一种屏幕组装设备的制作方法
1.本实用新型涉及屏幕生产设备的技术领域,尤其是涉及一种屏幕组装设备。
背景技术:
2.屏幕也称显示屏,屏幕尺寸依屏幕对角线计算,通常以英寸作单位,指屏幕对角的长度。目前屏幕有多种型号,但是目前最常见的为液晶屏,液晶屏是以液晶材料为基本组件,在两块平行板之间填充液晶材料,通过电压来改变液晶材料内部分子的排在列状况,以达到遮光和透光的目的来显示深浅不一,错落有致的图像。
3.屏幕一般包括由液晶分子层、滤光膜和背光源等几大部分组成,液晶分子层下方和金属背板之间的构造中主要是灯条、导光板、折射板,还有滤光膜,导光板的作用就是将光线反射回去,减少光线的损失。目前屏幕在生产过程中,需要将屏幕的各零部件组装在一起,从而需要一种高效精确的设备来实现屏幕的快速生产。
技术实现要素:
4.本实用新型针对现有技术的问题提供一种屏幕组装设备,旨在解决现有技术的技术问题。
5.本实用新型提供的一种屏幕组装设备,采用如下的技术方案:
6.一种屏幕组装设备,包括机体、设置于所述机体上的转盘、沿所述转盘的圆周方向间隔设置于所述机体上的导光板组装工位以及多个零件组装工位,所述转盘上周向间隔设置有多个框架,所述导光板组装工位与所述零件组装工位用于运送原料至所述框架上。
7.优选地,所述导光板组装工位与所述零件组装工位均包括有用于放置料卷的料卷架、设置于所述料卷架上的分料治具、以及设置于所述料卷架上的承料台,所述料卷架上设置有料卷辊、收料辊以及多根导向辊,所述料卷架上设置有用于驱动所述收料辊转动的收料电机。
8.优选地,所述零件组装工位包括设置于所述机体上的滑轨、滑移连接于所述滑轨上的滑移座、以及设置于所述滑移座上的运料架,所述滑轨位于所述料卷架与所述转盘之间,所述滑轨上设置有运料电机,所述运料电机上设置有运料丝杆,所述运料丝杆用于驱动所述滑移座移动,所述滑移座上设置有顶升气缸,所述顶升气缸的活塞杆连接于所述运料架,所述运料架的两端均设置有运料吸盘,所述运料吸盘用于运送原料至所述框架上。
9.优选地,所述导光板组装工位包括设置于所述机体上的导轨、滑移设置于所述导轨上的移动座、设置于所述移动座上的取料架、以及设置于所述取料架两端的取料吸盘,所述导轨上设置有用去驱动所述移动座移动的取料电机与取料丝杆,所述移动座上设置有用于驱动所述取料架升降的升降气缸,所述导轨与所述转盘之间设置有直轨,所述直轨上滑移设置有运动座,所述运动座上设置有安装架,所述安装架上设置有倾斜旋转气缸,所述安装架的两端均设置有吸料吸盘,其中一个所述吸料吸盘设置于所述倾斜旋转气缸的旋臂上,所述直轨位于所述导轨与所述转盘之间。
10.优选地,所述导轨与所述直轨之间设置有翻面旋转气缸,所述翻面旋转气缸的旋臂上设置有翻板,所述翻板上设置有翻转吸盘,所述翻转吸盘用于吸附导光板。
11.优选地,所述导光板组装工位还包括设置于所述机体上的支座、设置于所述支座上的压架、设置于所述压架上的压料气缸、以及设置于所述机体上的送料旋转气缸,所述压料气缸的活塞杆上设置有压块,所述送料旋转气缸的旋臂上设置有换料板,所述换料板的两端均设置有用于放置灯条的运料治具,所述机体上设置有压台,所述压台位于所述压块正下方,所述压台用于放置导光板。
12.优选地,所述导光板组装工位、所述零件组装工位与所述转盘之间均设置有定位台,所述定位台用于放置导光板,所述定位台的四侧均设置有定位气缸,所述定位气缸的活塞杆设置有定位块。
13.优选地,转盘上设置有运架吸盘,运架吸盘呈十字形设置,运架吸盘用于吸附框架。
14.综上所述,本实用新型包括以下至少一种有益技术效果:
15.框架从机体进料端放置到转盘上,ddr电机驱动转盘转动,转盘带动框架来到零件组装工位上,运料架一端的运料吸盘零部件吸附住,然后运料电机工作驱动滑移座移动,将零部件放置在定位台上,然后运料电机驱动滑移座往靠近料卷架的方向运动,并同时运料架另一端的运料吸盘将定位台上的零部件吸附住,然后放置进框架内,转盘接着转动,带动框架来到下一工序;而框架在来到导光板组装工位时,压料气缸先将灯条与导光板粘合在一起,然后取料电机将导光板放置在中转台上,吸料吸盘将中转台上的导光板移动到定位台上,倾斜旋转气缸上的吸料吸盘将导光板吸附住,然后将导光板倾斜插接进框架内,在屏幕的个零部件装配好后,框架来到机体的出料端,机体将装配好的屏幕输送到后续加工步骤中。
附图说明
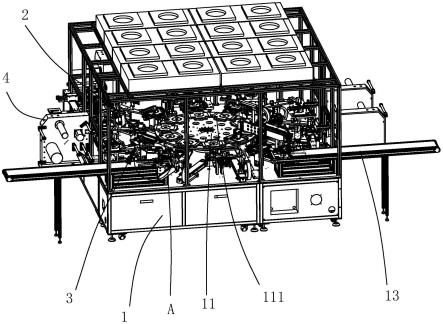
16.图1为本实用新型的整体结构示意图。
17.图2为本实用新型中运架吸盘与框架的爆炸示意图。
18.图3为本实用新型中料卷架上各部件的组装示意图。
19.图4为本实用新型中滑轨、滑移座与运料架的组装关系示意图。
20.图5为图1中a部分的放大示意图。
21.图6为本实用新型中导轨、移动座与取料架的组装关系示意图。
22.图7为本实用新型中支座上各部件的结构示意图。
23.图8为本实用新型中翻面旋转气缸与导光板的组装关系示意图。
24.图9为本实用新型中中转台与安装架上各部件的结构示意图。
25.图10为本实用新型中固定轨道上各部件的结构示意图。
26.图11为本实用新型中定位台的的结构示意图。
27.图中:1、机体;11、转盘;111、框架;112、运架吸盘;12、定位台;121、定位气缸;122、定位块;13、传送带;131、定位条;14、中转台;15、固定轨道;151、安装座;152、升降座;153、压紧吸盘;154、驱动电机;155、压紧气缸;2、导光板组装工位;21、导轨;211、移动座;212、取料电机;213、升降气缸;22、取料架;221、取料吸盘;23、直轨;231、运动座;232、运动电机;
24、安装架;241、倾斜旋转气缸;242、旋转电机;243、吸料吸盘;25、翻面旋转气缸;251、翻板;252、翻转吸盘;26、支座;261、压架;262、压料气缸;2621、压块;263、送料旋转气缸;2631、换料板;264、运料治具;3、零件组装工位;31、滑轨;32、滑移座;33、运料架;34、运料电机;35、顶升气缸;36、运料吸盘;37、转架电机;4、料卷架;41、分料治具;42、承料台;43、料卷辊;44、收料辊;45、导向辊;46、收料电机;5、导光板。
具体实施方式
28.以下结合附图1-11对本实用新型作进一步详细说明。
29.用新型实施例公开一种屏幕组装设备,如图1-2所示,包括机体1,机体1的进料端与出料端均设置有传送带13,机体1进料端的传送带13传送有用于组装屏幕的框架111,机体1出料端的传送带13传送有组装好的屏幕,机体1上沿竖直方向固定安装有ddr电机,ddr电机的输出轴固定连接有转盘11,转盘11上的上表面周向间隔固定安装有有十个运架吸盘112,运架吸盘112呈十字形设置,框架111可放置在运架吸盘112上,多个框架111经输送至转盘11的上表面上,多个框架111沿转盘11的圆周方向放置在转盘11的边沿处,并且运架吸盘112呈十字形设置,这样,框架111在打横或者在打竖时,运架吸盘112均可很好的吸附住框架111。
30.参照图1和图3,机体1上设置有一个导光板5组装工位2以及多个零件组装工位3,在本实施例中,零件组装工位3的数量优选为五个,导光板5组装工位2以及五个零件组装工位3沿转盘11的圆周方向间隔设置;机体1上固定安装有六个料卷架4,六个料卷架4分别位于一个导光板5组装工位2以及五个零件组装工位3处,料卷架4沿水平方向转动承载有料卷辊43、收料辊44以及多根导向辊45,料卷辊43上放置有屏幕零部件的料卷,料卷由两层保护膜与中间的多份零部件组成,料卷架4上沿水平方向固定安装有收料电机46,收料电机46的输出轴与收料辊44之间通过皮带连接,料卷架4上固定安装有分料治具41、分料治具41上开设有贯通的开口,两层保护膜在分料开膜运料治具264后。保护膜的一端穿过于分料治具41,饶设于多根导向辊45后缠绕至收料辊44上,两层保护膜在分料治具41的作用下分开,从而将两层保护膜之间的零部件分离出来。并且,分料治具41的正下方固定安装有承料台42,零部件分离后掉落在承料台42上。
31.参照图1和图4,零件组装工位3包括沿水平方向固定安装于机体1上的滑轨31、滑移连接于滑轨31上的滑移座32、以及设置于滑移座32顶部的运料架33,滑轨31位于料卷架4与转盘11之间,滑轨31的端部沿滑轨31的长度方向固定安装有运料电机34,运料电机34的输出轴同轴固定连接有运料丝杆,运料丝杆螺纹连接于滑移座32,运料电机34工作驱动运料丝杆转动,运料丝杆驱动滑移座32在滑轨31上水平运动。滑移座32的侧壁沿竖直方向固定安装有顶升气缸35,顶升气缸35的活塞杆固定连接于运料架33,顶升气缸35工作驱动运料架33上下运动,运料架33靠近于转盘11的一端沿竖直方向固定安装有转架电机37,运料架33远离转盘11的一端与转架电机37的输出轴均均固定安装有运料吸盘36。当滑移座32驱动运料吸盘36运动到承料台42正上方后,运料吸盘36将承料台42上的导光板5吸附住,然后将导光板5运输到转盘11上的框架111内。
32.参照图1和图5,并且,在机体1进料端的传送带13与转盘11之间也设置有滑轨31、滑移座32、顶升气缸35、运料架33、运料电机34、运料丝杆、转架电机37、以及运料吸盘36,运
料吸盘36将框架111从机体1进料端的传送带13上输送到转盘11上。另外,传送带13上设置有两条定位条131,两根定位条131固定安装于机体1上,定位条131位于传送带13的正上方,两条定位条131呈喇叭口设置,传送带13将框架111输送过来后,经过于两根定位条131之间,然后框架111在定位条131的作用下,逐渐被限位,从而防止框架111的位置偏移过大。
33.参照图1和图6,导光板5组装工位2包括沿水平方向固定安装于机体1上的导轨21、滑移设置于导轨21上的移动座211、设置于移动座211顶部的取料架22、以及固定安装于取料架22两端的取料吸盘221,导轨21的端部沿导轨21的长度方向固定安装有取料电机212,取料电机212的输出轴同轴固定连接有取料丝杆,取料丝杆螺纹连接于移动座211,取料电机212工作驱动取料丝杆转动,取料丝杆驱动移动座211在导轨21上水平运动。移动座211的侧壁沿竖直方向固定安装有升降气缸213,升降气缸213的活塞杆固定连接于取料架22,升降气缸213工作驱动取料架22上下运动。
34.参照图6和图7,同时,机体1上沿水平方向固定安装有直轨23,直轨23位于导轨21与转盘11之间,直轨23的一端端部眼直轨23的长度方向固定安装有运动电机232,运动电机232的输出轴同轴固定连接有运动丝杆,直轨23上滑移连接有运动座231,运动丝杆螺纹连接与运动座231,运动座231的顶部设置有安装架24,运动座231的侧壁沿竖直方向固定安装有起降气缸,起降气缸的活塞杆固定连接与安装架24的下表面。同时,安装架24的两端分别固定安装有倾斜旋转气缸241与旋转电机242,倾斜旋转气缸241的旋臂与旋转电机242的输出轴均固定安装有吸料吸盘243。由于导光板5的面积大,不能垂直的放置进框架111内,倾斜旋转气缸241上的吸料吸盘243吸附住导光板5后,倾斜旋转气缸241工作将导光板5倾斜,然后将导光板5插接进框架111内。机体1上滑移连接有中转台14,中转台14位于导轨21与直轨23之间,机体1上沿导轨21的长度方向固定安装有驱动气缸,驱动气缸的活塞杆固定连接于中转台14。当取料吸盘221将导光板5放置在中转台14上后,吸料吸盘243将中转台14上的导光板5吸附住,运输至转盘11上的框架111内。
35.参照图6和图7,导光板5组装工位2还包括有固定安装于机体1上的支座26、设置于支座26上的压架261、沿竖直方向固定安装于压架261侧壁的压料气缸262、以及固定安装于机体1上的送料旋转气缸263,压料气缸262的活塞杆底端固定安装有压块2621,送料旋转气缸263的旋臂上固定安装有换料板2631,换料板2631的两端均固定安装有运料治具264,运料治具264的上表面放置有灯条,灯条的上表面带有粘性,机体1上固定安装有压台,压台位于压块2621正下方,导光板5放置在压台上,运料治具264位于导光板5与压台之间。当取料吸盘221将导光板5输送到压台上后,压料气缸262驱动压块2621向下运动,将灯条与导光板5压住粘合在一起。
36.参照图7和图8,另外,有时为了满足不同的装配要求,导轨21与中转台14之间固定安装有翻面旋转气缸25,翻面旋转气缸25的旋臂上固定安装有翻板251,翻板251上固定安装有翻转吸盘252,翻转吸盘252位于取料吸盘221的下方,取料吸盘221将导光板5放置在翻转吸盘252上,翻面旋转气缸25工作驱动翻转转动一百八十度,然后将导光板5放置在中转台14上,即可完成导光板5的翻面。
37.参照图1和图10,机体1出料端的传送带13与转盘11之间设置有固定轨道15,固定轨道15沿水平方向固定安装于机体1上,固定轨道15上滑移连接有安装座151,固定轨道15的一端端部沿其长度方向固定安装有驱动电机154,驱动电机154的输出轴同轴固定连接有
驱动丝杆,驱动丝杆螺纹连接于安装座151。安装座151的两端均沿竖直方向滑移连接有升降座152,升降座152的底部固定安装有压料吸盘153,压料吸盘153位于框架111的正上方,安装座151上沿竖直方向固定安装有压紧气缸155,压紧气缸155的活塞杆固定连接于升降座152。当屏幕组装完成后,压紧气缸155驱动压料吸盘153降下,将框架111内的屏幕零部件压紧,然后压料吸盘153吸附住框架111,驱动电机154工作驱动安装座151沿靠近传送带13的方向运动,接着将组装好的屏幕放置在机体1出料端的传送塞上,送往后续步骤。
38.参照图1和图11,另外,机体1上固定安装有八个定位台12,八个定位台12分别位于导光板5组装工位2、五个零件组装工位3以及两个传送带13处,定位台12位于转盘11边沿处,屏幕零部件或者框架111放置在定位台12顶部,定位台12的四侧侧壁沿水平方向均固定安装有定位气缸121,定位气缸121的活塞杆固定安装有定位块122,定位气缸121工作驱动定位块122往中间的方向移动,从而对屏幕零部件或者框架111的位置进行调整,从而提高生产精确度。
39.本实用新型实施例一种屏幕组装设备的实施原理为:框架111从机体1进料端放置到转盘11上,ddr电机驱动转盘11转动,转盘11带动框架111来到零件组装工位3上,运料架33一端的运料吸盘36零部件吸附住,然后运料电机34工作驱动滑移座32移动,将零部件放置在定位台12上,然后运料电机34驱动滑移座32往靠近料卷架4的方向运动,并同时运料架33另一端的运料吸盘36将定位台12上的零部件吸附住,然后放置进框架111内,转盘11接着转动,带动框架111来到下一工序;而框架111在来到导光板5组装工位2时,压料气缸262先将灯条与导光板5粘合在一起,然后取料电机212将导光板5放置在中转台14上,吸料吸盘243将中转台14上的导光板5移动到定位台12上,倾斜旋转气缸241上的吸料吸盘243将导光板5吸附住,然后将导光板5倾斜插接进框架111内,在屏幕的个零部件装配好后,框架111来到机体1的出料端,压紧吸盘将屏幕压紧,然后将框架111输送到机体1出料端的传送带13上,传送带13将装配好的屏幕输送到后续加工步骤中。
40.以上所述,仅是本实用新型较佳实施例而已,并非对本实用新型作任何形式上的限制,虽然本实用新型以较佳实施例公开如上,然而并非用以限定本实用新型,任何熟悉本专业的技术人员,在不脱离本实用新型技术方案范围内,当利用上述揭示的技术内容作出些许变更或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案内容,依据本实用新型技术是指对以上实施例所作的任何简单修改、等同变化与修饰,均属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1