一种汽车吊伸缩臂臂尾与筒体组对装置及方法与流程
1.本发明涉及汽车吊组装技术领域,特别是涉及一种汽车吊伸缩臂臂尾与筒体组对装置及方法。
背景技术:
2.在汽车吊伸缩臂臂尾与筒体快速组对焊接的过程中,原始方法采用人工划线手动对接,存在装配所需时间长、对接精度无法保证、工件的支撑角度无法检测等问题。因此,应市场需求设计开发了一种可快速自动定位检测组对设备及方法。
技术实现要素:
3.本发明针对上述技术问题,克服现有技术的缺点,提供一种汽车吊伸缩臂臂尾与筒体组对装置,包括行走地轨机构、组对升降变位机、组对工装和两套筒体对中机构,行走地轨机构包括轴线行走组件、横向移动组件、轴向定位基准和基准调整组件,轴线行走组件连接于地轨上,横向移动组件安装于轴线行走组件上,轴向定位基准采用升降结构,安装于基准调整组件上并可做轴向调整;组对升降变位机安装于横向移动组件上,包括升降组件和回转组件,回转组件安装于升降组件上;组对工装安装于回转组件上,包括对中组件、左斜面定位组件、右斜面定位组件、轴向顶紧组件和压紧组件,左斜面定位组件和右斜面定位组件对称安装于对中组件上且三者同时运动,轴向顶紧组件安装于夹具中心部位,用于控制工件轴向定位和轴向顶紧工件,压紧组件用于压紧工件,同时在其打开时保证工件的正常上下料;筒体对中机构安装于行走地轨机构的一侧,包括底座和对中夹紧组件,两个筒体对中机构的中心与行走地轨机构的中心在一条直线上。
4.本发明进一步限定的技术方案是:前所述的一种汽车吊伸缩臂臂尾与筒体组对装置,左斜面定位组件和右斜面定位组件均包括两个接触传感器、两个距离传感器和一个角度传感器,接触传感器、距离传感器用于检测工件是否贴合,角度传感器用于测量接触面的角度。
5.前所述的一种汽车吊伸缩臂臂尾与筒体组对装置,轴向顶紧组件采用伺服电缸,压紧组件采用气缸连杆结构。
6.前所述的一种汽车吊伸缩臂臂尾与筒体组对装置,一种汽车吊伸缩臂臂尾与筒体组对方法,具体为:s1、将伸缩臂臂尾放在定位平台上,轴向定位基准升起,轴向顶紧组件的顶紧电缸伸出,进行臂尾的轴向定位;s2、对中组件的两个夹紧臂同时向中间运动对工件进行宽度粗定位,定位后夹紧臂打开;s3、升降变位机带动左斜面定位组件和右斜面定位组件降到工件下方,对中组件
带动左斜面定位组件和右斜面定位组件对宽度方向调整到预定位置;s4、升降变位机向上运动带动左斜面定位组件和右斜面定位组件向上托起工件,压紧组件压紧工件;s5、左斜面定位组件和右斜面定位组件各自的两个接触传感器、两个距离传感器同时检测到工件,证明工件与斜面贴合,角度传感器自动测量两个斜面的角度;s6、plc通过角度传感器返回值,给升降变位机指令,自动调整工件的角度和位置,使工件两个角度平分;plc根据升降变位机的旋转角度,对工件轴线偏移量进行计算,然后给横向移动组件指令,进行臂尾横向调整,调整后,轴向定位基准降下;s7、行走地轨机构带动升降变位机整体向前移动,进行臂尾组对。
7.本发明的有益效果是:组对工装负责工件在变位机上的定位和关键尺寸的检测,组对升降变位机负责根据组对工装返回的测量值进行角度和位置调整,行走地轨主要负责把臂尾组件和和筒体贴合,筒体对中部件负责筒体的对中定位。通过本套设备可实现伸缩臂总成的臂尾与筒体的快速精确组对,提高了生产效率和产品的组对精度;减少了人工组对时的划线过程,减少了划线工位;本设备还可作为臂尾检具,臂尾两对称斜面侧对称度超过一定范围可判定工件不合格。
附图说明
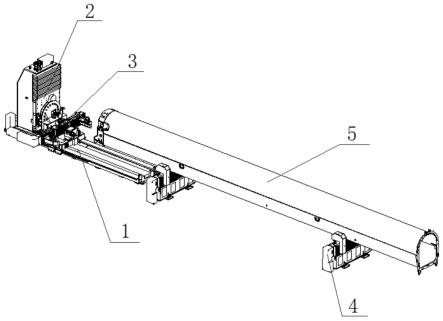
8.图1为汽车吊伸缩臂臂尾与筒体组对装置整体示意图;图2为行走地轨机构示意图;图3为筒体对中机构示意图;图4为组对工装正视图;图5为组对工装侧视图;图6为斜面定位组件示意图;其中:1、行走地轨机构;101、轴向定位基准;102、横向移动组件;103、轴线行走组件;2、组对升降变位机;3、组对工装;301、对中组件;302、左斜面定位组件;303、右斜面定位组件;304、轴向顶紧组件;305、压紧组件;4、筒体对中机构;5、伸缩臂;a、接触传感器;b、距离传感器;c、角度传感器。
具体实施方式
9.本实施例提供的一种汽车吊伸缩臂臂尾与筒体组对装置,结构如图1所示,包括行走地轨机构1、组对升降变位机2、组对工装3和两套筒体对中机构4。
10.如图2所示,行走地轨机构1包括轴线行走组件103、横向移动组件102、轴向定位基准101和基准调整组件。轴线行走组件103连接于地轨上,横向移动组件102安装于轴线行走组件103上,轴向定位基准101采用升降结构,安装于基准调整组件上并可做轴向调整。
11.组对升降变位机2安装于横向移动组件102上,包括升降组件和回转组件,回转组件安装于升降组件上。
12.如图4、5所示,组对工装3安装于回转组件上,包括对中组件301、左斜面定位组件302、右斜面定位组件303、轴向顶紧组件304和压紧组件305。左斜面定位组件302和右斜面定位组件303对称安装于对中组件301上且三者同时运动,如图6所示,左斜面定位组件302
和右斜面定位组件303均包括两个接触传感器a、两个距离传感器b和一个角度传感器c,接触传感器a、距离传感器b用于检测工件是否贴合,角度传感器c用于测量接触面的角度。轴向顶紧组件304采用伺服电缸,安装于夹具中心部位,用于控制工件轴向定位和轴向顶紧工件。压紧组件305采用气缸连杆结构,用于压紧工件,同时在其打开时保证工件的正常上下料。
13.如图3所示,筒体对中机构4安装于行走地轨机构1的一侧,包括底座和对中夹紧组件,两个筒体对中机构4的中心与行走地轨机构1的中心在一条直线上。
14.应用上述装置进行汽车吊伸缩臂臂尾与筒体组对的方法,具体为:s1、将伸缩臂5臂尾放在定位平台上,轴向定位基准101升起,轴向顶紧组件304的顶紧电缸伸出,进行臂尾的轴向定位;s2、对中组件301的两个夹紧臂同时向中间运动对工件进行宽度粗定位,定位后夹紧臂打开;s3、升降变位机带动左斜面定位组件302和右斜面定位组件303降到工件下方,对中组件301带动左斜面定位组件302和右斜面定位组件303对宽度方向调整到预定位置;s4、升降变位机向上运动带动左斜面定位组件302和右斜面定位组件303向上托起工件,压紧组件305压紧工件;s5、左斜面定位组件302和右斜面定位组件303各自的两个接触传感器a、距离传感器b同时检测到工件,证明工件与斜面贴合,角度传感器c自动测量两个斜面的角度;s6、plc通过角度传感器c返回值,给升降变位机指令,自动调整工件的角度和位置,使工件两个角度平分;plc根据升降变位机的旋转角度,对工件轴线偏移量进行计算,然后给横向移动组件102指令,进行臂尾横向调整,调整后,轴向定位基准101降下;s7、行走地轨机构1带动升降变位机整体向前移动,进行臂尾组对。
15.除上述实施例外,本发明还可以有其他实施方式。凡采用等同替换或等效变换形成的技术方案,均落在本发明要求的保护范围。
技术特征:
1.一种汽车吊伸缩臂臂尾与筒体组对装置,其特征在于:包括行走地轨机构(1)、组对升降变位机(2)、组对工装(3)和两套筒体对中机构(4),所述行走地轨机构(1)包括轴线行走组件(103)、横向移动组件(102)、轴向定位基准(101)和基准调整组件,所述轴线行走组件(103)连接于地轨上,所述横向移动组件(102)安装于所述轴线行走组件(103)上,所述轴向定位基准(101)采用升降结构,安装于所述基准调整组件上并可做轴向调整;所述组对升降变位机(2)安装于所述横向移动组件(102)上,包括升降组件和回转组件,所述回转组件安装于所述升降组件上;所述组对工装(3)安装于所述回转组件上,包括对中组件(301)、左斜面定位组件(302)、右斜面定位组件(303)、轴向顶紧组件(304)和压紧组件(305),所述左斜面定位组件(302)和所述右斜面定位组件(303)对称安装于所述对中组件(301)上且三者同时运动,所述轴向顶紧组件(304)安装于夹具中心部位,用于控制工件轴向定位和轴向顶紧工件,所述压紧组件(305)用于压紧工件,同时在其打开时保证工件的正常上下料;所述筒体对中机构(4)安装于所述行走地轨机构(1)的一侧,包括底座和对中夹紧组件,两个所述筒体对中机构(4)的中心与所述行走地轨机构(1)的中心在一条直线上。2.根据权利要求1所述的一种汽车吊伸缩臂臂尾与筒体组对装置,其特征在于:所述左斜面定位组件(302)和所述右斜面定位组件(303)均包括两个接触传感器(a)、两个距离传感器(b)和一个角度传感器(c),所述接触传感器(a)、所述距离传感器(b)用于检测工件是否贴合,所述角度传感器(c)用于测量接触面的角度。3.根据权利要求1所述的一种汽车吊伸缩臂臂尾与筒体组对装置,其特征在于:所述轴向顶紧组件(304)采用伺服电缸,所述压紧组件(305)采用气缸连杆结构。4.一种汽车吊伸缩臂臂尾与筒体组对方法,其特征在于:应用权利要求1-3任意一项所述的汽车吊伸缩臂(5)臂尾与筒体组对装置,具体为:s1、将伸缩臂(5)臂尾放在定位平台上,所述轴向定位基准(101)升起,所述轴向顶紧组件(304)的顶紧电缸伸出,进行臂尾的轴向定位;s2、所述对中组件(301)的两个夹紧臂同时向中间运动对工件进行宽度粗定位,定位后夹紧臂打开;s3、所述升降变位机带动所述左斜面定位组件(302)和所述右斜面定位组件(303)降到工件下方,所述对中组件(301)带动所述左斜面定位组件(302)和所述右斜面定位组件(303)对宽度方向调整到预定位置;s4、所述升降变位机向上运动带动所述左斜面定位组件(302)和所述右斜面定位组件(303)向上托起工件,所述压紧组件(305)压紧工件;s5、所述左斜面定位组件(302)和所述右斜面定位组件(303)各自的两个接触传感器(a)、两个距离传感器(b)同时检测到工件,证明工件与斜面贴合,角度传感器(c)自动测量两个斜面的角度;s6、plc通过角度传感器(c)返回值,给所述升降变位机指令,自动调整工件的角度和位置,使工件两个角度平分;plc根据所述升降变位机的旋转角度,对工件轴线偏移量进行计算,然后给所述横向移动组件(102)指令,进行臂尾横向调整,调整后,所述轴向定位基准(101)降下;
s7、所述行走地轨机构(1)带动所述升降变位机整体向前移动,进行臂尾组对。
技术总结
本发明公开了一种汽车吊伸缩臂臂尾与筒体组对装置,涉及汽车吊组装技术领域,行走地轨机构的轴线行走组件连接于地轨上,横向移动组件安装于轴线行走组件上,轴向定位基准采用升降结构,安装于基准调整组件上并可做轴向调整;组对升降变位机安装于横向移动组件上,回转组件安装于升降组件上;组对工装的左斜面定位组件和右斜面定位组件对称安装于对中组件上且三者同时运动,轴向顶紧组件安装于夹具中心部位,用于控制工件轴向定位和轴向顶紧工件,压紧组件用于压紧工件,同时在其打开时保证工件的正常上下料;筒体对中机构安装于行走地轨机构的一侧。可实现伸缩臂总成的臂尾与筒体的快速精确组对,提高了生产效率和产品的组对精度。对精度。对精度。
技术研发人员:张红军 杨轶民 蒙泽 张丰裕 赵金灿
受保护的技术使用者:奥特(南京)科技有限公司
技术研发日:2022.12.16
技术公布日:2023/3/30
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1