一种电火花线切割放电加工装置以及利用该装置对最后一刀恒速进给的加工方法与流程
本发明涉及一种电火花加工设备,更确切地说,是一种电火花线切割放电加工装置。
背景技术:
1、众所周知,电火花线切割加工是一种电加工,也就是利用放电的原理来除蚀导电的金属。一般用往复移动的钼电极丝作为阴极,金属材料作为阳极,从而形成两极,辅助以介质,在两极上加载电压,随着两极距离的不断接近,从而引发击穿放电来除蚀导电的阳极金属材料。保持两极间的距离,以一定的跟踪进给速度移动电极或金属材料,既不能短路同时也不能开路,以此满足位置尺寸、形状、表面的质量、加工速度、钼丝损耗等要求。电火花加工过程中,两极间的距离一般以两极间的电压来表示,一般称之为间隙电压。
2、为了提高加工件的质量,比如位置尺寸、形状尺寸、表面的粗糙度等,必须进行多次切割。以割一修二为例说明如下,其中第一次切割以开粗为主,高速加工出大致形状和一般的粗糙度;第一次修刀,修到尺寸精度,适当提高光洁度;第二次修刀,主要是提高光洁度,再次提高尺寸精度。
3、如图1所示,第一次切割是闭式加工,钼丝放电的正对尺寸大概等于钼丝直径加0.2mm的放电间隙。
4、如图2所示,第一次修刀是开式加工,钼丝放电的正对尺寸分别大概等于0.05mm。由于正对尺寸的不同,带来间隙电压的不同。
5、如图3所示,第二次修刀是开式加工,钼丝放电的正对尺寸分别大概等于0.01mm。
6、需要说明的是,对于第一次修刀和第二次修刀而言,由于正对尺寸的不同,带来间隙电压的不同。
7、下面介绍电火花线切割的放电状态。
8、如图4所示,电火花线切割放电状态,可以粗分为三种,分别是开路空载、火花放电(不稳定的放电也归类于此)和短路,而理想的状态是无开路空载和短路,只有正常火花放电。从图4中可以看到,这三种状态下的电压幅度值不同。在电极丝(即钼丝)和加工件组成的间隙两端加上放电间隙电压,经过一段时间的击穿延时,间隙发生击穿,放电间隙电压由空载开路下降为火花放电维持电压。但在实际加工中,由于外界原因,诸如排屑不畅、极间介质未完全消电离、电极丝抖动、跟踪曲线和伺服曲线间的不一致性等就会引起偏短路。同样,跟踪进给速度小于材料的蚀除速度就会引起偏开路空载。
9、目前的电火花线切割机床的放电间隙电压的检测方法有二种,分别是放电间隙电压平均检测电路和放电间隙电压峰值检测电路。
10、如图5所示,为放电间隙电压平均检测电路。具体讲,放电间隙电压经电阻r1向电容c充电并滤波后成为平均值,通过r2分压后输出表示平均值的电压信号。
11、如图6所示,为放电间隙电压峰值检测电路。具体讲,通过稳压管w1阻止和滤除比其稳压值低的火花维持电压和短路电压,只有大于维持电压的空载峰峰电压才能通过二极管d1向电容c1充电滤波,稳压管w2消除高于其稳压值的空载电压,滤波后的电压通过rw1分压后输出表示峰峰值的电压信号。
12、然而,由于钼丝放电的正对尺寸不同,放电间隙电压的变化不一样,采用上叙二种检测方法都不能完全反映间隙的变化情况,对最后一刀尤其严重,在最后一刀加工时,由于此时钼丝的运行速度降低了,水的冲击力对钼丝的空间位置影响很大,再加上机械部分刚性的影响,此时的放电间隙电压变化无常,往往已不能真实指导进给,而只能表示一个状态。
技术实现思路
1、基于此,有必要针对上述技术问题,提供一种电火花线切割放电加工装置。
2、为了解决上述技术问题,本发明采用了如下所述的技术方案:
3、一种电火花线切割放电加工装置,其特征在于,所述的电火花线切割放电加工装置包含:
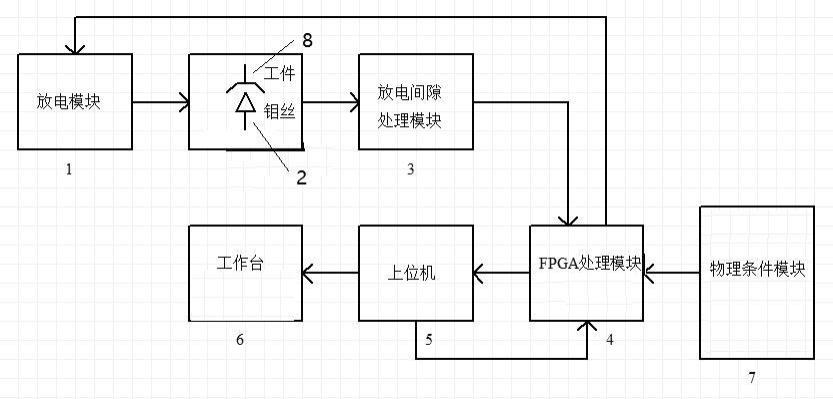
4、一放电模块,所述的放电模块依据一放电参数进行放电;
5、一放电间隙处理模块,所述的放电间隙处理模块对电火花线切割加工时的放电间隙电压进行采样,并对所采样到的放电间隙电压进行等比例处理,生成放电间隙电压参数;
6、一物理条件模块,所述的物理条件模块将加工件的物理参数、切削液的物理参数、钼丝的物理参数以及机床的物理参数生成物理数字代码;
7、一fpga处理模块,所述的fpga处理模块接收所述的放电间隙电压参数和物理数字代码;
8、一上位机,所述的上位机指令所述的fpga处理模块对所述的放电间隙电压参数和物理数字代码进行运算,并生成恒定的进给信号,所述的进给信号反馈至所述的上位机,所述的上位机根据所述的进给信号指令一伺服放大器,所述的伺服放大器驱动一工作台进给。
9、作为本发明较佳的实施例,所述的上位机根据所述的进给信号通过一伺服放大器来对所述的工作台进行进给。
10、作为本发明较佳的实施例,所述的加工件的表征加工件的材料和加工件的高度,所述的切削液的表征切削液的种类和切削液的污染度,所述的钼丝的表征钼丝的直径,所述的机床的表征机床运动时的刚性值。
11、作为本发明较佳的实施例,所述的fpga处理模块输出所述的放电参数,并控制所述的放电模块。
12、作为本发明较佳的实施例,所述的放电模块为一互补三极管推挽电路。
13、作为本发明较佳的实施例,所述的放电间隙处理模块包含一电子开关电路和一比较器,所述的电子开关电路生成不同的比较基准电压,所述的比较器将所述的比较基准电压与采样到的放电间隙电压进行比较,并通过一光电耦合器输出至所述的fpga处理模块。
14、作为本发明较佳的实施例,所述的电子开关电路为cd4051,所述的电子开关电路的第9引脚、第10引脚和第11引脚分别作为第一条件输入端子、第二条件输入端子和第三条件输入端子,所述的电子开关电路的第3引脚作为比较基准电压的输出端子。
15、作为本发明较佳的实施例,所述的比较器为lm311。
16、一种利用如前述的电火花线切割放电加工装置来对切割加工最后一刀恒速进给的加工方法,包含步骤:
17、步骤s1、根据物理条件模块的要求,由fpga处理模块接收放电间隙电压参数和物理数字代码,形成预设放电条件,上位机发出指令,产生放电参数,输出到放电模块,放电模块进行放电;
18、步骤s2、在放电间隙处理模块中设置比较基准电压,放电间隙处理模块对放电间隙电压进行采样,并将比较基准电压和采样到的放电间隙电压进行比较,从而判别目前生成的刀序信息,输出给fpga处理模块;
19、步骤s3、fpga处理模块根据物理条件模块所生成的物理数字代码,根据放电间隙处理模块所产生的刀序信号,如果判别此时的刀序信号是最后一次修刀,则由物理条件模块生成最后一次修刀时的恒速进给值,并将此恒速进给值作为进给速度进行修刀加工;
20、步骤s4、上位机根据fpga处理模块输送来的恒速进给值输出进给信号给工作台驱动脉冲,驱动工作台进给。
21、与现有技术相比,本发明有以下有益效果:
22、本发明的电火花线切割加工多次切割中最后一次修刀恒速进给的的方法具有以下优点:通过检测放电状态和预设的物理条件,反馈到fpga控制系统,产生恒速进给,克服外界多重不确定因素的随机干扰,从而加工出性能优秀产品。
- 还没有人留言评论。精彩留言会获得点赞!