一种合金支架组装机的制作方法
本实用新涉及五金加工,特别涉及一种合金支架组装机。
背景技术:
1、合金支架的组装大致包括装贴泡棉、安装阻尼器和打螺丝几个阶段,现有的之间组装工序需要大量的人工去协同组装,增大支架加工的时间成本和人力成本,导致支架的组装效率低下。
技术实现思路
1、本发明旨在至少在一定程度上解决相关技术中的技术问题之一。为此,本发明提出一种合金支架组装机,能够自动安装泡棉、阻尼器和螺丝,有效提高支架的组装效率。
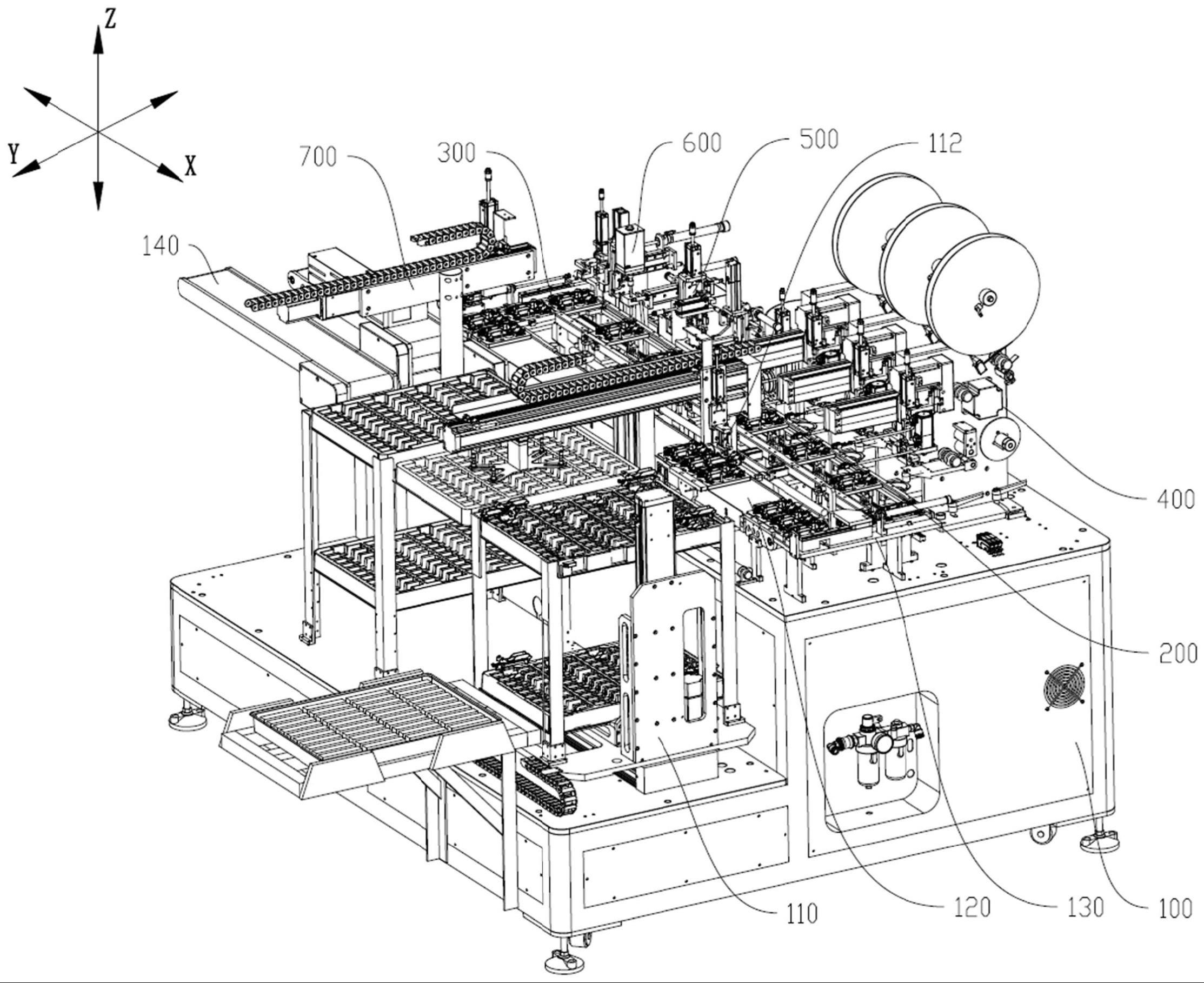
2、根据本发明实施例的一种合金支架组装机,包括机座、载料治具、贴棉装置、配件组装装置和加固装置,机座安装有第一传输件;载料治具和所述第一传输件滑动配合,所述第一传输件能够驱动所述载料治具沿水平方向移动;贴棉装置安装于所述第一传输件的一侧,所述贴棉装置包括第一放料组件和取料压头,所述第一放料组件安装有第一驱动组件,所述第一驱动组件和所述取料压头连接以驱动所述取料压头在所述第一放料组件和所述载料治具之间移动;配件组装装置包括翻转组件和阻尼器组装组件,所述阻尼器组装组件安装于所述贴棉装置背离所述第一传输件的一侧,所述翻转组件安装于所述阻尼器组装组件和所述贴棉装置之间,所述翻转组件和所述阻尼器组装组件配合以安装阻尼器;加固装置包括取料批头和第二放料组件,所述机座安装有第二驱动组件,所述第二驱动组件和所述取料批头连接以驱动所述取料批头在所述第二放料组件和所述载料治具之间移动,或者驱动所述取料批头转动;其中,所述贴棉装置、所述配件组装装置和所述加固装置沿所述载料治具的移动方向依次设置。
3、根据本发明实施例的一种合金支架组装机,至少具有如下有益效果:用户将支架素体放置到载料治具后,组装机开始作业,第一传输件驱动载料治具移动并到达贴棉装置的一侧,取料压头从第一放料组件处取得泡棉,随后第一驱动组件驱动取料压头朝支架上需要安装泡棉的位置移动并下压压头,接着取料压头松开泡棉使泡棉装贴在支架上,第一传输件继续驱动支架朝配件组装装置处移动,翻转组件先将支架翻转一定角度再放回载料治具,载料治具带着翻转后的支架移动到阻尼器组装组件处,阻尼器组装组件将阻尼器安装到支架上,第一传输件继续驱动支架朝加固装置处移动,取料批头从第二放料组件处取得螺钉,随后第二驱动组件驱动取料批头朝支架上需要打螺丝的位置下压并转动螺钉,接着取料批头松开螺钉,螺钉将阻尼器固定在支架上,通过设置贴棉装置、配件组装装置和加固装置,第一驱动组件驱动载料治具依次经过这些装置,可以实现支架的全自动组装作业,节省人工组装所需的时间成本和人力成本,有效提高支架的组装效率。
4、根据本发明的一些实施例,所述机座安装有上料组件和上料传输带,所述上料传输带位于所述第一传输件背离所述贴棉装置的一侧,所述上料组件位于所述上料传输带背离所述第一传输件的一侧,所述第一传输件和所述上料传输带之间安装有两个第二传输件,所述上料传输带、所述第一传输件和两个所述第二传输件配合以使所述治具在所述贴棉装置、所述配件组装装置、所述加固装置和所述上料组件之间循环移动。
5、根据本发明的一些实施例,所述第一传输件包括第一连接件和多个定位块,多个所述定位块沿水平方向间隔设置并均与所述第一连接件连接,所述载料治具背离所述贴棉装置的一侧设有第一定位槽,所述机座安装有第一驱动件,所述第一驱动件和所述第一连接件连接以驱动所述定位块进入或离开所述第一定位槽。
6、根据本发明的一些实施例,所述第一传输件还包括滑轨、第二连接件和多个推块,所述滑轨安装于所述机座,所述载料治具和所述滑轨滑动配合,所述滑轨设有多个导孔,所述定位块对应穿设于所述导孔,所述第二连接件和所述机座滑动连接,多个所述推块沿水平方向间隔设置并均和所述第二连接件连接,所述机座安装有第二驱动件,所述第二驱动件和所述第二连接件连接以驱动所述推块抵压并移动所述载料治具。
7、根据本发明的一些实施例,合金支架组装机还包括检测装置,所述检测装置包括第一夹具和第一检测组件,所述第一夹具位于所述加固装置背离所述配件组装装置的一侧并位于其一所述第二传输件上方,所述第一检测组件位于所述第一夹具背离所述加固装置的一侧,所述机座安装有第三驱动组件,所述第三驱动组件和所述第一夹具连接以驱动所述第一夹具在所述第二传输件和所述第一检测组件之间移动。
8、根据本发明的一些实施例,所述检测装置还包括第二检测组件,所述第二检测组件位于所述取料压头下方,并且所述第二检测组件的检测端朝向所述取料压头设置。
9、根据本发明的一些实施例,所述翻转组件包括第二夹具和第三夹具,所述第三夹具位于所述第二夹具上方,所述第二夹具连接有旋转升降组件,所述第三夹具连接有平移升降组件,所述旋转升降组件和所述平移升降组件均安装于所述机座,所述第二夹具和所述第三夹具配合以翻转工件。
10、根据本发明的一些实施例,所述阻尼器组装组件包括挡块、第四夹具和第三放料组件,所述挡块位于所述第三放料组件和所述第一传输件之间,所述挡块朝向所述第三放料组件的一侧设有第二定位槽,所述第二定位槽位于所述第四夹具下方,所述机座安装有第四驱动组件,所述第四驱动组件和所述第四夹具连接以驱动所述第四夹具在所述第二定位槽和所述载料治具之间移动,或者驱动所述第四夹具转动。
11、根据本发明的一些实施例,所述挡块设有检测孔,所述检测孔沿水平方向贯通所述挡块并和所述第二定位槽远离第三放料组件的一端连通,所述检测装置还包括第三检测组件,所述第三检测组件的检测端朝向所述检测孔设置。
12、根据本发明的一些实施例,所述机座安装有废品传输带,所述废品传输带位于所述上料传输带背离所述第一传输件的一侧并位于所述第一夹具的下方,所述废品传输带的一侧还安装有良品传输带。
13、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:
1.一种合金支架组装机,其特征在于,包括:
2.根据权利要求1所述的一种合金支架组装机,其特征在于,所述机座安装有上料组件和上料传输带,所述上料传输带位于所述第一传输件背离所述贴棉装置的一侧,所述上料组件位于所述上料传输带背离所述第一传输件的一侧,所述第一传输件和所述上料传输带之间安装有两个第二传输件,所述上料传输带、所述第一传输件和两个所述第二传输件配合以使所述治具在所述贴棉装置、所述配件组装装置、所述加固装置和所述上料组件之间循环移动。
3.根据权利要求2所述的一种合金支架组装机,其特征在于,所述第一传输件包括第一连接件和多个定位块,多个所述定位块沿水平方向间隔设置并均与所述第一连接件连接,所述载料治具背离所述贴棉装置的一侧设有第一定位槽,所述机座安装有第一驱动件,所述第一驱动件和所述第一连接件连接以驱动所述定位块进入或离开所述第一定位槽。
4.根据权利要求3所述的一种合金支架组装机,其特征在于,所述第一传输件还包括滑轨、第二连接件和多个推块,所述滑轨安装于所述机座,所述载料治具和所述滑轨滑动配合,所述滑轨设有多个导孔,所述定位块对应穿设于所述导孔,所述第二连接件和所述机座滑动连接,多个所述推块沿水平方向间隔设置并均和所述第二连接件连接,所述机座安装有第二驱动件,所述第二驱动件和所述第二连接件连接以驱动所述推块抵压并移动所述载料治具。
5.根据权利要求2所述的一种合金支架组装机,其特征在于,还包括检测装置,所述检测装置包括第一夹具和第一检测组件,所述第一夹具位于所述加固装置背离所述配件组装装置的一侧并位于其一所述第二传输件上方,所述第一检测组件位于所述第一夹具背离所述加固装置的一侧,所述机座安装有第三驱动组件,所述第三驱动组件和所述第一夹具连接以驱动所述第一夹具在所述第二传输件和所述第一检测组件之间移动。
6.根据权利要求5所述的一种合金支架组装机,其特征在于,所述检测装置还包括第二检测组件,所述第二检测组件位于所述取料压头下方,并且所述第二检测组件的检测端朝向所述取料压头设置。
7.根据权利要求5所述的一种合金支架组装机,其特征在于,所述翻转组件包括第二夹具和第三夹具,所述第三夹具位于所述第二夹具上方,所述第二夹具连接有旋转升降组件,所述第三夹具连接有平移升降组件,所述旋转升降组件和所述平移升降组件均安装于所述机座,所述第二夹具和所述第三夹具配合以翻转工件。
8.根据权利要求7所述的一种合金支架组装机,其特征在于,所述阻尼器组装组件包括挡块、第四夹具和第三放料组件,所述挡块位于所述第三放料组件和所述第一传输件之间,所述挡块朝向所述第三放料组件的一侧设有第二定位槽,所述第二定位槽位于所述第四夹具下方,所述机座安装有第四驱动组件,所述第四驱动组件和所述第四夹具连接以驱动所述第四夹具在所述第二定位槽和所述载料治具之间移动,或者驱动所述第四夹具转动。
9.根据权利要求8所述的一种合金支架组装机,其特征在于,所述挡块设有检测孔,所述检测孔沿水平方向贯通所述挡块并和所述第二定位槽远离第三放料组件的一端连通,所述检测装置还包括第三检测组件,所述第三检测组件的检测端朝向所述检测孔设置。
10.根据权利要求5所述的一种合金支架组装机,其特征在于,所述机座安装有废品传输带,所述废品传输带位于所述上料传输带背离所述第一传输件的一侧并位于所述第一夹具的下方,所述废品传输带的一侧还安装有良品传输带。
技术总结
本发明公开了一种合金支架组装机,包括机座、载料治具、贴棉装置、配件组装装置和加固装置,机座安装有第一传输件;第一传输件能够驱动载料治具沿水平方向移动;贴棉装置安装于第一传输件的一侧;配件组装装置包括翻转组件和阻尼器组装组件;加固装置包括取料批头和第二放料组件;其中,贴棉装置、配件组装装置和加固装置沿载料治具的移动方向依次设置。这样设置,可以实现支架的全自动组装作业,节省人工组装所需的时间成本和人力成本,有效提高支架的组装效率。
技术研发人员:汪剑东,陶利华,杨开井
受保护的技术使用者:广东威铝铝业股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!