风穿孔呈阵列分布,支撑底架远离锻打机主体的一侧上端贯穿开设有阵列分布的第一进风槽,且第一进风槽与第二进风槽配合使用,且预热箱体的内腔中固定安装有分隔载板,分隔载板上固定插设有对称设置的安装筒体,安装筒体的顶端与底端均贯穿开设有连接穿槽,且连接穿槽呈阵列分布,安装筒体上转动插接有第三转杆,且第三转杆上固定套设有固定套环,固定套环的外壁上固定安装有阵列分布的驱动扇叶,且第三转杆远离固定套环的一端固定套接有第三锥齿轮,预热箱体上转动插接有第四转杆,分隔载板上贯穿开设有对称设置的第一穿孔,且安装筒体固定插设在第一穿孔内,预热箱体上贯穿开设有对称分布的第二穿孔,且第四转杆转动插设在第二穿孔内,且第四转杆上固定套设有两个第四锥齿轮,第四锥齿轮与第三锥齿轮相啮合。
11.优选地,驱动机构包括安装底座,安装底座与集料斗体固定连接,且安装底座内固定插接有驱动电机,驱动电机输出端的末端固定套设有第五锥齿轮,第一转杆靠近驱动电机的一端固定套设有第六锥齿轮,且第六锥齿轮与第五锥齿轮相啮合,第四转杆靠近驱动电机的一端固定套设有第七锥齿轮,且第七锥齿轮与第五锥齿轮相啮合。
12.一种汽轮机转子锻件热处理装置的加工方法,包括如下步骤:
13.步骤一,使用者可将封堵板开启并在分隔载板上放置适量的待高温加热的汽轮机转子锻件,随后使用者可将任一高温加热后的汽轮机转子锻件移至锻打台本体上并通过锻打机主体进行锻打作业,在此期间,锻打中的汽轮机转子锻件将会掉落氧化皮碎屑在锻打台本体顶端,当对应汽轮机转子锻件锻打作业结束后,使用者可将锻打后的汽轮机转子锻件放置在预热箱体内腔底部,然后使用者可将封堵板复位并将多级电动推杆与驱动电机打开;
14.步骤二,多级电动推杆将带动清洁刮板做一次往复运动,从而能够将锻打台本体顶端掉落的氧化皮碎屑推入集料斗体内,且当清洁刮板做一次往复运动后多级电动推杆件暂停,之后使用者可按照上述步骤进行后续高温加热汽轮机转子锻件的锻打作业并将锻打后的汽轮机转子锻件依次放置在预热箱体内腔底部,且能够通过清洁刮板依次将锻打后掉落的氧化皮碎屑进行清理,无需使用者手动进行多次清理,从而节省了人力;
15.步骤三,在此期间,驱动电机将带动第五锥齿轮转动,从而能够带动第六锥齿轮与第七锥齿轮转动,且在第六锥齿轮转动的同时能够带动第一转杆转动,从而能够带动第一锥齿轮转动,进而能够带动第二锥齿轮转动,进一步能够带动第二转杆转动,且在第二转杆转动的同时能够带动驱动齿轮转动,从而能够配合转动导环与转动导槽的使用带动转动套环、连接侧柱与驱动齿环转动,进而能够通过连接垂杆带动集料刮板转动,从而能够将集料斗体内堆积的氧化皮碎屑进行集中并通过出料穿孔导出,此时使用者可将汽轮机转子锻件锻打时所产生的氧化皮碎屑进行便捷集中收集,无需使用者后期进行清理,从而进一步节省了人力;
16.步骤四,在第七锥齿轮转动的同时将带动第四转杆转动,从而能够带动两个第四
锥齿轮转动,进而能够带动对应第三锥齿轮转动,且在第三锥齿轮转动的同时将带动对应第三转杆转动,从而能够通过固定套环带动对应驱动扇叶转动,进而能够将外界空气通过第一进风槽与第二进风槽吸入预热箱体内腔底部,此时冷空气能够将锻打后汽轮机转子锻件上残余的热量进行吸收,随后吸热的空气将通过对应两个连接穿槽导入预热箱体内腔上端,然后吸热的空气能够对分隔载板上放置的待加热锻打汽轮机转子锻件进行预热,之后放热后的空气将由出风穿孔排出,且在后续使用期间,使用者可将分隔载板上预热后的汽轮机转子锻件进行高温加热以及锻打处理。
17.与现有技术相比,本发明的有益效果在于:
18.1、通过清洁机构的设置使用,能够通过清洁刮板依次将锻打后掉落的氧化皮碎屑进行清理,无需使用者手动进行多次清理,从而节省了人力;
19.2、在驱动机构与集料机构的协调作用下,能够将汽轮机转子锻件锻打时所产生的氧化皮碎屑进行便捷集中收集与清理,无需使用者后期进行清理,从而进一步节省了人力;
20.3、在驱动机构与预热机构的协调作用下,能够将锻打后汽轮机转子锻件残余的热量导向待高温加热的汽轮机转子锻件上,从而实现对待高温加热处理汽轮机转子锻件的预加热,进而便于后续高温加热处理作业的快速开展,进一步实现了节约能源的效果。
附图说明
21.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
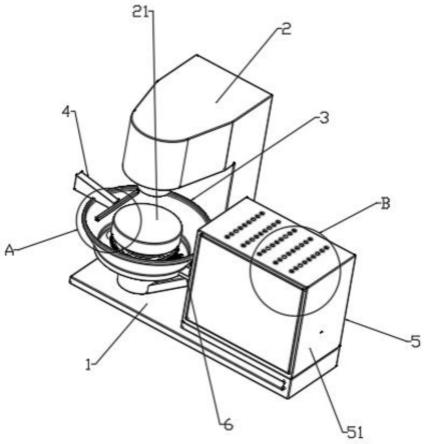
22.图1为本发明结构示意图。
23.图2为本发明图1中a处结构放大示意图。
24.图3为本发明图1中b处结构放大示意图。
25.图4为本发明中预热机构安装示意图。
26.图5为本发明图4中c处结构放大示意图。
27.图6为本发明图4中d处结构放大示意图。
28.图7为本发明图4中e处结构放大示意图。
29.图8为本发明图4中f处结构放大示意图。
30.图中:1、支撑底架;11、第一进风槽;2、锻打机主体;21、锻打台本体;3、集料机构;31、集料斗体;32、第一转杆;33、第一锥齿轮;34、l型连接杆;35、第二转杆;36、第二锥齿轮;37、驱动齿轮;38、转动套环;39、连接侧柱;310、驱动齿环;311、连接垂杆;312、集料刮板;313、出料穿孔;314、转动导环;315、转动导槽;316、卡接凹槽;4、清洁机构;41、安装框体;42、多级电动推杆;43、清洁刮板;5、预热机构;51、预热箱体;52、分隔载板;53、安装筒体;54、连接穿槽;55、第三转杆;56、固定套环;57、驱动扇叶;58、第三锥齿轮;59、第四转杆;510、第四锥齿轮;511、第二进风槽;512、出风穿孔;513、连接通槽;514、封堵板;515、第一穿孔;516、第二穿孔;6、驱动机构;61、安装底座;62、驱动电机;63、第五锥齿轮;64、第六锥齿轮;65、第七锥齿轮。
具体实施方式
31.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.实施例:如图1-8所示,本发明提供了一种汽轮机转子锻件的热处理装置,包括支撑底架1,支撑底架1的顶端一侧固定安装有锻打机主体2,且锻打机主体2的底端固定安装有锻打台本体21,通过锻打机主体2与锻打台本体21的配合使用能够对加热后的汽轮机转子锻件进行锻打处理,此为现有技术,此处不做过多赘述,锻打台本体21上固定安装有集料机构3,且集料机构3上固定插接有与锻打台本体21配合使用的清洁机构4,支撑底架1远离锻打机主体2的一侧上端固定安装有预热机构5,且集料机构3上固定安装有与预热机构5配合使用的驱动机构6。
33.集料机构3包括集料斗体31,集料斗体31固定套设在锻打台本体21上,且集料斗体31上转动插接有第一转杆32,第一转杆32远离预热机构5的一端固定套设有第一锥齿轮33,集料斗体31的内壁上固定安装有l型连接杆34,且l型连接杆34的末端转动连接有第二转杆35,第二转杆35上固定套设有第二锥齿轮36与驱动齿轮37,且第二锥齿轮36与第一锥齿轮33相啮合,锻打台本体21上转动套设有转动套环38,锻打台本体21上固定套接有转动导环314,且转动套环38的内壁上开设有与转动导环314配合使用的转动导槽315,转动导环314转动插设在转动导槽315内,通过转动导环314与转动导槽315的配合使用,为转动套环38的稳定转动提供了保障,且转动套环38的外壁上固定安装有阵列分布的连接侧柱39,连接侧柱39的末端固定连接有驱动齿环310,且驱动齿环310与驱动齿轮37相啮合,驱动齿环310的底端固定安装有连接垂杆311,且连接垂杆311靠近支撑底架1的一端固定安装有集料刮板312,集料刮板312转动卡设在集料斗体31的内腔底部,且集料斗体31的底端贯穿开设有与集料刮板312配合使用的出料穿孔313。
34.通过采用上述技术方案,第一转杆32能够带动第一锥齿轮33转动,进而能够带动第二锥齿轮36转动,进一步能够带动第二转杆35转动,且在第二转杆35转动的同时能够带动驱动齿轮37转动,从而能够配合转动导环314与转动导槽315的使用带动转动套环38、连接侧柱39与驱动齿环310转动,进而能够通过连接垂杆311带动集料刮板312转动,从而能够将集料斗体31内堆积的氧化皮碎屑进行集中并通过出料穿孔313导出,此时使用者可将汽轮机转子锻件锻打时所产生的氧化皮碎屑进行便捷集中收集,无需使用者后期进行清理,从而进一步节省了人力。
35.清洁机构4包括安装框体41,集料斗体31上开设有卡接凹槽316,且安装框体41固定插设在卡接凹槽316内,安装框体41的顶端为远离锻打台本体21的一端高而靠近锻打台本体21的一端低的倾斜式结构,从而便于将安装框体41顶端掉落的氧化皮碎屑导向集料斗体31内,安装框体41的内腔底部固定安装有多级电动推杆42,且多级电动推杆42输出端的末端固定连接有清洁刮板43,清洁刮板43靠近支撑底架1的一侧能够与锻打台本体21的顶端滑动贴合。
36.通过采用上述技术方案,多级电动推杆42将带动清洁刮板43做一次往复运动,从而能够将锻打台本体21顶端掉落的氧化皮碎屑推入集料斗体31内,且当清洁刮板43做一次
往复运动后多级电动推杆42件暂停,无需使用者手动进行多次清理,从而节省了人力。
37.预热机构5包括预热箱体51,预热箱体51固定安装在支撑底架1上,预热箱体51的一侧贯穿开设有连接通槽513,且连接通槽513内滑动插接有封堵板514,封堵板514通过电动伸缩杆实现自动升降,从而能够对连接通槽513进行封堵与开启,此为现有技术,此处不做过多赘述,预热箱体51的底端贯穿开设有阵列分布的第二进风槽511,且预热箱体51的顶端贯穿开设有与第二进风槽511配合使用的出风穿孔512,出风穿孔512呈阵列分布,支撑底架1远离锻打机主体2的一侧上端贯穿开设有阵列分布的第一进风槽11,且第一进风槽11与第二进风槽511配合使用,且预热箱体51的内腔中固定安装有分隔载板52,分隔载板52上固定插设有对称设置的安装筒体53,安装筒体53的顶端与底端均贯穿开设有连接穿槽54,且连接穿槽54呈阵列分布,安装筒体53上转动插接有第三转杆55,且第三转杆55上固定套设有固定套环56,固定套环56的外壁上固定安装有阵列分布的驱动扇叶57,且第三转杆55远离固定套环56的一端固定套接有第三锥齿轮58,预热箱体51上转动插接有第四转杆59,分隔载板52上贯穿开设有对称设置的第一穿孔515,且安装筒体53固定插设在第一穿孔515内,预热箱体51上贯穿开设有对称分布的第二穿孔516,且第四转杆59转动插设在第二穿孔516内,且第四转杆59上固定套设有两个第四锥齿轮510,第四锥齿轮510与第三锥齿轮58相啮合,驱动机构6包括安装底座61,安装底座61与集料斗体31固定连接,且安装底座61内固定插接有驱动电机62,本方案中:驱动电机62优选y80m1-2型号,电动机的供电接口通过开关连接供电系统,驱动电机62运行电路为常规驱动电机62正反转控制程序,电路运行为现有常规电路,本方案中涉及的电路以及控制均为现有技术,在此不进行过多赘述,驱动电机62输出端的末端固定套设有第五锥齿轮63,第一转杆32靠近驱动电机62的一端固定套设有第六锥齿轮64,且第六锥齿轮64与第五锥齿轮63相啮合,第四转杆59靠近驱动电机62的一端固定套设有第七锥齿轮65,且第七锥齿轮65与第五锥齿轮63相啮合。
38.通过采用上述技术方案,驱动电机62将带动第五锥齿轮63转动,从而能够带动第六锥齿轮64与第七锥齿轮65转动,且在第七锥齿轮65转动的同时将带动第四转杆59转动,从而能够带动两个第四锥齿轮510转动,进而能够带动对应第三锥齿轮58转动,且在第三锥齿轮58转动的同时将带动对应第三转杆55转动,从而能够通过固定套环56带动对应驱动扇叶57转动,进而能够将外界空气通过第一进风槽11与第二进风槽511吸入预热箱体51内腔底部,此时冷空气能够将锻打后汽轮机转子锻件上残余的热量进行吸收,随后吸热的空气将通过对应两个连接穿槽54导入预热箱体51内腔上端,然后吸热的空气能够对分隔载板52上放置的待加热锻打汽轮机转子锻件进行预热,之后放热后的空气将由出风穿孔512排出。
39.一种汽轮机转子锻件热处理装置的加工方法,包括如下步骤:
40.步骤一,使用者可将封堵板514开启并在分隔载板52上放置适量的待高温加热的汽轮机转子锻件,随后使用者可将任一高温加热后的汽轮机转子锻件移至锻打台本体21上并通过锻打机主体2进行锻打作业,在此期间,锻打中的汽轮机转子锻件将会掉落氧化皮碎屑在锻打台本体21顶端,当对应汽轮机转子锻件锻打作业结束后,使用者可将锻打后的汽轮机转子锻件放置在预热箱体51内腔底部,然后使用者可将封堵板514复位并将多级电动推杆42与驱动电机62打开;
41.步骤二,多级电动推杆42将带动清洁刮板43做一次往复运动,从而能够将锻打台本体21顶端掉落的氧化皮碎屑推入集料斗体31内,且当清洁刮板43做一次往复运动后多级
电动推杆42件暂停,之后使用者可按照上述步骤进行后续高温加热汽轮机转子锻件的锻打作业并将锻打后的汽轮机转子锻件依次放置在预热箱体51内腔底部,且能够通过清洁刮板43依次将锻打后掉落的氧化皮碎屑进行清理,无需使用者手动进行多次清理,从而节省了人力;
42.步骤三,在此期间,驱动电机62将带动第五锥齿轮63转动,从而能够带动第六锥齿轮64与第七锥齿轮65转动,且在第六锥齿轮64转动的同时能够带动第一转杆32转动,从而能够带动第一锥齿轮33转动,进而能够带动第二锥齿轮36转动,进一步能够带动第二转杆35转动,且在第二转杆35转动的同时能够带动驱动齿轮37转动,从而能够配合转动导环314与转动导槽315的使用带动转动套环38、连接侧柱39与驱动齿环310转动,进而能够通过连接垂杆311带动集料刮板312转动,从而能够将集料斗体31内堆积的氧化皮碎屑进行集中并通过出料穿孔313导出,此时使用者可将汽轮机转子锻件锻打时所产生的氧化皮碎屑进行便捷集中收集,无需使用者后期进行清理,从而进一步节省了人力;
43.步骤四,在第七锥齿轮65转动的同时将带动第四转杆59转动,从而能够带动两个第四锥齿轮510转动,进而能够带动对应第三锥齿轮58转动,且在第三锥齿轮58转动的同时将带动对应第三转杆55转动,从而能够通过固定套环56带动对应驱动扇叶57转动,进而能够将外界空气通过第一进风槽11与第二进风槽511吸入预热箱体51内腔底部,此时冷空气能够将锻打后汽轮机转子锻件上残余的热量进行吸收,随后吸热的空气将通过对应两个连接穿槽54导入预热箱体51内腔上端,然后吸热的空气能够对分隔载板52上放置的待加热锻打汽轮机转子锻件进行预热,之后放热后的空气将由出风穿孔512排出,且在后续使用期间,使用者可将分隔载板52上预热后的汽轮机转子锻件进行高温加热以及锻打处理。
44.显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1