一种带钢浪形在线检测系统的制作方法
本发明涉及带钢冷轧,特别是涉及一种带钢浪形在线检测系统。
背景技术:
1、在带钢生产过程中,根据各生产环节的需要,需要及时准确掌握带钢的信息,其中带钢浪形指标是一个关键指标,钢带浪形的高低关乎产品的优劣。及时、有效的测试出边浪和中浪的高低对于生产产品品质的判定,原料浪形对产品的影响程度,成本控制都具有一定的指导作用;另外,通过浪形检测记录的相关数据的对比,可以掌握浪形指标对客户端的影响程度,可以有效指导生产、供货。
2、由于带钢的浪形控制是优质带钢生产过程中的重要指标,带钢生产厂不断推出新型浪形测量仪。
3、专利号为zl201120223665.0的发明专利中公布了一种热轧带钢浪形缺陷的简易测量装置,该简易测量装置由人工操作,包括横尺、纵尺和连接件,横尺与纵尺垂直放置并通过连接件相连接,所述横尺长1000-1500mm,纵尺长150-200mm,利用该测量装置可提高人工测量浪形缺陷的精度和效率,为浪形控制分析提供了依据。
4、专利号为zl201110296386.1的发明专利中公开一种热轧带钢浪形缺陷在线检测方法及其测量装置,该测量设有一摆杆,随着热轧带钢的移动,摆杆端部在带钢上滑动,通过测量摆杆的偏转角度,计算摆杆端部所在位置的浪形高度,其具体操作步骤如下:1)当带钢平直时,整定摆杆的偏转角度为45°;2)当带钢出现浪形后,测量该偏转角度值为θ;3)根据公式h=rcos45°-rcosθ可近似计算浪形高度h。其有益效果是能给操作人员实时提供板卷的浪形缺陷信息,提高平整效率和平整质量。但该装置是接触式的,且测量的精度较低。
5、专利号为zl201620176095.7的发明专利中公布可一种带钢浪高在线测量装置,该浪高在线测量装置包括:滑轨、激光测距仪及控制模块,滑轨设置在带钢的上方,激光测距仪与滑轨滑动连接。激光测距仪检测带钢与激光测距仪的间距值。控制模块与激光测距仪连接,以接收激光测距仪发送的间距值,将设定时间内的最大间距值与最小间距值做差值运算获得间距差值,间距差值为所述带钢的浪高。该在线测量装置能在线实时监测并记录板型数据,提高板形浪高检测精度。该检测装置可实现在线运行,实现非接触式的浪形测量,但只能测试轧向的浪高,且只能得到测试段内的最大浪高,无法得到带钢的实际浪形。
6、能够实时准确测得带钢的浪形对于热轧工艺的调整和冷轧、平整等工艺条件的控制至关重要,发明一种能实时反映带钢浪形的装置,对于提高冷轧产品的质量至关重要。
技术实现思路
1、为了克服现有技术的不足,本发明的目的是提供一种带钢浪形在线检测系统。
2、为实现上述目的,本发明提供了如下方案:
3、一种带钢浪形在线检测系统,包括:
4、检测单元,实时检测带钢浪形数据;
5、数据处理单元,获取检测数据,及从轧机上位机处获取带钢卷号;
6、根据获取的钢卷号及检测数据,生成目标数据,目标数据包括带钢横向断面浪形柱状图,带钢纵向断面浪形曲线图,及所测钢卷最大浪高值和对应的位置;
7、将目标数据进行显示;
8、所述检测单元具有:
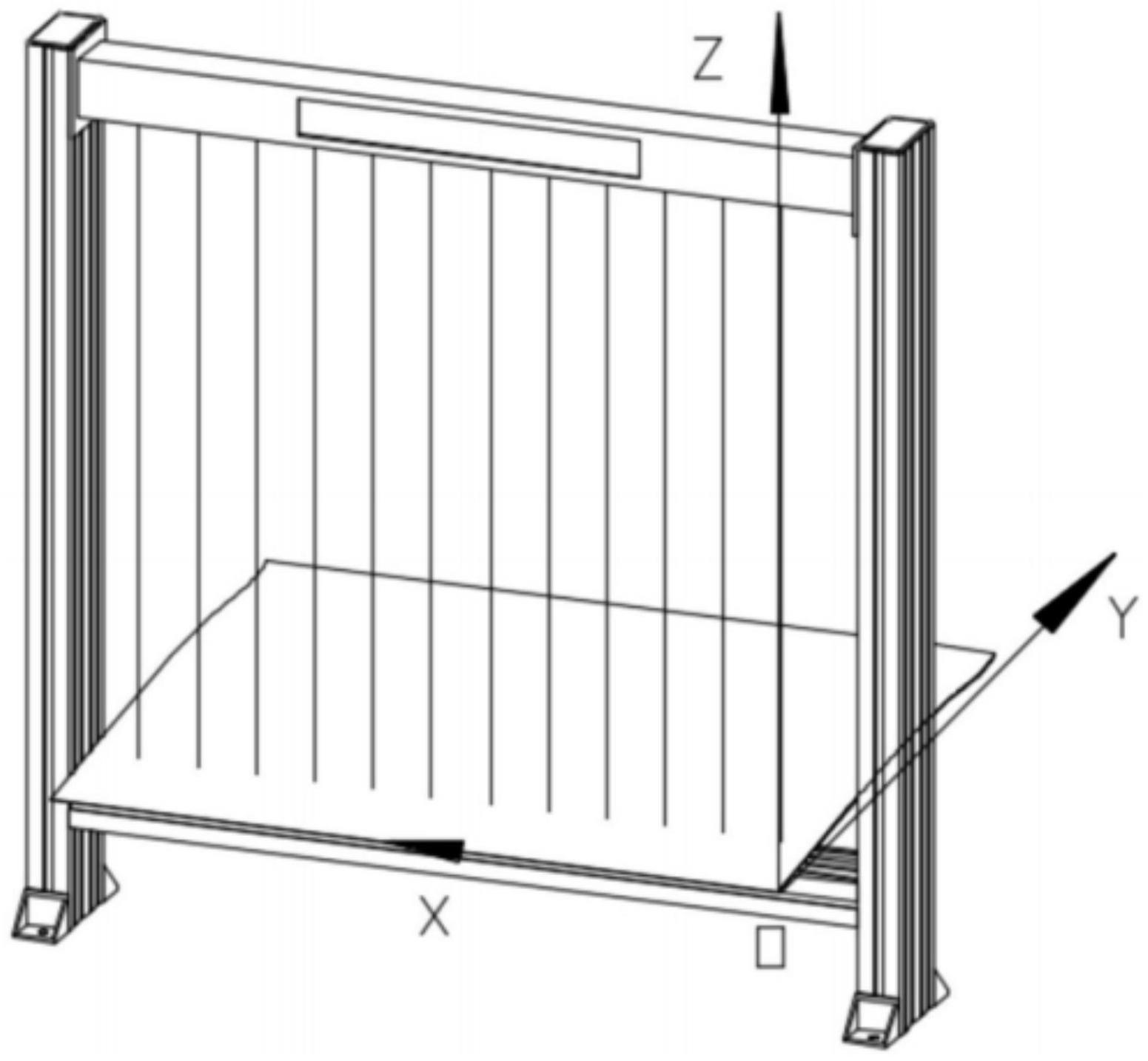
9、机架,所述机架上具有传感器安装横梁,所述传感器安装横梁下部设置若干个用于测量带钢浪形的线形激光传感器,所述线形激光传感器与多通道同步数据采集控制器连接;
10、带钢位置信息传感器,其用于测量带钢长度信息;
11、所述带钢浪形在线检测系统的工作流程为:
12、数据处理单元接收到轧机上位机发出的开始检测信号后,记录带钢的卷号,同时接收带钢检测单元中检测到的带钢浪形数据,将带钢检测单元中线形激光传感器中各传感器检测到的带钢横向浪形值生成柱状图并在屏幕显示,同时将纵向的检测数据生成曲线并在屏幕显示,根据所采集到的带钢浪形数据,将所测钢卷最大浪高值和对应的位置在屏幕进行显示,供用户初步判断浪形信息;
13、数据处理单元里查询历史数据时,根据选择的钢卷号给出该钢卷的浪形信息三维彩色云图,点击图中的某个位置,将给出该位置的整个带钢长度方向的浪形数据,根据该浪形数据可以得出,浪长l,浪高h,和浪数度;
14、数据处理单元接收到上位机发出的新钢卷信号后,当前钢卷检测工作结束,以txt的文件形式将该钢卷的检测数据以钢卷卷号文名称进行保存,同时根据检测到的数据,形成检测报告。
15、优选地,所述检测报告包含带钢卷号、浪数、最大浪高、急竣度和操作人员姓名;带钢卷号为每卷带钢的身份识别码;浪数为达到一定浪长和浪高的浪数;最大浪高为所有浪中最大的浪高值;急竣度为浪高和浪长的比值;操作人员姓名为生产本卷带钢的操作人员。
16、优选地,所述多通道同步数据采集控制器安装在传感器安装横梁处。
17、优选地,所述数据处理单元中,根据钢卷号可查询带钢历史数据,根据选择的钢卷号给出该钢卷的浪形信息三维彩色云图,点击图中的某个位置,将给出该位置的整个带钢长度方向的浪形数据,根据该浪形数据可以得出浪长l、浪高h及浪数。
18、优选地,所述线形激光传感器外设置防护网。
19、优选地,所述线形激光传感器为阵列的激光传感器,所述阵列的激光传感器采集数据的同步误差小于2s,控制器将多路位移值按要求拼组,并通过一个rs422接口与数据处理单元连接。
20、优选地,所述工作流程还包括:
21、数据处理单元首先建立与上位机的通讯,检查与上位机的通讯是否正常,同时对自身的检测系统进行检查,检查阵列的激光传感器的工作状态,检测完成后进入待命状态。
22、根据本发明提供的具体实施例,本发明公开了以下技术效果:
23、本发明可以实时记录每卷钢带的浪形相关信息,根据检测到的数据实现检测报告的自动生成功能。本发明可检测带钢浪高500mm以下,检测频率达到10khz,浪高精度小于0.1mm,具备与轧钢机组上位机的通讯功能,可实现检测数据离线查询功能。
技术特征:
1.一种带钢浪形在线检测系统,其特征在于,包括:
2.根据权利要求1所述的系统,其特征在于,所述检测报告包含带钢卷号、浪数、最大浪高、急竣度和操作人员姓名;带钢卷号为每卷带钢的身份识别码;浪数为达到一定浪长和浪高的浪数;最大浪高为所有浪中最大的浪高值;急竣度为浪高和浪长的比值;操作人员姓名为生产本卷带钢的操作人员。
3.根据权利要求1所述的系统,其特征在于,所述多通道同步数据采集控制器安装在传感器安装横梁处。
4.根据权利要求1所述的系统,其特征在于,所述数据处理单元中,根据钢卷号可查询带钢历史数据,根据选择的钢卷号给出该钢卷的浪形信息三维彩色云图,点击图中的某个位置,将给出该位置的整个带钢长度方向的浪形数据,根据该浪形数据可以得出浪长l、浪高h及浪数。
5.根据权利要求1所述的系统,其特征在于,所述线形激光传感器外设置防护网。
6.根据权利要求1所述的系统,其特征在于,所述线形激光传感器为阵列的激光传感器,所述阵列的激光传感器采集数据的同步误差小于2s,控制器将多路位移值按要求拼组,并通过一个rs422接口与数据处理单元连接。
7.根据权利要求6所述的系统,其特征在于,所述工作流程还包括:
技术总结
本发明提供了一种带钢浪形在线检测系统,包括:检测单元,实时检测带钢浪形数据;数据处理单元,获取检测数据,及从轧机上位机处获取带钢卷号;根据获取的钢卷号及检测数据,生成目标数据,目标数据包括带钢横向浪形柱状图、带钢纵向浪形曲线图及所测钢卷最大浪高值和对应的位置;将目标数据进行显示。本发明同时还公开了一种带钢浪形在线检测方法。本发明可以实时记录每卷钢带的浪形相关信息,根据检测到的数据实现检测报告的自动生成功能。本发明可检测带钢浪高500mm以下,检测频率达到10kHz,浪高精度小于0.1mm,具备与轧钢机组上位机的通讯功能,可实现检测数据离线查询功能。
技术研发人员:潘红良,屈军杰
受保护的技术使用者:上海务宝机电科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!