一种隧道管片螺栓自动装配系统及其自动化装配方法
1.本发明涉及隧道管片拼装技术领域,特别是指一种隧道管片螺栓自动装配系统及其自动化装配方法。
背景技术:
2.隧道衬砌由若干管片通过螺栓连接成为一个整体,螺栓是连接管片之间唯一部件和最重要的约束,所以螺栓的装配对于对管片的紧固连接起到重要作用。
3.管片拼装机作为盾构掘进机的重要组成部分,在隧道建设过程中起着相当重要的作用,管片拼装机的工作效率和作业质量直接影响隧道建设的进度、质量和使用寿命。在管片安装过程中,管片拼装机通常经过管片的装夹、移动和旋转定位、管片的螺栓装配等工序。
4.传统的螺栓装配主要是通过人工进行,存在以下不足:(1)城市地铁施工用盾构机一般直径在6.2—6.4m左右,管片的外径6.0m,隧道直径5.4m,拼装一环时间一般在30分钟到60分钟不等,花费时间较多,效率较低,降低管片拼装机的工作效率,影响隧道建设的进度;完成一环管片的安装需要16根环向连接螺栓和12根轴向连接螺栓,施工人员在进行螺栓装配的时候,每次携带螺栓数量有限,需要多次往返才能完成一环螺栓的连接,所耗时间较长,降低了螺栓装配的工作效率。
5.(2)管片安装就位后,施工人员先紧固环向连接螺栓,然后再依次紧固轴向连接螺栓,在装配螺栓时,首先将需要装配螺栓的孔内穿上螺栓并戴上螺母,但暂时不要拧紧,将相对应的推进油缸伸出,顶紧已到位的管片,为了确保螺母紧固到位,施工人员会再通过扳手将螺母紧固;在紧固的过程中由于无法准确判断螺母所受力矩大小,可能过紧或过松,过紧可能会损坏管片,过松会影响螺栓装配精度,降低承重能力,对整个隧道的管片安装来说会造成过大的偏差,拼装时一定要将螺母刚好拧紧,否则会降低管片拼装机作业的质量,从而影响隧道建设的质量和使用寿命;并且为了达到减少接缝的目的,应该将螺母进行拧紧加固,一般来说,螺母的拧紧加固需要多次反复进行,螺栓装配工序复杂,装配质量无法得到保障,给隧道的安全留下事故隐患;(3)由于管片安装作业区域狭小、不可预见的外部因素较多,存在可能影响施工人员人身安全的隐患,所以施工人员必须熟悉安全操作规程,并注意操作人员之间的相互协调,由于管片拼装机在施工作业时也会产生较大的噪声,施工现场粉尘污染严重,工作环境较恶劣,大大影响作业人员的身体健康。
6.经检索发现,申请公布日为2021.08.13、申请公布号为cn 113250718 a的中国发明专利申请公开了一种基于自动巡航的管片智能化拼装系统及其拼装方法,包括内部行走机构、固定在内部行走机构外围的移动盘体、啮合连接在移动盘体上的旋转机构和固定在旋转机构上的机械臂操作台,内部行走机构包括行走机构、设于行走机构上的数据处理机构、行走梁和用于驱动行走机构沿行走梁运动的液压行走油缸,机械臂操作台上设有图像识别机构和机械臂。该发明专利的技术方案虽然提供了一种管片螺栓自动装配的方法,但
是仅仅公开了螺栓安装紧固双头机械臂,通过三爪式机械手上的六角凹槽抓取螺栓,并将螺栓插入到所述螺栓孔内,待螺栓安装到位后,带气动扳手的机械手紧固螺母,并未涉及螺栓、螺母自动安装的具体内容。
7.专利申请公布日为2022.03.11、申请公布号为cn 114161130 a的中国发明专利申请公开了一种盾构机管片螺栓自动安装紧固系统,包括送料盘、行走系统、螺栓安装系统、螺母紧固系统和plc控制系统,所述行走系统、螺栓安装系统、螺母紧固系统均与plc控制系统通信连接。该发明虽然公开了相对具体的管片螺栓自动装配结构,但是在安装每一个螺栓时都需要两个机械手分别抓取螺母和螺栓,然后再进行定位、装配操作,不仅动作冗余而可靠性低,而且效率低。
技术实现要素:
8.针对上述背景技术中的不足,本发明提出一种隧道管片螺栓自动装配系统及其自动化装配方法,解决了隧道管片的螺栓装配系统可靠性及效率低的技术问题。
9.本技术的技术方案为:一种隧道管片螺栓自动装配系统,包括多自由度机械臂,所述多自由度机械臂的执行端连接有转轮式储存单元,转轮式储存单元包括存储机构外壳,存储机构外壳内设置有回转装置,回转装置的前侧连接螺栓存储装置、后侧连接螺母存储装置,螺栓存储装置中设置有若干个呈环形分布的螺栓存储仓,螺母存储装置中设置有若干个呈环形分布的螺母存储仓,螺母存储仓与螺栓存储仓一一对应,存储机构外壳的前端设置有与螺栓存储仓配合的拧紧机构和视觉装置,所述多自由度机械臂的执行端设置有伸入螺母存储仓的轴向推送机构,所述多自由度机械臂、轴向推送机构、回转装置、视觉装置均与控制系统相连。
10.进一步地,所述螺母存储装置包括与多自由度机械臂球铰连接的回转盘,所述螺母存储仓设置在回转盘上,螺母存储仓内设置有螺母固定组件,所述轴向推送机构与螺母固定组件顶接配合。
11.进一步地,所述螺母固定组件包括滑动设置在螺母存储仓内的固定圆盘,固定圆盘的内侧设置有固定轴,待安装的螺母插设在固定轴上,固定轴与螺栓存储仓内的待安装螺栓轴向对应。
12.进一步地,所述固定圆盘的外周面设置有橡胶气囊,橡胶气囊与螺母存储仓的内壁、螺栓存储仓的内壁滑动配合。
13.进一步地,所述螺栓存储仓内设置有滑槽,与滑槽配合设置有滑轮,滑轮连接有螺栓定位插接件,螺栓定位插接件上设置有固定待安装螺栓的电动抓手,电动抓手与控制系统相连。
14.进一步地,所述拧紧机构包括旋转驱动装置驱动的卡紧定位装置,卡紧定位装置包括设置在凹槽内的至少两个电动卡紧叶片,电动卡紧叶片上设置有红外线传感器,当红外线传感器检测到螺母时,控制系统控制电动卡紧叶片径向伸出卡紧螺母,随后且控制旋转驱动装置旋转,所述凹槽的前侧壁与卡紧定位装置之间设置有与控制系统相连的压力传感器。
15.进一步地,所述轴向推送机构包括配备有位移传感器的推送油缸,推送油缸的活塞杆端部连接有推送装置、无杆腔的外部设置有保护套筒,保护套筒与螺母存储装置之间
球铰有平衡油缸,所述推送装置包括铰接在推送油缸活塞杆端部的连接平台,连接平台上铰接有若干个微调油缸,微调油缸的活塞杆端部铰接在同一个推送平台上,推送平台与螺母存储装置之间设置有电磁铁,所述推送油缸、位移传感器、微调油缸、电磁铁均与控制系统相连。
16.进一步地,所述回转装置包括与控制系统相连的驱动单元,驱动单元通过传动单元、驱动齿轮与大齿圈啮合,大齿圈滑动设置在存储机构外壳内,螺栓存储装置与螺母存储装置分别连接在大齿圈的两侧。
17.进一步地,所述多自由度机械臂包括基座,基座通过回转机构连接有第一大臂连杆,第一大臂连杆通过第二大臂连杆与所述执行端相连,回转机构与第一大臂连杆之间、第一大臂连杆与第二大臂连杆之间、第二大臂连杆与执行端之间均设置有与控制系统相连的伺服电机。
18.一种隧道管片螺栓自动化装配方法,包括所述隧道管片螺栓自动装配系统,自动化装配方法包括如下步骤:步骤一:隧道管片螺栓自动装配系统在多自由度机械臂的作用下向盾尾方向移动,位于拧紧机构上的视觉装置向周围进行扫描识别,并将扫描信息通过控制系统传递至后台管理系统进行分析,确定隧道管片的螺栓孔的位置,并得到螺栓孔在多自由度机械臂坐标系下的位姿,多自由度机械臂通过位姿变换将拧紧机构对准螺栓孔并贴合;步骤二:控制所述轴向推送机构插入螺母存储仓,轴向推送机构推动螺母固定组件与螺栓定位插接件向螺栓孔方向运动,当待安装螺栓穿入螺栓孔后,直至拧紧机构内设的红外线传感器识别到待安装螺栓上的预装螺母时,电动卡紧叶片自动伸出并卡紧预装螺母,在旋转驱动装置的作用下,拧紧机构的卡紧定位装置开始转动,拧紧机构内设的压力传感器实时向后台管理系统反馈预装螺母的受力情况,当预装螺母受力达到阈值,拧紧机构自动停止拧紧,电动卡紧叶片收缩,预装螺母安装完成;步骤三:视觉组件扫描识别周围的工作情况并传递给后台管理系统进行分析,确定待安装螺栓另一端的螺栓孔位置信息,多自由度机械臂通过位姿变换运动到指定的位置,轴向推送机构继续推动螺母固定组件,微调螺母固定组件的位置使其套入所述螺栓,重复步骤二的拧紧过程;步骤四:完成一根螺栓的装配工作后,轴向推送机构带动螺母固定组件、螺栓定位插接件复位,轴向推送机构退出螺母存储仓,转轮式储存单元通过回转装置转动一定角度,直至下一个螺母存储仓与轴向推送机构轴向相对;重复步骤一至三,直至完成一环管片的螺栓装配完毕;步骤五:转轮式储存机构内置的待安装螺栓与螺母装配完后,隧道管片螺栓自动装配系统在多自由度机械臂的位置变换下,调整到适应施工人员添加待安装螺栓与螺母的角度,施工人员打开转轮式储存单元前端的端盖,进行螺栓和螺母的添加。
19.与现有技术相比,本发明该装置设计了可储存足够的螺栓和螺母,无论是环向螺栓连接还是轴向螺栓连接,该装置储存的螺栓数量都能满足要求,并且每根螺栓后端均有一个提前预紧的螺母,这样只需要推出两次就可以完成一根螺栓的装配,节省了时间,提高了螺栓装配的效率,并且将转轮式储存单元内的储存仓设计为通孔,一方面结构简单方便加工制造,另一方面可以适用于不同直径和形状的螺栓,并且增加了该装置的适用范围;在
螺母拧紧时,由于过紧或过松都会对管片造成影响,所以在该装置上添加了压力传感器,可以实时向后台管理系统反馈螺母的受力情况,当螺母受力达到一定阈值,自动停止拧紧;考虑到管片安装作业区域狭小和螺栓装配工序复杂,本发明的隧道管片螺栓自动装配系统结构精巧、动作灵活,可以高效稳定的完成螺栓装配这一工作;本发明可以独立完成装配过程,与管片拼装机同时工作且不会影响管片拼装机的工作过程,从根本上提高螺栓装配的效率;按照管片弧度设计拧紧装置前端形状,这样防止拧紧机构在装配螺栓的过程中与管片发生碰撞,提高了螺栓装配的安全性;根据管片拼装机的驱动方式选择本发明的液压驱动方式,便于控制系统控制,方便管理维护;本发明可以应用在盾构机直径在6.4m以上的管片拼装机上,通过卡扣式装置与管片拼装机扼架连接,拆装方便,易于装配,通用性高,同时可以跟随扼架运动到螺栓口的附近,减少移动时间,提高效率;本发明中添加了红外线传感器、压力传感器、位移传感器等电子元器件,具有识别定位螺栓孔等功能,可以高效安全的代替施工人员完成螺栓装配工作,从而有效地保证施工人员的安全,使得管片拼装机械向全自动化方向发展。
附图说明
20.为了更清楚地说明本发明实施例,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
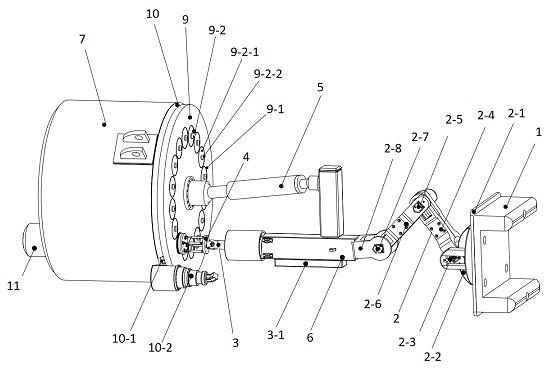
21.图1为本发明的整体结构示意图;图2为图1中回转装置和轴向推送机构的放大图;图3为图1中转轮式储存单元的局部剖视图;图4为图1中拧紧机构和转轮式储存单元的结构示意图;图5为图1中拧紧机构的结构放大图。
具体实施方式
22.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有付出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.一种隧道管片螺栓自动装配系统,如图1-图5所示,包括多自由度机械臂2,所述多自由度机械臂2的执行端连接有转轮式储存单元,转轮式储存单元存储有待安装的螺栓和螺母,通过旋转使各组螺栓和螺母分别与执行端轴向对应,通过执行端的推送控制螺栓和螺母的送出。
24.具体地,所述转轮式储存单元包括存储机构外壳7以及位于外壳7内部的主控机仓8-3,存储机构外壳7内设置有回转装置10,回转装置10的前侧连接螺栓存储装置8、后侧连接螺母存储装置9,通过回转装置10同步驱动螺栓存储装置8、螺母存储装置9旋转,使对应的螺栓和螺母进入待安装位置。螺栓存储装置8中设置有若干个呈环形分布的螺栓存储仓8-1,每个螺栓存储仓8-1中存储有一根螺栓,螺栓上预装有一个螺母;螺母存储装置9中设置有若干个呈环形分布的螺母存储仓9-1,螺母存储仓9-1与螺栓存储仓8-1一一对应。每个
螺母存储仓9-1中存储有一个螺母,与螺栓存储仓8-1中存储的螺栓配套使用。
25.所述存储机构外壳7的前端设置有与螺栓存储仓8-1配合的拧紧机构11和视觉装置12,视觉装置12用于检测螺栓孔位置并定位多自由度机械臂2的位置。当执行端将螺栓或螺母推送至拧紧机构11时,拧紧机构11夹持对应的螺母实现旋紧。
26.所述多自由度机械臂2的执行端设置有伸入螺母存储仓9-1的轴向推送机构,通过轴向推送机构将螺栓和螺母推送至对应的螺栓孔中,以及推送至拧紧机构11对应的位置,实现螺母与螺栓的装配。所述多自由度机械臂2、轴向推送机构、回转装置10、视觉装置12均与控制系统相连,本系统的所有动作均通过控制系统实现自动操作。所述视觉装置12包括工业摄像头12-1,其被配置为检测螺栓孔的位置,可扫描识别周围管片上的情况,并反馈给主控机传递至后台系统进行分析,确定螺栓孔位置,得到多自由度机械臂坐标系下的位姿,通过机器人运动学反解,得到此时的多自由度机械臂关节姿态信息,根据位置信息进行轨迹规划并进行位姿变换。
27.具体地,所述螺母存储装置9包括与多自由度机械臂2球铰连接的回转盘,所述螺母存储仓9-1设置在回转盘上,螺母存储仓9-1内设置有螺母固定组件9-2,所述轴向推送机构与螺母固定组件9-2顶接配合。所述螺母固定组件9-2包括滑动设置在螺母存储仓9-1内的固定圆盘9-2-1,固定圆盘9-2-1的内侧设置有固定轴9-2-2,待安装的螺母插设在固定轴9-2-2上,固定轴9-2-2与螺栓存储仓8-1内的待安装螺栓轴向对应。
28.作为一种优选的实施的方式,所述固定圆盘9-2-1的外周面设置有橡胶气囊,橡胶气囊与螺母存储仓9-1的内壁、螺栓存储仓8-1的内壁滑动配合。固定圆盘一周设置有橡胶气囊,一方面用于保证螺母固定组件9-2在螺母存储仓9-1内运动时不随意上下滑动,增大摩擦力,另一方面减小零件损耗。在固定轴9-2-2前端设计一个橡胶头,减少固定轴9-2-2推出螺栓时的碰撞和磨损;在竖直方向时,橡胶头也可以防止螺母掉下来,起到固定作用;作为一种优选的实施的方式,所述螺栓存储仓8-1内设置有滑槽,与滑槽配合设置有滑轮,滑轮连接有螺栓定位插接件8-2,螺栓定位插接件8-2上设置有固定待安装螺栓的电动抓手,电动抓手与控制系统相连。螺栓定位插接件8-2能卡入滑槽且可拆卸,螺栓定位插接件8-2一面设有滑轮,与滑槽内壁连接,上部设有抓手,抓手通过销轴与螺栓定位插接件8-2连接,电机驱动抓手张开与收紧,以固定待安装螺栓在螺栓存储仓8-1内不活动。
29.作为一种优选的实施的方式,所述拧紧机构11包括旋转驱动装置11-2驱动的卡紧定位装置11-1,卡紧定位装置11-1包括设置在凹槽内的至少两个电动卡紧叶片11-1-1,电动卡紧叶片11-1-1上设置有红外线传感器11-1-2,当红外线传感器11-1-2检测到螺母时,控制系统控制电动卡紧叶片11-1-1径向伸出卡紧螺母,随后且控制旋转驱动装置11-2旋转,所述凹槽的前侧壁与卡紧定位装置11-1之间设置有与控制系统相连的压力传感器11-1-3。
30.作为一种优选的实施的方式,所述轴向推送机构包括配备有位移传感器3-1的推送油缸3,推送油缸3的活塞杆端部连接有推送装置4、无杆腔的外部设置有保护套筒6,保护套筒6与螺母存储装置9之间球铰有平衡油缸5,通过平衡油缸5实现灵活调整和精确定位的效果。
31.所述推送装置4包括铰接在推送油缸3活塞杆端部的连接平台4-3,连接平台4-3上铰接有若干个微调油缸4-2,微调油缸4-2的活塞杆端部铰接在同一个推送平台4-1上,推送
平台4-1与螺母存储装置9之间设置有电磁铁,所述推送油缸3、位移传感器3-1、微调油缸4-2、电磁铁均与控制系统相连。推送油缸3起到主要的推动作用,各个微调油缸4-2相互配合,通过伸缩的调控可以改变与螺母固定组件9-2的相对位置关系,进而实现螺栓和螺母姿态的微调。
32.作为一种优选的实施的方式,所述回转装置10包括与控制系统相连的驱动单元10-2,驱动单元10-2通过传动单元、驱动齿轮10-3与大齿圈10-1啮合,大齿圈10-1滑动设置在存储机构外壳7内,螺栓存储装置8与螺母存储装置9分别连接在大齿圈10-1的两侧。驱动单元10-2包括设置在大齿圈10-1与存储机构外壳7之间的液压马达、减速器等,通过液压马达的动力输出带动大齿圈10-1进行360度的回转,进而带动螺栓存储装置8与螺母存储装置9在存储机构外壳7内回转。
33.作为一种优选的实施的方式,所述多自由度机械臂2包括基座2-1,基座2-1通过回转机构2-2连接有第一大臂连杆2-4,第一大臂连杆2-4通过第二大臂连杆2-6与所述执行端相连,回转机构2-2与第一大臂连杆2-4之间、第一大臂连杆2-4与第二大臂连杆2-6之间、第二大臂连杆2-6与执行端之间均设置有与控制系统相连的伺服电机。
34.具体地,伺服电机包括设置在回转机构2-2与第一大臂连杆2-4之间的第一伺服电机2-3、设置在第一大臂连杆2-4与第二大臂连杆2-6之间之间的第一大臂伺服电机2-5、设置在第二大臂连杆2-6与执行端之间的第二大臂伺服电机2-7。优选地,所述执行端通过腕部连杆2-8与第二大臂连杆2-6铰接,所述第二大臂伺服电机2-7设置在腕部连杆2-8与第二大臂连杆2-6之间,所述保护套筒6设置在腕部连杆2-8上。第一大臂连杆2-4通过回转机构2-2可以相对基座2-1周向回转,第一大臂连杆2-4与第二大臂连杆2-6之间、第二大臂连杆2-6与腕部连杆2-8之间均可实现俯仰运动。
35.一种隧道管片螺栓自动化装配方法,包括所述隧道管片螺栓自动装配系统,自动化装配方法包括如下步骤:步骤一:隧道管片螺栓自动装配系统在多自由度机械臂2的作用下向盾尾方向移动,位于拧紧机构11上的视觉装置12向周围进行扫描识别,并将扫描信息通过控制系统传递至后台管理系统进行分析,确定隧道管片的螺栓孔的位置,并得到螺栓孔在多自由度机械臂2坐标系下的位姿,多自由度机械臂2通过位姿变换将拧紧机构11对准螺栓孔并贴合。
36.具体地,在视觉装置12的作用下首先进行粗调,控制系统首先调节多自由度机械臂2的位姿,使拧紧机构11初步对准需要安装螺栓组件的螺栓孔;然后进行中调,控制系统控制平衡油缸5伸缩,使拧紧机构11进一步对准需要安装螺栓组件的螺栓孔;再进行精调,控制系统控制推送油缸3伸缩,使拧紧机构11精准地对准需要安装螺栓组件的螺栓孔。
37.步骤二:控制所述轴向推送机构插入螺母存储仓9-1,轴向推送机构推动螺母固定组件9-2与螺栓定位插接件8-2向螺栓孔方向运动。当待安装螺栓穿入螺栓孔后,直至拧紧机构11内设的红外线传感器11-1-2识别到待安装螺栓上的预装螺母时,电动卡紧叶片11-1-1自动伸出并卡紧预装螺母,在旋转驱动装置11-2的作用下,拧紧机构11的卡紧定位装置11-1开始转动。拧紧机构11内设的压力传感器11-1-3实时向后台管理系统反馈预装螺母的受力情况,当预装螺母受力达到阈值,拧紧机构11自动停止拧紧,电动卡紧叶片11-1-1收缩,预装螺母安装完成。
38.具体地,在推送油缸3插入螺母存储仓9-1推送螺母固定组件9-2的过程中,通过微
调油缸4-2调整两者的相对位置关系,实现螺栓和螺母的精确推送。
39.步骤三:视觉组件扫描识别周围的工作情况并传递给后台管理系统进行分析,确定待安装螺栓另一端的螺栓孔位置信息,多自由度机械臂2通过位姿变换运动到指定的位置,轴向推送机构继续推动螺母固定组件9-2,微调螺母固定组件9-2的位置使其套入所述螺栓,重复步骤二的拧紧过程。
40.步骤四:完成一根螺栓的装配工作后,轴向推送机构带动螺母固定组件9-2、螺栓定位插接件8-2复位,轴向推送机构退出螺母存储仓9-1,转轮式储存单元通过回转装置10转动一定角度,直至下一个螺母存储仓9-1与轴向推送机构轴向相对;重复步骤一至三,直至完成一环管片的螺栓装配完毕。
41.步骤五:转轮式储存机构内置的待安装螺栓与螺母装配完后,隧道管片螺栓自动装配系统在多自由度机械臂2的位置变换下,调整到适应施工人员添加待安装螺栓与螺母的角度,施工人员打开转轮式储存单元前端的端盖,进行螺栓和螺母的添加。
42.本发明未详尽之处均为本领域技术人员所公知的常规技术手段。
43.以上内容显示和描述了本发明的基本原理、主要特征及本发明的有益效果。以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1