一种核电厂主管道焊接方法与流程
本申请属于核电站主管道安装,具体涉及一种核电厂主管道焊接方法。
背景技术:
1、某核电站机组主管道为合金钢材质,施工难度及工艺复杂。每道焊口主要施工过程为基层母材焊接、基层焊后热处理、不锈钢耐腐蚀层堆焊。主管道为大厚壁管道(如厚度:70mm),焊接过程中不可避免的将产生焊接收缩变形,因此采用主管道的“依次施工”方法,即:热段:n°3→n°1→n°2→冷段:n°4→n°5→n°6→过渡段:n°8→n°7、n°9同时焊接,焊缝见图1所示。
2、上述焊接施工方法较为保守,无法展开现场施工作业面,不能够有效地缩短主管道焊接工期,不利于整个核岛安装工作的推进。
技术实现思路
1、本申请的目的是提供一种核电厂主管道焊接方法,解决现有技术不能够有效地缩短主管道焊接工期,不利于整个核岛安装工作的推进的问题。
2、实现本申请目的的技术方案:
3、本申请实施例提供的一种核电厂主管道焊接方法,所述方法,包括:
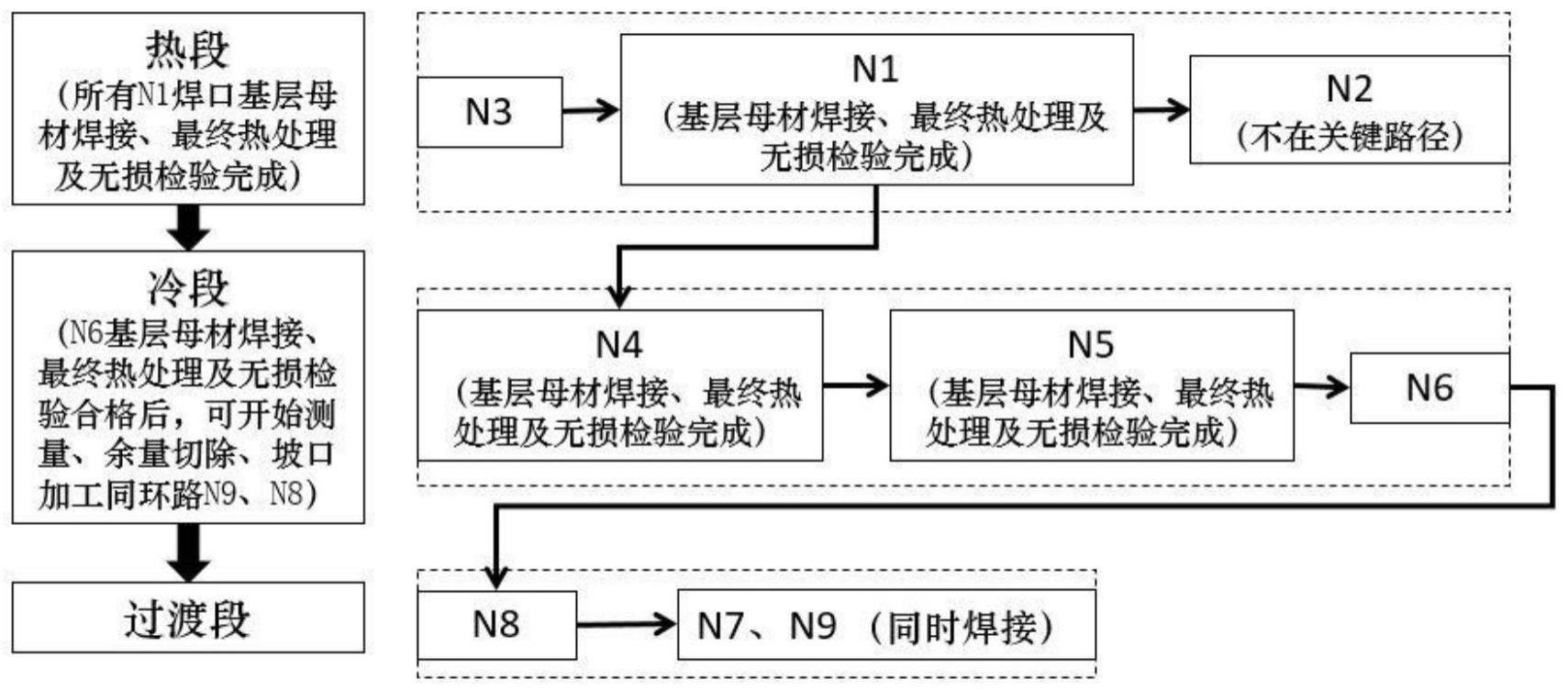
4、按照n3焊口→n1焊口→n2焊口的顺序,开展热段焊口的基层母材焊接施工,并在n1焊口基层母材焊接完成后,同时开始冷段焊口的焊接施工,将热段n2和冷段中的n4焊口同步开始组对、施焊;
5、按照n4焊口→n5焊口→n6焊口的顺序,开展冷段焊口的基层母材焊接施工;
6、n6焊口基层母材焊接完成后,开始过渡段焊口的基层母材焊接施工。
7、可选的,所述过渡段焊口的基层母材焊接施工,具体包括:
8、先进行n8焊口的基层母材焊接,然后同时焊接n7焊口和n9焊口的基层母材。
9、可选的,热端焊口的基层母材焊接施工包括基层焊接、无损检验及热处理。
10、可选的,
11、冷段焊口的基层母材焊接施工包括基层焊接、无损检验及热处理。
12、可选的,过渡段焊口的基层母材焊接施工包括基层焊接、无损检验及热处理。
13、可选的,所述方法,还包括:
14、热段、冷段焊口基层母材焊接完成后,同时开始热段、冷段管道不锈钢耐腐蚀层堆焊前准备和过渡段基层母材焊接施工和打磨。
15、可选的,打磨后还包括无损检验。
16、本申请的有益技术效果在于:
17、本申请实施例提供的一种核电厂主管道焊接方法,能够在确保主管道焊接质量前提下,科学优化主管道焊接顺序,环路间采用“并行法”、“搭接法”施工,可以有效的拓宽施工焊接作业面,从而缩短整个主管道安装焊接施工工期。
技术特征:
1.一种核电厂主管道焊接方法,其特征在于,所述方法,包括:
2.根据权利要求1所述的核电厂主管道焊接方法,其特征在于,所述过渡段焊口的基层母材焊接施工,具体包括:
3.根据权利要求1或2所述的核电厂主管道焊接方法,其特征在于,热端焊口的基层母材焊接施工包括基层焊接、无损检验及热处理。
4.根据权利要求1或2所述的核电厂主管道焊接方法,其特征在于,
5.根据权利要求1或2所述的核电厂主管道焊接方法,其特征在于,过渡段焊口的基层母材焊接施工包括基层焊接、无损检验及热处理。
6.根据权利要求1或2所述的核电厂主管道焊接方法,其特征在于,所述方法,还包括:
7.根据权利要求6所述的核电厂主管道焊接方法,其特征在于,打磨后还包括无损检验。
技术总结
本申请核电站主管道安装技术领域,具体涉及一种核电厂主管道焊接方法;该方法,包括:按照N3焊口→N1焊口→N2焊口的顺序,开展热段焊口的基层母材焊接施工,并在N1焊口基层母材焊接完成后,同时开始冷段焊口的焊接施工,将热段N2和冷段中的N4焊口同步开始组对、施焊;按照N4焊口→N5焊口→N6焊口的顺序,开展冷段焊口的基层母材焊接施工;N6焊口基层母材焊接完成后,开始过渡段焊口的基层母材焊接施工。该方法可以有效的拓宽施工焊接作业面,从而缩短整个主管道安装焊接施工工期。
技术研发人员:郑日水,郑倩倩,孙彬彬,宋纪煜,王广业,雷世和
受保护的技术使用者:江苏核电有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!