一种集束管铝带包裹装置的定型器的制作方法
1.本实用新型涉及一种集束管铝带包裹装置的定型器,属集束管生产设备技术领域。
背景技术:
2.在通信施工领域,人们常常使用集束管作为光缆的保护管进行敷设使用。现有的集束管规格多样形状多变,其中有一种集束管包括内管和外管;内管圆周面上通过纵包的方式包裹铝带层后,再设置有外管。该种形式的集束管设置铝带层后能够达到增强管道强度和防止鼠咬的目的。在集束管生产过程中,是使用纵包装置将铝带包裹在内管外表面形成铝带层。现有的铝带纵包装置如授权公告号为cn207138599u的实用新型专利公开的一种集束管铝带包裹成型装置,其虽然能够完成集束管铝带的包裹工作,但其是采用通过多个定型模具将铝带压制在集束管内管外层上的方式完成铝带包裹工作的,其采用该种方式时存有存有摩擦阻力大导致经常发生将铝带拉断导致的生产故障率高的问题。
3.由此有必要研发一种新的铝带纵包装置以解决现有集束管铝带包裹方式存有的以上问题。
技术实现要素:
4.本实用新型的目的在于:提供一种结构紧凑、设计巧妙,以解决现有集束管铝带包裹方式存有的易拉断铝带问题的集束管铝带包裹装置的定型器。
5.本实用新型的技术方案是:
6.一种集束管铝带包裹装置的定型器,包括成型构件和覆合构件;其特征在于:所述成型构件一侧设置有覆合构件;所述成型构件包括装配架、压接机构和成型机构;所述的装配架上对称设置有成型机构;成型机构之间上方的装配架上装有压接机构;所述的成型机构包括支撑臂、微调螺杆、支撑竖杆和成型槽轮;装配架上通过导轨上下状滑动安装有两组支撑臂;支撑臂一端的成型机构上通过轴承座微调螺杆;微调螺杆与支撑臂的一端相连接;支撑臂的另一端端头通过阶梯孔装有安装套;安装套之间固装有支撑竖杆;支撑竖杆的中部通过轴承活动安装有成型槽轮;所述的安装套的侧边的圆周面上设置有定位沉孔;支撑臂的一端螺纹连接有限位螺钉;限位螺钉与定位沉孔插接连接。
7.所述的压接机构包括基准块、调节立板、压杆和压紧螺杆;装配架的中部固装有基准块;基准块上通过螺栓固装有调节立板;调节立板下端铰接连接有压杆;压杆上方的基准块上螺纹连接有压紧螺杆;压紧螺杆的下端端头与压杆抵触连接。
8.所述的覆合构件包括支座、装配面板和复合单元;机台上固装有支座;支座一侧固装有装配面板;装配面板上设置有呈“人”字型的避让通孔;避让通孔一侧的装配面板上呈发散状设置有三组复合单元。
9.所述的复合单元包括复合槽轮、锁紧块和锁紧螺栓;装配面板上对称设置有两组调节滑孔;调节滑孔上通过锁紧螺栓固装有锁紧块;锁紧块之间装有复合槽轮;锁紧块外侧
的装配面板上螺纹连接有定位螺钉;定位螺钉与锁紧块抵触连接。
10.本实用新型的优点在于:
11.该集束管铝带包裹装置的定型器,结构紧凑、设计巧妙,能够以滚动挤压的方式完成铝带的覆合工序,降低了摩擦阻力由此解决了现有集束管铝带包裹方式存有的易拉断铝带的问题,特别适合集束管铝带纵包的使用。
附图说明
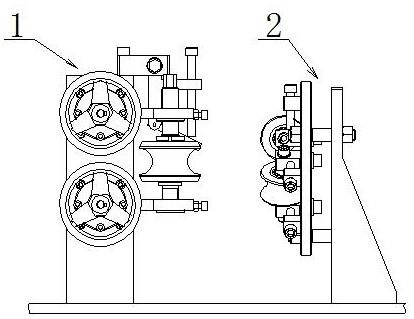
12.图1为本实用新型的主视结构示意图;
13.图2为本实用新型成型构件的结构示意图;
14.图3为图2去除成型机构后的结构示意图;
15.图4为图3中a-a向的剖面结构示意图;
16.图5为本实用新型成型机构的工作状态结构示意图;
17.图6为图4中b处的放大结构示意图;
18.图7为本实用新型压接机构的结构示意图;
19.图8为本实用新型覆合构件的结构示意图;
20.图9为图8的左视结构示意图;
21.图10为图8中去除两组复合单元后的结构示意图;
22.图11为图10中c处的放大结构示意图;
23.图12为图11中d-d向的结构示意图。
24.图中:1、成型构件;2、覆合构件;3、装配架;4、成型机构;5、压接机构;6、支撑臂;7、微调螺杆;8、阶梯孔;9、安装套;10、支撑竖杆;11、成型槽轮;12、定位沉孔;13、限位螺钉;14、基准块;15、调节立板;16、压杆;17、压紧螺杆;18、支座;19、装配面板;20、避让通孔;21、复合单元;22、调节滑孔;23、锁紧螺栓;24、锁紧块;25、复合槽轮;26、定位螺钉。
具体实施方式
25.该集束管铝带包裹装置的定型器,包括成型构件1和覆合构件2;成型构件1一侧设置有覆合构件2(参见说明书附图1)。
26.成型构件1包括装配架3、压接机构5和成型机构4(参见说明书附图2)。
27.装配架3上对称设置有成型机构4(参见说明书附图2);成型机构4包括支撑臂6、微调螺杆7、支撑竖杆10和成型槽轮11(参见说明书附图3和4)。
28.装配架3上通过导轨上下状滑动安装有两组支撑臂6;支撑臂6一端的装配架3上通过轴承座装有微调螺杆7;微调螺杆7与支撑臂6的一端相连接(参见说明书附图3和4);微调螺杆7转动过程中,可驱动支撑臂6横向来回动作,如此即可达到通过转动微调螺杆7的方式,达到调整支撑臂6位置的目的。
29.支撑臂6的另一端端头通过阶梯孔8装有安装套9;安装套9的侧边的圆周面上设置有定位沉孔12(参见说明书附图6);支撑臂6的一端螺纹连接有限位螺钉13;限位螺钉13与定位沉孔12插接连接。阶梯孔8的孔径大于安装套9的直径,定位沉孔12与限位螺钉13活动插接连接;如此设置阶梯孔8和限位螺钉13的目的在于:既能够使安装套9受力时能够相对支撑臂6发生动作,又避免了安装套9与阶梯孔8之间发生脱离的问题。
30.安装套9之间固装有支撑竖杆10;支撑竖杆10的中部通过轴承活动安装有成型槽轮11(参见说明书附图3和4)。如此设置成型机构4的目的在于:以使工作时铝带和内管同步从成型机构4之间穿过时,人们可通过转动微调螺杆7调整支撑臂6位置的方式,达到调整成型槽轮11位置,使其能够通过弧形槽口以滚动挤压的方式达到挤压铝带,使其贴合在内管表面的目的。
31.成型机构4之间上方的装配架3上装有压接机构5(参见说明书附图2);压接机构5包括基准块14、调节立板15、压杆16和压紧螺杆17(参见说明书附图7)。
32.装配架3的中部固装有基准块14;基准块14上通过螺栓固装有调节立板15(参见说明书附图7);调节立板15下端铰接连接有压杆16;压杆16上方的基准块14上螺纹连接有压紧螺杆17;压紧螺杆17的下端端头与压杆16抵触连接。工作时可通过螺栓调节调节立板15的上下位置,以及调整压紧螺杆17位置的方式,使工作时压杆16的下端能够挤压铝带的搭接位置,从而使其搭接得更加紧密。
33.覆合构件2包括支座18、装配面板19和复合单元21(参见说明书附图8和9);支座18一侧固装有装配面板19(参见说明书附图8);装配面板19上设置有呈“人”字型的避让通孔20(参见说明书附图10);工作时,内管从避让通孔20的中心穿过。
34.避让通孔20一侧的装配面板19上呈发散状设置有三组复合单元21(参见说明书附图9)。工作时,三组复合单元21可以通过滚动挤压的方式,从三个方向挤压铝带,如此即可达到将铝带挤压贴合在内管表面的目的。
35.复合单元21包括复合槽轮25、锁紧块24和锁紧螺栓23(参见说明书附图11和12);装配面板19上对称设置有两组调节滑孔22(参见说明书附图11)。
36.调节滑孔22上通过锁紧螺栓23固装有锁紧块24(参见说明书附图12);当拧紧锁紧螺栓23时,锁紧块24可固装在装配面板19上,当松开锁紧螺栓23时,可沿着调节滑孔22调整锁紧块24的装配位置。
37.锁紧块24之间装有复合槽轮25(参见说明书附图11);复合槽轮25的弧形槽口与内管的圆周面弧度相一致,如此工作时,复合槽轮25才能通过弧形槽口沿着内管的圆周面挤压铝带,使铝带与内管的表面保持贴合。
38.锁紧块24外侧的装配面板19上螺纹连接有定位螺钉26;定位螺钉26与锁紧块24抵触连接(参见说明书附图11和12)。如此设置的目的在于:装配时,可通过转动定位螺钉26的方式,调整定位螺钉26底端的位置,从而达到对锁紧块24装配位置进行定位的目的,进而使锁紧块24上装配的复合槽轮25的槽口能够尽可能的挤压铝带使其与内管的表面保持贴合。在铝带和内管运动过程中,能够驱动复合槽轮25滚动,使其在滚动过程中,挤压铝带与内管保持贴合,从而避免了现有定型模具挤压铝带时,存有摩擦阻力大导致经常发生将铝带拉断的问题。
39.该集束管铝带包裹装置的定型器工作时,内管和铝带依次穿过成型构件1和覆合构件2,并在后续工艺的牵引下,匀速向后运动。
40.在上述过程中内管和铝带从成型构件1的成型机构4之间穿过时,成型槽轮11将通过弧形槽口以滚动挤压的方式挤压铝带,使其进一步贴合在内管表面。在这一过程中,压接机构5能够通过压杆16的下端挤压铝带的搭接位置,从而使其搭接得更加紧密,如此即可完成铝带成型包裹工作。
41.当完成带成型包裹工作的内管从成型构件1输出进入到覆合构件2后,覆合构件2将通过复合槽轮25挤压铝带使其与内管的表面进一步保持贴合,如此即可完成铝带的定型工作。
42.该集束管铝带包裹装置的定型器,结构紧凑、设计巧妙,能够以滚动挤压的方式完成铝带的覆合工序,降低了摩擦阻力由此解决了现有集束管铝带包裹方式存有的易拉断铝带的问题,特别适合集束管铝带纵包的使用。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1