一种光模块全自动定位焊接装置及其使用方法与流程
本发明属于光电子器件的,尤其是一种光模块全自动定位焊接装置及其使用方法。
背景技术:
1、光模块生产过程的组装工序,需要将接收组件、发射组件和pcb采用锡焊工艺连接组装成整体,再装进光模块外壳内。现有光模块组装使用模块外壳和尾纤作为定位工具,采用人工焊接组装。由于需要焊接的位置分布在pcb的正反两面,所以焊好正面焊点后需要从定位工具上取下再焊反面焊点,这样反面焊点是在没有定位约束的情况下进行的,所以焊接后的成品经常发生变形,装不进外壳,或者勉强装进但电路板和底座贴合不好,发生翘曲,而且用尾纤测试光口的连接性能时,发生插拔不顺畅甚至根本不能插拔,致使产品不合格,这种情况下必须返工,不仅生产效率低下而且极易造成器件损伤报废给生产带来极大困扰。
技术实现思路
1、本发明的目的在于克服现有技术的不足,提供了一种光模块全自动定位焊接装置及其使用方法,以解决现有技术中光模块在焊接后的成品在没有定位约束的情况下经常发生变形装不进外壳,以及贴合不好发生翘曲造成的生产效率低下而且极易造成器件损伤报废的技术问题。
2、本发明解决其技术问题是采取以下技术方案实现的:
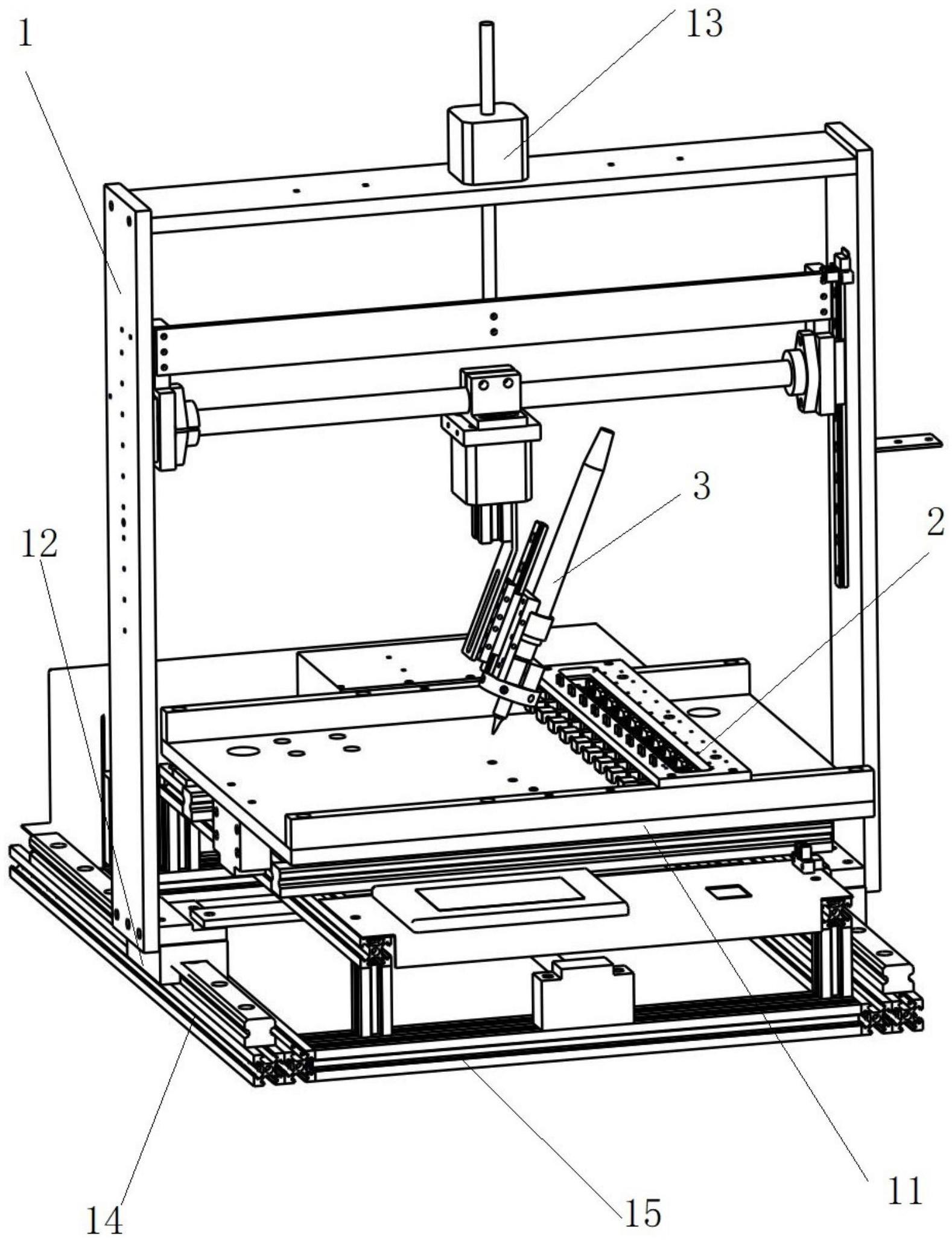
3、一方面本发明提供了一种光模块全自动定位焊接装置,包括焊接组装平台、焊接组装工装、焊接手柄装置、智能管理系统和上位机,所述焊接组装工装和焊接手柄装置分别与所述焊接组装平台可拆卸连接,所述焊接组装工装用于实现对光模块精确且可靠的夹装定位,
4、所述智能管理系统装载在所述上位机中,所述上位机与所述焊接组装平台和所述焊接手柄装置有线或无线连接,所述智能管理系统用于实现操控所述焊接组装平台和所述焊接手柄装置对光模块实现连续自动全位置全方向的任意焊接;
5、所述焊接组装平台包括x轴运动平台、y轴运动平台、z轴运动平台和底座,所述z轴运动平台设置在所述y轴运动平台的上部,所述x轴运动平台设置在所述y轴运动平台的下部,所述y轴运动平台设置在所述底座上,
6、所述底座包括底杆和横梁,所述底杆和横梁形成长方形或正方形的底部结构,所述y轴运动平台在所述底座上以所述底杆的中轴线平行移动,所述z轴运动平台在所述y轴运动平台上以所述横梁的中轴线垂直移动,所述x轴运动平台在所述y轴运动平台上以所述横梁的中轴线平行移动,
7、所述焊接组装工装可拆卸安装在所述x轴运动平台上,所述焊接组装工装可以根据不同类型的光模块设置为不同的形状和结构,所述不同的形状和结构的焊接组装工装均可实现在所述x轴运动平台实现快速定位或针对在不同的机台之间互换使用,
8、所述焊接手柄装置设置在所述z轴运动平台上,所述焊接手柄装置配有清洁装置、送锡装置和角度调节装置,所述清洁装置用于焊接操作前的清洁操作,所述送锡装置用于向所述焊接手柄装置进行送锡操作,
9、所述角度调节装置用于与所述焊接手柄装置按照预设的角度进行设置,通过调整所述角度调节装置的角度使所述焊接手柄装置在水平圆周内对各方向进行焊接,同时避免产品损坏。
10、所述上位机配有控制面板和存储模块,所述控制面板用于输入和显示相关的设备参数和焊接参数以及通过所述智能管理系统操控所述焊接组装平台和所述焊接手柄装置对光模块实现连续自动全位置全方向的任意焊接,所述存储模块用于存储和调取相关的设备参数和焊接参数;
11、优选地,所述y轴运动平台包括龙门架、y轴直线轴承和y轴驱动装置,所述y轴直线轴承安装在所述底杆上,所述龙门架安装在所述y轴直线轴承上,所述y轴驱动装置安装在所述横梁且与所述龙门架配合,所述y轴直线轴承和y轴驱动装置的配合用于实现所述龙门架在所述y轴直线轴承以所述底杆的中轴线平行移动,
12、所述z轴运动平台包括z轴直线轴承、z轴驱动装置、z轴传动梁、z轴光轴和z轴连接件,所述z轴直线轴承安装在所述龙门架内壁的中上部,所述z轴驱动装置安装在所述龙门架的顶端且与所述z轴传动梁配合,所述z轴传动梁和z轴光轴的两端分别通过所述z轴连接件安装在所述z轴直线轴承上,所述z轴直线轴承和z轴驱动装置的配合用于实现所述z轴传动梁和z轴光轴通过所述z轴连接件在所述z轴直线轴承上以所述横梁的中轴线垂直移动,
13、所述x轴运动平台包括x轴直线轴承、x轴驱动装置、x轴支撑件和工装托盘,所述x轴支撑件架设在所述横梁上且设置在所述龙门架的内部,所述x轴支撑件与所述龙门架的内壁按照预设的距离设置,所述x轴直线轴承和x轴驱动装置安装在所述x轴支撑件上,所述x轴驱动装置设置在所述x轴直线轴承之间,所述工装托盘安装在所述x轴直线轴承和x轴驱动装置上,所述x轴直线轴承和x轴驱动装置的配合用于实现所述工装托盘在所述x轴直线轴承上以所述横梁的中轴线平行移动;
14、优选地,所述工装托盘的两端设置有定位条,所述定位条上依次间隔设置有定位柱,所述焊接组装工装配有定位孔,所述定位孔与定位柱的配合用于所述焊接组装工装与所述工装托盘的快速定位;
15、优选地,所述焊接手柄装置包括焊接连接件、焊接电机、焊接转臂和焊接手柄夹持架,所述焊接连接件用于将所述焊接电机安装在所述z轴传动梁上,所述焊接转臂的一端与所述焊接电机的轴连接,所述焊接转臂的另一端与所述焊接手柄夹持架可拆卸连接,所述焊接手柄夹持架用于夹持焊接手柄或电洛铁,
16、所述焊接转臂按照预设的角度进行设置,通过调整所述焊接转臂的角度使得焊接手柄或电洛铁在水平圆周内对各方向进行焊接;
17、优选地,所述y轴驱动装置包括y轴电机、y轴丝杠、y轴传动块和y轴传动梁,所述y轴电机与所述y轴丝杠轴连接,所述y轴传动块安装在所述y轴丝杠上,所述y轴传动梁安装在所述y轴传动块的顶端,所述y轴传动梁的两端与所述龙门架底端内壁连接,
18、所述z轴驱动装置包括z轴电机、z轴丝杠,所述z轴电机和z轴丝杠轴连接,所述z轴传动梁的心中位置与所述z轴丝杠连接,
19、所述x轴驱动装置包括x轴电机、x轴丝杠和x轴传动块,所述x轴电机和x轴丝杠轴连接,所述x轴传动块安装在所述x轴丝杠上,所述工装托盘安装在所述x轴传动块的顶部和所述x轴直线轴承上;
20、另一方面本发明还提供了一种光模块全自动定位焊接装置的使用方法,具体步骤如下:
21、步骤1、将所述焊接手柄夹持架安装在所述焊接转臂上,并将待焊接的光模块焊接组装工装安装到所述工装托盘上;
22、步骤2、将设备参数和焊接参数通过所述控制面板输入至所述上位机;
23、步骤3、通过所述智能管理系统的操控下,所述x轴运动平台、y轴运动平台、z轴运动平台和焊接手柄装置进行初始化操作,同时所述清洁装置完成焊接操作前的清洁操作;
24、步骤4、根据输入相关的设备参数和焊接参数,所述x轴运动平台、y轴运动平台、z轴运动平台和焊接手柄装置对待焊接的光模块进行连续自动全位置全方向的任意焊接;
25、步骤5、待完成本次焊接操作后,所述x轴运动平台、y轴运动平台、z轴运动平台和焊接手柄装置归位,准备下一次焊接操作。
26、本发明的优点和积极效果是:
27、本发明提出了一种光模块全自动定位焊接装置及其使用方法,相对于现有技术,本发明设置有焊接组装平台、焊接组装工装和焊接手柄装置并通过智能管理系统和上位机的配合实现对光模块的自动焊接,保证焊接精度和质量;同时所述上位机配有控制面板和存储模块,可输入并保存相关的设备参数和焊接参数,对操作人员可方便地设置焊接程序。
28、本发明的光模块全自动定位焊接系统可有效的提高生产速度和产品合格率,总生产效率提高3-5倍,同时操作简单化实现了标准化自动焊接组装。
- 还没有人留言评论。精彩留言会获得点赞!