一种端面齿轮轴花键齿轮加工方法与流程
本发明涉及齿轮轴加工,具体是指一种端面齿轮轴花键齿轮加工方法。
背景技术:
1、齿轮轴主要由轴槽、轴肩、齿轮以及环槽所组成,是旋转机械设备的核心部件之一,由于其具有效率高、摩擦力小、阻力小、装备简单方便等优点,被广泛应用与大、中、小型机械中。在整个机械设备运行生产过程中,齿轮轴承担着机械旋转作用,机械设备通过轴承运转来降低机械在运行生产过程中内部产生的摩擦系数,花键齿轮轴是带有齿轮和花键的轴类零件,是一种使用范围较广的轴类零件。花键齿轮轴作为传动的重要部件,其转速高,传递转矩大,对花键齿轮轴的加工精度和表面硬度有严格要求。花键的齿形对装配尺寸的影响也很大。
2、现有技术中对齿轮轴加工时,通常采用范成法进行加工,范成法也称展成法、共轭法或包络法,是利用一对齿轮啮合时两轮的齿廓互为包络线的原理加工齿轮的,加工时刀具与齿坯的运动就像一对互相啮合的齿轮,最后刀具将齿坯切出渐开线齿廓。范成法加工齿轮常用的是插齿和滚齿的方法。范成法加工齿轮的基本原理是保持刀具和轮坯之间按渐开线齿轮啮合的运动关系来进行切齿的,即利用共轭齿廓互为包络线的原理来加工齿轮的。给生产带来很大的方便,使范成法得到广泛的应用。
3、对于一些形状特殊,或者模数特殊的齿轮轴,采用滚齿的方式其加工范围不能适应零件的加工要求,因此无法采用范成法进行加工。鉴于以上,有必要提出一种端面齿轮轴花键齿轮加工方法来解决上述问题。
技术实现思路
1、本发明的目的是为了解决上述技术问题,而提供一种端面齿轮轴花键齿轮加工方法。
2、为了实现上述目的,本发明采用了如下技术方案:一种端面齿轮轴花键齿轮加工方法,包括分度盘转台、加工铣刀,所述加工铣刀呈分体设计,加工铣刀包括至少两把分体的指状铣刀,多个指状铣刀共同对齿轮轴的一个齿形铣削加工,每个指状铣刀加工齿轮轴齿形的不同部分,还包括对齿轮轴的后处理。
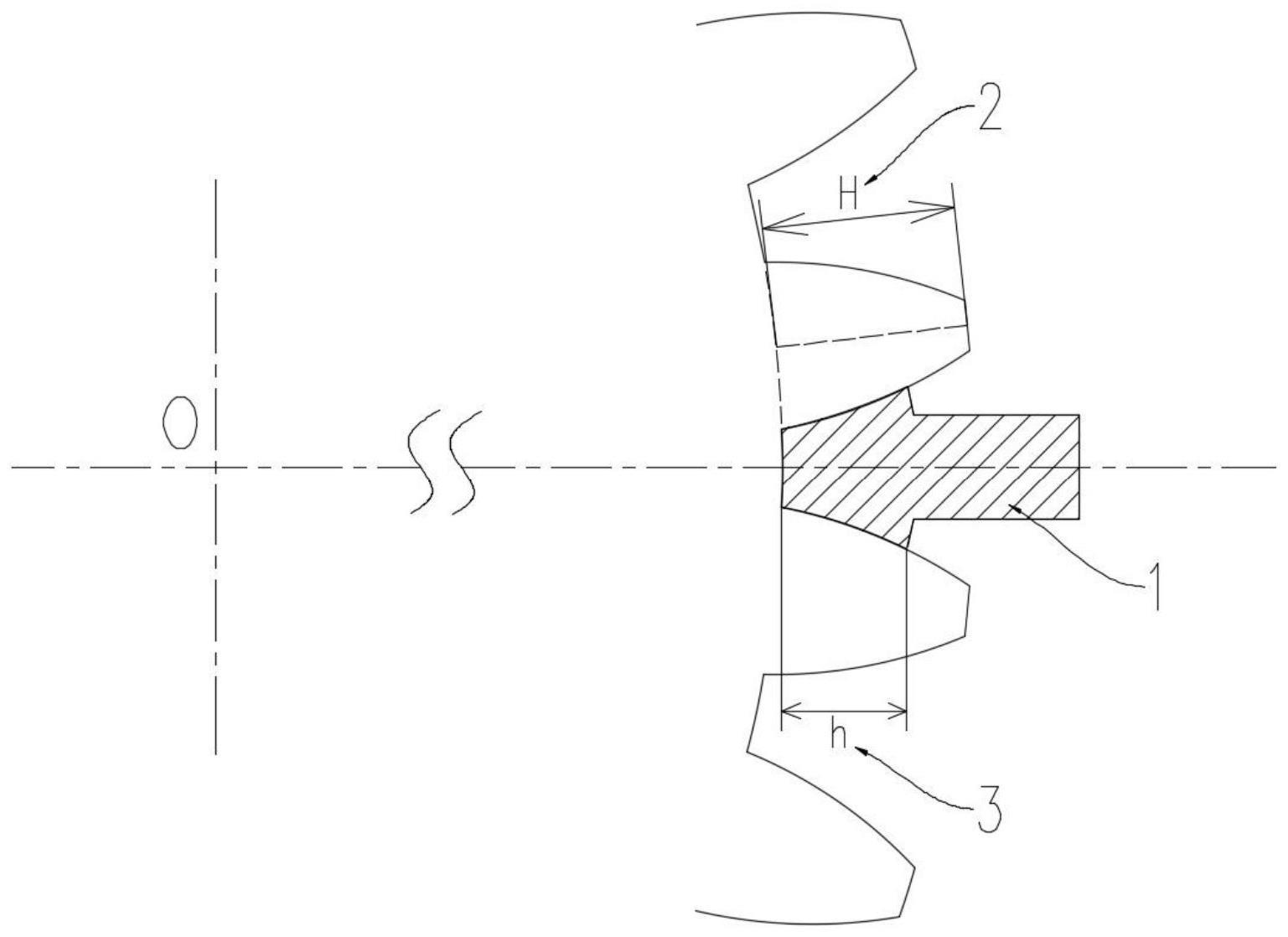
3、进一步的,所述指状铣刀包括第一铣刀,所述第一铣刀截取齿轮轴完整齿形的一部分作为第一铣刀的齿形凸样板。
4、进一步的,所述第一铣刀与完整成型的齿根形状相配合,所述第一铣刀的刀面深度不小于完整齿形齿全高的一半。
5、进一步的,所述指状铣刀还包括第二铣刀,所述第二铣刀的两侧刀面的齿形样板与完整齿形的侧面齿廓相配合。
6、进一步的,齿轮轴的轮坯通过分度盘转台转动角度,铣削加工出完整齿形的侧面齿廓。
7、进一步的,包括以下加工步骤:
8、s1:加工齿轮轴坯料,以齿轮轴两端的顶尖孔为基准,精车齿轮轴的花键齿轮外圆;
9、s2:齿轮轴毛坯加工好后,将其固定在分度盘转台上进行分度,划出所有齿的完整齿形加工线;
10、s3:将齿轮轴毛坯固定在镗铣床上,按照s2步骤中划出的完整齿形加工线,利用镗铣床的棒铣刀进行粗加工,并留有1-3mm的调质余量;
11、s4:在镗铣床上利用分度头对齿轮轴进行分度,利用设计好的第一铣刀铣削出完整齿形齿根部的一部分齿廓,再按照齿数进行分度,依次铣削所有齿的齿根部分齿廓;
12、s5:所有齿的齿根部齿廓铣削完毕,更换第二铣刀,旋转分度头使轮坯旋转预定角度a,保持第二铣刀位置不变,利用第二铣刀铣削出与齿根的齿形相连接的一侧的剩余部分侧面齿廓,加工完成齿的单面齿廓后,分度头反向转动预定角度2a,使用第二铣刀的另一侧铲齿面加工另一侧面齿廓,加工完成齿根的两侧齿廓,按照齿数进行分度加工所有齿根的侧面齿廓;
13、s6:对两把铣刀加工连接处的台阶进行磨平过渡处理。
14、进一步的,所述对齿轮轴的后处理包括精车去除毛刺;所述齿轮轴的轴径表面渗碳处理,渗碳温度为925℃,渗碳层深度为0.8-1.5mm;所述花键齿轮在精加工后涂抹防渗涂料,防渗涂料涂层厚度为0.4-0.5mm,对端面齿轮轴整体进行淬火处理。
15、进一步的,齿轮轴的轴径表面淬火后无涂料处的部位表面硬度为hrc56~62,有涂料处的硬度为hrc≤43。
16、与现有技术相比,本发明的有益效果是:
17、1、利用多个指状铣刀组合对花键齿轮进行加工,可以方便的加工出特殊形状的齿形,或者加工铣刀无法一次对齿廓成型时,可以较好的对齿轮轴进行加工。
18、2、本发明对花键齿轮的加工方法,当企业在设备不足的情况下,解决了对花键齿轮的加工,提供了一种新的对花键齿轮的加工思路。
19、3、本发明的工艺路线是伴随着新工艺、新技术不断采用、不断改进原有工艺的过程中得出的,保证了齿轮轴加工质量和加工效率。
20、4、本发明对齿轮轴的加工工艺、热处理方式、机械加工工艺过程的优化,对齿轮轴的加工质量及使用寿命有较大的提高。
技术特征:
1.一种端面齿轮轴花键齿轮加工方法,包括分度盘转台、加工铣刀,其特征在于,所述加工铣刀呈分体设计,加工铣刀包括至少两把分体的指状铣刀,多个指状铣刀共同对齿轮轴的一个齿形铣削加工,每个指状铣刀加工齿轮轴齿形的不同部分,还包括对齿轮轴的后处理。
2.根据权利要求1所述的一种端面齿轮轴花键齿轮加工方法,其特征在于,所述指状铣刀包括第一铣刀(1),所述第一铣刀(1)截取齿轮轴完整齿形的一部分作为第一铣刀(1)的齿形凸样板。
3.根据权利要求2所述的一种端面齿轮轴花键齿轮加工方法,其特征在于,所述第一铣刀(1)与完整成型的齿根形状相配合,所述第一铣刀(1)的刀面深度(3)不小于完整齿形齿全高(2)的一半。
4.根据权利要求3所述的一种端面齿轮轴花键齿轮加工方法,其特征在于,所述指状铣刀还包括第二铣刀(4),所述第二铣刀(4)的两侧刀面的齿形样板与完整齿形的侧面齿廓(6)相配合。
5.根据权利要求4所述的一种端面齿轮轴花键齿轮加工方法,其特征在于,齿轮轴的轮坯通过分度盘转台转动角度,铣削加工出完整齿形的侧面齿廓(6)。
6.根据权利要求1-5任意一项所述的一种端面齿轮轴花键齿轮加工方法,其特征在于,包括以下加工步骤:
7.根据权利要求1所述的一种端面齿轮轴花键齿轮加工方法,其特征在于,所述对齿轮轴的后处理包括精车去除毛刺;所述齿轮轴的轴径表面渗碳处理,渗碳温度为925℃,渗碳层深度为0.8-1.5mm;所述花键齿轮在精加工后涂抹防渗涂料,防渗涂料涂层厚度为0.4-0.5mm,对端面齿轮轴整体进行淬火处理。
8.根据权利要求7所述的一种端面齿轮轴花键齿轮加工方法,其特征在于,齿轮轴的轴径表面淬火后无涂料处的部位表面硬度为hrc56~62,有涂料处的硬度为hrc≤43。
技术总结
本发明公开了一种端面齿轮轴花键齿轮加工方法,包括分度盘转台、加工铣刀,所述加工铣刀呈分体设计,加工铣刀包括至少两把分体的指状铣刀,多个指状铣刀共同对齿轮轴的一个齿形铣削加工,每个指状铣刀加工齿轮轴齿形的不同部分,还包括对齿轮轴的后处理。利用多个指状铣刀组合对花键齿轮进行加工,可以方便的加工出特殊形状的齿形,或者加工铣刀无法一次对齿廓成型时,可以较好的对齿轮轴进行加工。本发明对花键齿轮的加工方法,当企业在设备不足的情况下,解决了对花键齿轮的加工,提供了一种新的对花键齿轮的加工思路。本发明的工艺路线是伴随着新工艺、新技术不断采用、不断改进原有工艺的过程中得出的,保证了齿轮轴加工质量和加工效率。
技术研发人员:王凯
受保护的技术使用者:江阴市凯华机械制造有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!