一种模具零件及其高精度定位加工方法与流程
本发明涉及模具加工,具体为一种模具零件及其高精度定位加工方法。
背景技术:
1、注塑是一种工业产品生产造型的方法,产品通常使用橡胶注塑和塑料注塑,将其利用塑料成型模具制成各种形状的塑料制品来实现加工过程,现有的注塑成型过程通常是通过注塑机和模具配合一起来实现的注塑加工过程,因此,现有的注塑加工过程中,对模具零件的精度要求较高。
2、现有的模具零件大多为通过带有空腔的上下模结合使用的形式来实现的,使用过程中,模具零件内的气体如不能排出,将会产生困气现象,影响注塑结果,同时,现有的模具零件大多为通过冲床一次冲压加工成型,模具整体的精度以及各开口部位的位置难以得到有效保证,且精加工过程对使用者的操作要求较高,操作难度较大。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种模具零件及其高精度定位加工方法,解决了现有的模具零件及加工方法在实际操作使用过程中,对于加工精度的要求较高,对操作人员的操作水平要求高,操作难度较大,模具零件整体的实用性不强的问题。
3、(二)技术方案
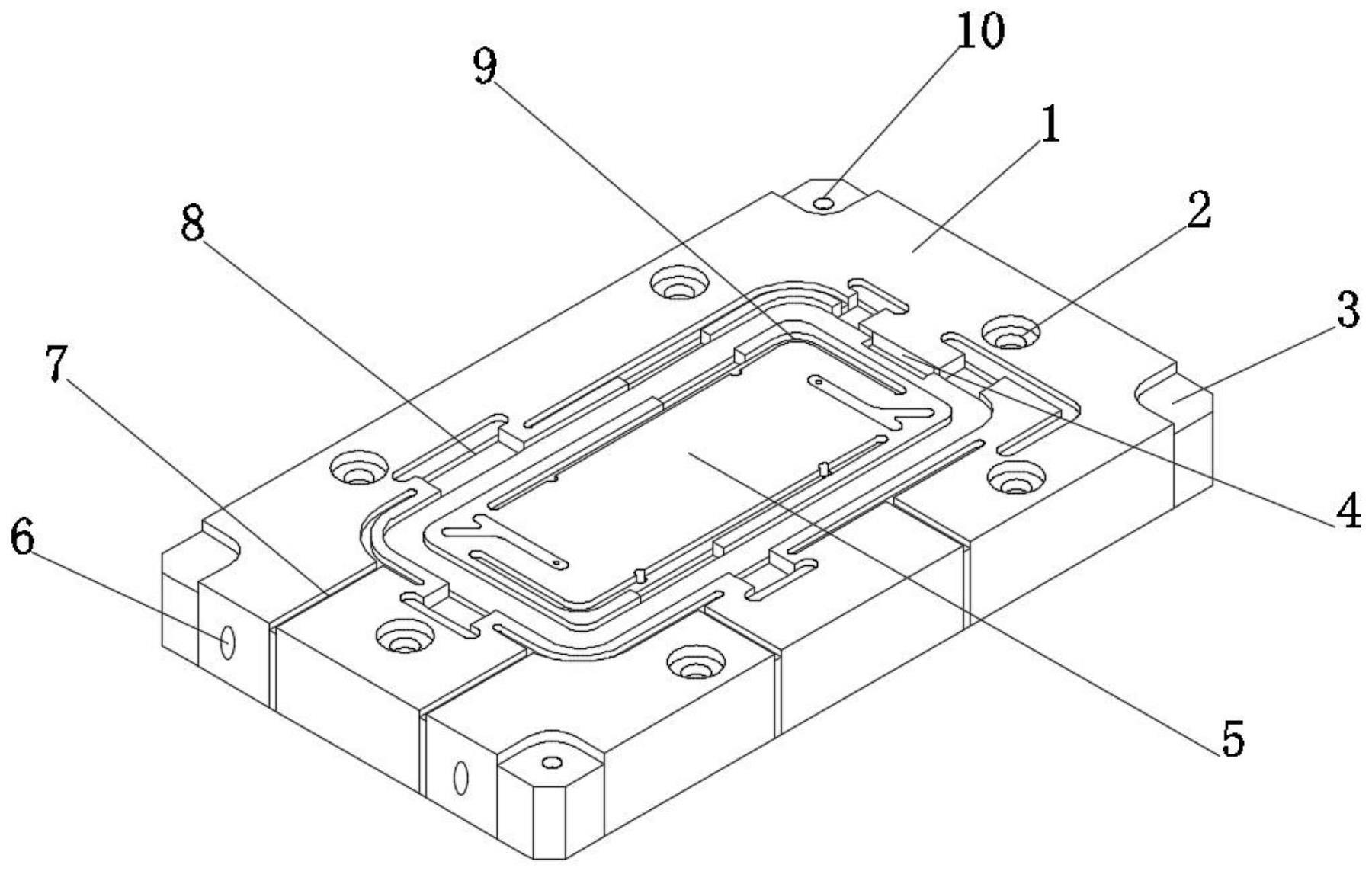
4、为实现以上目的,本发明通过以下技术方案予以实现:一种模具零件及其高精度定位加工方法,包括模具主体,所述模具主体上表面四周边缘处呈等间距开设有多个热嘴孔,所述模具主体上表面四角处均开设有精定位,所述模具主体上表面靠一侧边缘处中间位置开设有胶位,所述模具主体上表面中心处固定设置有避空位;
5、所述模具主体两侧外表面靠前后两端中间位置均固定设置有粗孔,所述模具主体上表面前端及一侧均开设有排气槽,所述模具主体上表面四周边缘处开设有多个碰穿面,所述模具主体上表面中心处开设有螺牙水路,所述模具主体上表面两侧靠前后端分别开设有螺丝孔。
6、一种模具零件及其高精度定位加工方法,具体包括以下步骤:
7、s1.铣床粗加工
8、选择合适尺寸的原材料,通过夹具将原材料固定到铣床加工位置,通过铣床对模具零件外形开粗,加工粗孔,螺丝孔,螺牙水路加工到位,背面热嘴孔开粗;
9、s2.外形精加工
10、通过铣床将模具零件的外形四面及底面进行精加工,外形四面及底面按图纸中要求加工到位;
11、s3.表面精加工
12、通过铣床将模具零件上表面的胶位,排气槽,热嘴孔,避空位及碰穿面位置进行加工,背面加工热嘴孔;
13、s4.edm加工
14、通过edm加工的方式对胶位进行加工,与碰穿面共面的胶位需按图纸要求放vdi30号纹,电极edm加工按数加工即可;
15、s5.外形修整
16、通过铣床对模具零件整体的外形进行修整,四角处需通过铣床进行倒角;
17、s6.表面抛光
18、将模具零件的胶位面进行抛光,抛光按图纸要求将需蚀纹面抛光至800号砂纸,注意对放纹面处进行防护,不要进行抛光;
19、s7.余量去除
20、通过磨床将模具零件顶面的余量进行去除,将模具零件上表面按图纸要求加工到数;
21、s8.尺寸检测
22、加工完成后,将模具零件取下,进行尺寸检测,检测合格后,外发蚀纹。
23、优选的,所述s2中,外形进行精加工时,顶面需要暂留0.05mm。
24、优选的,所述s3中,胶位面加工需留数0.02mm为后续蚀纹加工留出空间。
25、优选的,所述s3中,胶位面加工需留数0.015mm为后续抛光加工留出空间。
26、优选的,所述s4中,edm加工需再留数0.015mm为后续抛光加工留出空间。
27、优选的,所述s7中,胶位面顶面磨床有留数0.05mm,其他工序没有留数,完后注意检测尺寸。
28、(三)有益效果
29、本发明提供了一种模具零件及其高精度定位加工方法。具备以下有益效果:
30、1、本发明提供了一种模具零件及其高精度定位加工方法,相较于现有的零件模具加工方法,该零件模具加工方法通过采用铣床配合edm加工的形式,通过铣床多次对模具零件整体进行加工每次加工过程中留有余量,有利于为后续进行抛光和刻蚀加工留有充足的操作空间,加工完成后将余量去除,在确保该模具零件成品整体的精度的同时,减低相关操作人员加工过程中的加工难度,实现对模具零件的高精度定位加工。
31、2、本发明提供了一种模具零件及其高精度定位加工方法,相较于现有的零件模具加工方法,该零件模具加工方法通过采用edm电火花加工的形式来实现对胶位的位置进行加工的形式,通过利用连续移动的细金属丝对胶位进行脉冲火花放电蚀除金属、切割成型,有利于确保该加工过程整体的加工精度,便于使用者对胶位进行精确定位后再实现加工,提升该加工方法整体的加工效果。
32、3、本发明提供了一种模具零件及其高精度定位加工方法,相较于现有的零件模具,该零件模具通过在其表面设置有螺牙水路和排气槽,有利于使用者在使用该模具零件时,可以更加有效地通过该零件模具完成对产品进行吹塑制作,通过排气槽来实现对吹塑过程中模具内部气体的释放,防止模具内发生困气,影响产品的吹塑成型效果,提升该模具零件整体的实用性。
技术特征:
1.一种模具零件,包括模具主体(1),其特征在于:所述模具主体(1)上表面四周边缘处呈等间距开设有多个热嘴孔(2),所述模具主体(1)上表面四角处均开设有精定位(3),所述模具主体(1)上表面靠一侧边缘处中间位置开设有胶位(4),所述模具主体(1)上表面中心处固定设置有避空位(5);
2.一种模具零件及其高精度定位加工方法,其特征在于,具体包括以下步骤:
3.根据权利要求2所述的一种模具零件及其高精度定位加工方法,其特征在于:所述s2中,外形进行精加工时,顶面需要暂留0.05mm。
4.根据权利要求2所述的一种模具零件及其高精度定位加工方法,其特征在于:所述s3中,胶位(4)面加工需留数0.02mm为后续蚀纹加工留出空间。
5.根据权利要求2所述的一种模具零件及其高精度定位加工方法,其特征在于:所述s3中,胶位(4)面加工需留数0.015mm为后续抛光加工留出空间。
6.根据权利要求2所述的一种模具零件及其高精度定位加工方法,其特征在于:所述s4中,edm加工需再留数0.015mm为后续抛光加工留出空间。
7.根据权利要求2所述的一种模具零件及其高精度定位加工方法,其特征在于:所述s7中,胶位(4)面顶面磨床有留数0.05mm,其他工序没有留数,完后注意检测尺寸。
技术总结
本发明提供一种模具零件及其高精度定位加工方法,涉及模具加工技术领域。该模具零件及其高精度定位加工方法,包括模具主体,所述模具主体上表面四周边缘处呈等间距开设有多个热嘴孔,所述模具主体上表面四角处均开设有精定位,所述模具主体上表面靠一侧边缘处中间位置开设有胶位,所述模具主体上表面中心处固定设置有避空位。通过采用铣床配合EDM加工的形式,通过铣床多次对模具零件整体进行加工每次加工过程中留有余量,有利于为后续进行抛光和刻蚀加工留有充足的操作空间,加工完成后将余量去除,在确保该模具零件成品整体的精度的同时,减低相关操作人员加工过程中的加工难度,实现对模具零件的高精度定位加工。
技术研发人员:陈知超,郭立郁,王海东
受保护的技术使用者:苏州立迈精密制造有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!