翅片换热管热挤压成型装置的制作方法
本发明属于换热管成型设备,尤其涉及翅片换热管热挤压成型装置。
背景技术:
1、周知,在换热领域,为使换热效率达到最高,目前通用的技术是通过对换热管进行外形加工,通过在其周边设置散热翅片,通过散热翅片来加大换热管与外界的接触面积,以此提高换热效率,现有的翅片换热管热挤压成型装置在进行使用的过程中由于换热管是拼接而成,容易影响换热管的工作效率和在加工的过程中换热管无法在加工的过程中进行转动以及在加工的过程中无法根据翅片换热管规格进行更换的问题。
技术实现思路
1、为了解决上述技术问题,本发明提供翅片换热管热挤压成型装置,通过在加工的过程中通过对换热管进行加热挤压,实现一体成型工作,提高换热管工作效率和在加工的过程中通过对换热管进行转动,提高换热管加工效率以及在加工的过程中通过设置更换机构,实现根据翅片换热管加工需要进行更换的目的。
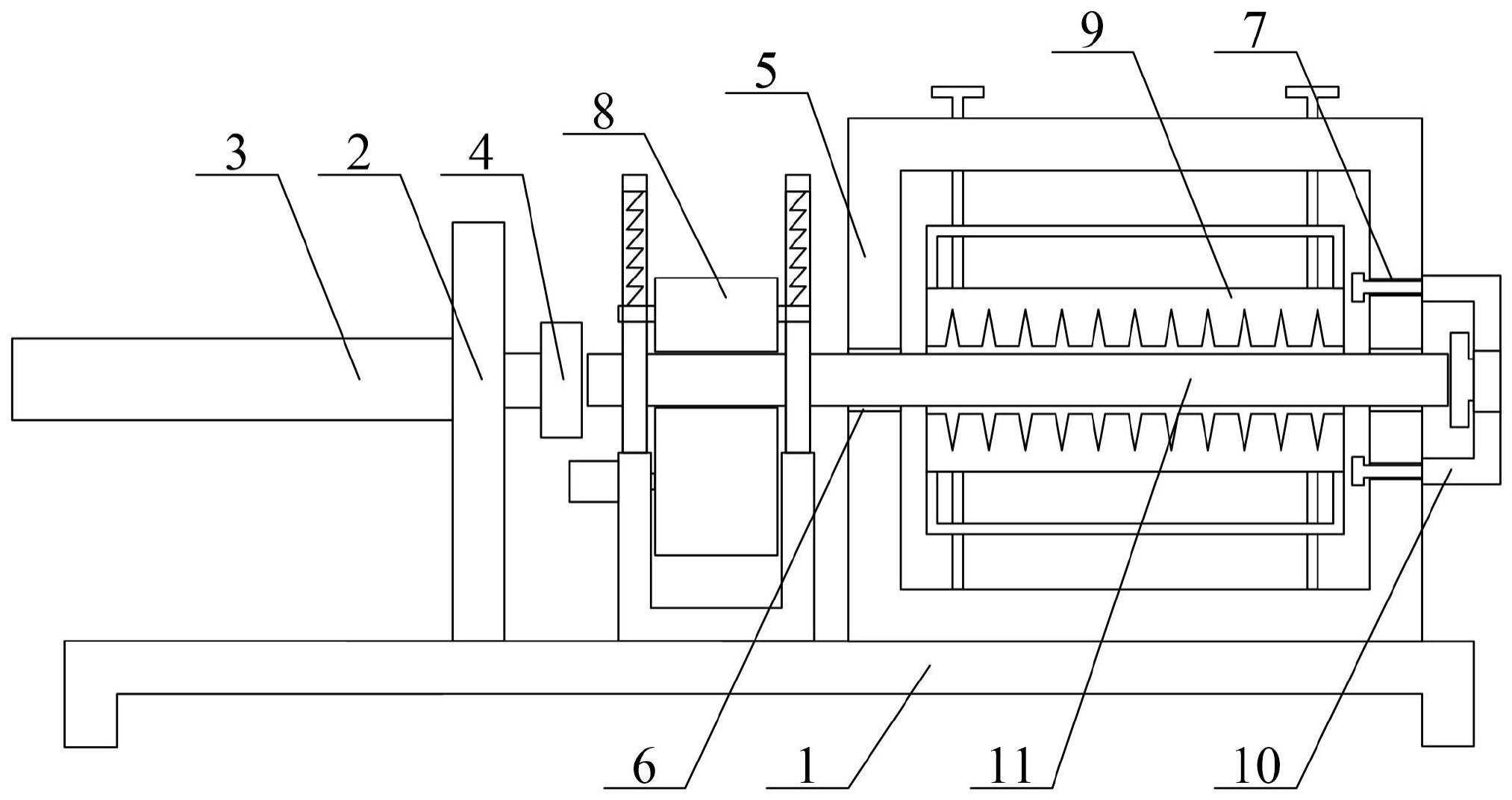
2、翅片换热管热挤压成型装置,包括挤压成型座,所述的挤压成型座的上端左侧中间位置螺栓固定有固定板;所述的固定板的左侧上部螺栓固定有液压推动杆机构;所述的液压推动杆机构的右端外壁设置有推动块;所述的挤压成型座的上端右侧螺栓固定有成型架;所述的成型架的正表面左右两侧中间位置分别开设有插接孔;所述的成型架的正表面右侧上部和正表面右侧下部分别开设有滑槽,其特征在于,所述的挤压成型座的上端中间位置固定有可夹持转动辅助架结构;所述的成型架的内部中间位置设置有可推动加压成型块结构;所述的成型架的右端设置有可定位遮挡拆卸座结构;所述的插接孔的内部贯穿有换热管体。
3、优选的,所述的可夹持转动辅助架结构包括第一固定架,所述的第一固定架的上端左右两侧中间位置分别螺栓固定有倒u型架;所述的倒u型架的内部滑动贯穿有升降杆;所述的升降杆的外壁中间位置套接有挤压辊;所述的升降杆的上端左右两侧分别固定有推动弹簧;所述的第一固定架的左侧上部中间位置螺栓固定有动力电机;所述的动力电机的输出轴外壁螺栓固定有动力辊。
4、优选的,所述的可推动加压成型块结构包括第二固定架,上端设置的所述第二固定架的底端内部固定有成型模具;下端设置的所述第二固定架的上端内部固定有成型模具;所述的成型模具的上下两端内部分别横向开设有管槽;所述的成型模具的内部从左到右依次开设有翅片槽;所述的第二固定架的后端螺纹贯穿有旋转杆。
5、优选的,所述的可定位遮挡拆卸座结构包括遮挡座,所述的遮挡座的右侧内部中间位置镶嵌有深沟球轴承;所述的深沟球轴承的内圈插接有顶紧块;所述的遮挡座的左侧上部和左侧下部分别螺纹固定有滑动杆。
6、与现有技术相比,本发明的有益效果为:
7、1.本发明中,所述的第二固定架,成型模具,管槽和翅片槽的设置,有利于在翅片换热管加工的过程中对换热管体进行加热挤压成型工作,实现一体成型工作,可以有效的提高换热管工作效率的目的。
8、2.本发明中,所述的第一固定架,倒u型架,升降杆,挤压辊,推动弹簧,动力电机以及动力辊相互配合的设置,有利于在加工的过程中通过挤压辊和动力辊分别与换热管体接触,然后带动换热管体进行转动,方便在热挤压成型的过程中辅助提高换热管体的加工效率。
9、3.本发明中,所述的第二固定架,成型模具,管槽,翅片槽,旋转杆和成型架的设置,有利于在加工的过程中通过成型模具分别固定在第二固定架的内部,方便在加工的过程中根据翅片换热管的加工需要进行成型模具的拆卸和更换工作,有利于根据工作需要进行更换的目的。
10、4.本发明中,所述的遮挡座,深沟球轴承和顶紧块的设置,有利于在热挤压成型的过程中使换热管体的右端与顶紧块的左侧接触,方便在热挤压的过程中进行换热管体固定工作,防止换热管体在热挤压的过程中整体移动影响挤压成型质量。
11、5.本发明中,所述的遮挡座,深沟球轴承,顶紧块,滑动杆,成型架和滑槽的设置,有利于在加工的过程中推动遮挡座在成型架的右端进行前后移动工作,方便在热挤压的过程中进行换热管体支撑工作。
技术特征:
1.翅片换热管热挤压成型装置,包括挤压成型座(1),所述的挤压成型座(1)的上端左侧中间位置螺栓固定有固定板(2);所述的固定板(2)的左侧上部螺栓固定有液压推动杆机构(3);所述的液压推动杆机构(3)的右端外壁设置有推动块(4);所述的挤压成型座(1)的上端右侧螺栓固定有成型架(5);所述的成型架(5)的正表面左右两侧中间位置分别开设有插接孔(6);所述的成型架(5)的正表面右侧上部和正表面右侧下部分别开设有滑槽(7);其特征在于,该翅片换热管热挤压成型装置中所述的挤压成型座(1)的上端中间位置固定有可夹持转动辅助架结构(8);所述的成型架(5)的内部中间位置设置有可推动加压成型块结构(9);所述的成型架(5)的右端设置有可定位遮挡拆卸座结构(10);所述的插接孔(6)的内部贯穿有换热管体(11)。
2.如权利要求1所述的翅片换热管热挤压成型装置,其特征在于,所述的可夹持转动辅助架结构(8)包括第一固定架(81),所述的第一固定架(81)的上端左右两侧中间位置分别螺栓固定有倒u型架(82);所述的倒u型架(82)的内部滑动贯穿有升降杆(83);所述的升降杆(83)的外壁中间位置套接有挤压辊(84);所述的升降杆(83)的上端左右两侧分别固定有推动弹簧(85);所述的第一固定架(81)的左侧上部中间位置螺栓固定有动力电机(86);所述的动力电机(86)的输出轴外壁螺栓固定有动力辊(87)。
3.如权利要求1所述的翅片换热管热挤压成型装置,其特征在于,所述的可推动加压成型块结构(9)包括第二固定架(91),上端设置的所述第二固定架(91)的底端内部固定有成型模具(92);下端设置的所述第二固定架(91)的上端内部固定有成型模具(92);所述的成型模具(92)的上下两端内部分别横向开设有管槽(93);所述的成型模具(92)的内部从左到右依次开设有翅片槽(94);所述的第二固定架(91)的后端螺纹贯穿有旋转杆(95)。
4.如权利要求1所述的翅片换热管热挤压成型装置,其特征在于,所述的可定位遮挡拆卸座结构(10)包括遮挡座(101),所述的遮挡座(101)的右侧内部中间位置镶嵌有深沟球轴承(102);所述的深沟球轴承(102)的内圈插接有顶紧块(103);所述的遮挡座(101)的左侧上部和左侧下部分别螺纹固定有滑动杆(104)。
5.如权利要求2所述的翅片换热管热挤压成型装置,其特征在于,所述的第一固定架(81)螺栓固定在挤压成型座(1)的上端左侧中间位置,且所述第一固定架(81)设置在成型架(5)的左侧;所述的换热管体(11)贯穿挤压辊(84)和动力辊(87)之间并接触设置。
6.如权利要求3所述的翅片换热管热挤压成型装置,其特征在于,所述的旋转杆(95)采用t型螺纹杆且分别贯穿成型架(5)的后端左右两侧内部;所述的换热管体(11)横向贯穿管槽(93)的内部。
7.如权利要求4所述的翅片换热管热挤压成型装置,其特征在于,所述的遮挡座(101)通过滑动杆(104)安装在成型架(5)的右端;所述的滑动杆(104)分别滑动插接在滑槽(7)的内部。
技术总结
本发明提供翅片换热管热挤压成型装置,包括挤压成型座,固定板,液压推动杆机构,推动块,成型架,插接孔,滑槽,可夹持转动辅助架结构,可推动加压成型块结构和可定位遮挡拆卸座结构以及换热管体,所述的挤压成型座的上端左侧中间位置螺栓固定有固定板;所述的固定板的左侧上部螺栓固定有液压推动杆机构;所述的液压推动杆机构的右端外壁设置有推动块。本发明第一固定架,倒U型架,升降杆,挤压辊,推动弹簧,动力电机以及动力辊相互配合的设置,有利于在加工的过程中通过挤压辊和动力辊分别与换热管体接触,然后带动换热管体进行转动,方便在热挤压成型的过程中辅助提高换热管体的加工效率。
技术研发人员:曾庆熙,杨伟民,李强
受保护的技术使用者:山东劲拓新材料科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!