一种中高碳钢焊接用闪光焊机光整刀冷却清洗装置的制作方法
1.本实用新型属于光整刀刀具维护技术领域,具体涉及一种中高碳钢焊接用闪光焊机光整刀冷却清洗装置。
背景技术:
2.闪光焊机主要用于冷轧板带生产的焊接工艺中,用于带钢的头尾焊接,其中光整刀是闪光焊机的重要组成部分。要保证焊缝的基本形状满足工艺要求和后续运行过程中的再次加工或轧制,对于光整刀刀刃的粘渣清洁是比不可少的工作内容之一。
3.冷轧带钢生产过程中,由于闪光焊接焊缝受到基材成分不同的影响,导致对焊缝的质量也有很大的影响,焊缝在经过光整刀时易磨损刀刃甚至崩刃,造成光整刀处理的焊缝不平整,产生毛刺或不平整的焊缝。
4.冷轧闪光焊机对于硅钢及中高碳钢的焊接质量欠佳,由于焊接焊缝金属结晶、偏析及氧化等过程,对于高碳钢来说焊接性能不良,焊接后容易开裂,产生热裂纹和冷裂纹。低碳钢虽然有良好的焊接性能,但由于光整刀使用不当或磨损粘渣后清理不干净导致焊缝光整能力低下,焊缝质量和外观均达不到目标要求,影响后续生产。尤其是过多的焊渣粘结到光整刀上产生更多的缺陷,导致光整刀的异常磨损概率上升,严重影响焊缝质量。
5.光整刀的清理洁净程度会影响到光整刀的使用寿命,影响整体焊接质量。光整刀的防粘渣和减少异常磨损成为了一个新的难题,解决这一问题还需要在保证焊缝质量和刀具的强度和寿命入手解决问题。
技术实现要素:
6.本实用新型提供了一种中高碳钢焊接用闪光焊机光整刀冷却清洗装置,目的在于解决光整刀易粘渣和异常磨损的问题。本实用新型通过改善闪光焊机光整刀的结构和附加装置提高光整刀的使用效果,提高焊缝质量。改变传统光整刀的内部结构,对光整刀的刀刃上进行冷却和有效的清理,提高光整刀的防粘渣能力和清除焊渣的能力,对刀刃本体表面强制冷却,降低刀刃的本体温度,达到降低刀刃的磨损,光整刀的刀刃安装架和阻挡块内部通过传送高压气体和清洁剂的方式,提高光整刀的整体寿命和焊缝光整质量。
7.为此,本实用新型采用如下技术方案:
8.一种中高碳钢焊接用闪光焊机光整刀冷却清洗装置,所述光整刀冷却清洗装置包括两个并排设置的刀具单元,
9.所述一个刀具单元包括并排设置的刀具安装架和冷却清洗块,刀具安装架和冷却清洗块并排设置,刀具安装于刀具安装架上端;冷却清洗块上设有冷却气体喷头和清洗剂喷头,冷却气体喷头和清洗剂喷头正对所述刀具;冷却清洗块内设有连通冷却气体喷头的气体管路,以及连通清洗剂喷头的清洗剂管路。
10.进一步地,所述冷却清洗块内的气体管路包括竖直段和折弯段,竖直段位于冷却清洗块下部,折弯段位于冷却清洗块上部,折弯段的出口形成冷却气体喷头;所述清洗剂管
路与气体管路并排设置,且结构相同。
11.进一步地,所述折弯段为直线状或弧线过渡。
12.进一步地,所述冷却气体喷头和清洗剂喷头包括多个。
13.进一步地,所述冷却气体喷头和清洗剂喷头呈圆形、方形、狭缝式或异形。
14.进一步地,所述两个刀具单元分别为初始刀具单元和基准刀具单元。
15.进一步地,所述初始刀冷却清洗块的高度低于初始刀安装架。
16.本实用新型的有益效果在于:
17.1.光整刀刀架的刀刃上进行强制冷却和有效的高压气体清理,提高光整刀的防粘渣能力和清除焊渣的能力,对刀刃本体表面强制冷却,降低三个刀刃的本体温度,达到降低刀刃的磨损,光整刀的三个刀刃安装架和阻挡块内部通过传送高压气体和清洁剂的方式,提高光整刀的整体寿命和焊缝光整质量;
18.2.降低了焊渣在初始刀、中间刀和基准刀上的粘接,同样也提高了刀刃的清洁度,焊渣不能聚集在刀刃和焊缝的挤压面上,减少冷态的焊渣在焊缝光整刀的驱动下刮坏焊缝,造成焊缝质量的下降的问题;保证焊缝质量或优化的性能提高,防止粘接的颗粒物以降低刀具的磨损,硬质的焊渣不易卡在刀刃上,对于刀刃的再次清理变得更为容易,消除不利影响;
19.3. 通过高压冷却气体将刀刃上面的焊渣吹扫干净,刀具在清理过程中不断对清理的焊渣进行冷却和吹扫,防止粘接在刀刃上,对于微小颗粒状的焊渣改善尤为明显,同时在保证刀刃的面受到的焊渣粘接能力下降,抑制焊渣粘接,被冷却的焊渣与冷却状态下的刀具粘附力大大下降,不易粘接。
附图说明
20.图1是本实用新型基准刀冷却清洗示意图;
21.图2是本实用新型初始刀冷却清洗示意图;
22.图3是基准刀冷却清洗块主视图;
23.图4是基准刀冷却清洗块俯视图;
24.图5是基准刀冷却清洗块侧视图;
25.图6是基准冷却清洗块轴测图;
26.图7是冷却清洗块狭缝式喷嘴形状示意图;
27.图8是冷却清洗块圆形阵列式喷嘴形状示意图;
28.图9是刀刃图层示意图;
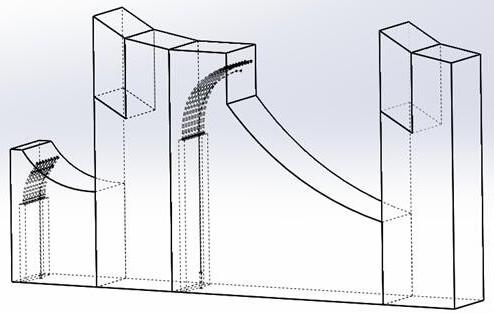
29.图10是本实用新型的结构示意图;
30.图中:
31.1 基准刀冷却清洗块;
32.101基准刀冷却气体喷头组;
33.102基准刀清洗剂喷头;
34.1011基准刀冷却气体;
35.1021基准刀清洗液;
36.103基准刀清洗剂输入端;
37.1031内部供气通道;
38.104基准刀冷却气体输入端;
39.1041内部清洗剂通道;
40.2基准刀安装架;
41.201基准刀刀刃;
42.2010刀刃基材;
43.2011表面喷砂处理处理层;
44.2012碳化钨喷涂层;
45.3初始刀冷却清洗块;
46.301初始刀冷却气体喷头组;
47.302初始刀清洗剂喷头;
48.3011初始刀冷却气体;
49.3021初始刀清洗液;
50.303初始刀清洗剂输入端;
51.304初始刀冷却气体输入端;
52.4初始刀安装架;
53.401初始刀刀刃。
具体实施方式
54.下面结合附图及具体实施例对本实用新型作进一步说明:
55.为了表示基准刀的特征,参考图1基准刀冷却清洗示意图和图3、4、5、6基准冷却清洗块三视图及轴测图所示,是本实用新型基准刀和初始刀冷却清洗示意图,基准刀冷却清洗块1设置在基准刀安装架2的前面,安装在基准刀安装架2上的基准刀刀刃201的暴露面正对着基准刀冷却清洗块1的基准刀冷却气体喷头组101及基准刀清洗剂喷头102喷射口的方向,高压冷却气体进入基准刀冷却气体输入端104后从基准刀冷却气体喷头组101喷出,形成高压气流基准刀冷却气体1011作用在基准刀刀刃201暴露面的上半部分,对基准刀刀刃201的刃口处强制冷却,同时通过高压气流清除表面形成的颗粒状焊渣,气刀冷却清洁作用;清洁剂通过基准刀清洗剂输入端103进入由基准刀清洗剂喷头102喷出清洁剂,形成线装清洁剂基准刀清洗液1021作用在基准刀刀刃201暴露面的中上部,带有压力的清洁剂喷射在基准刀刀刃201上半部分后会扩散至刀刃的上半部分,多余的清洁剂随着重力的作用分散至刀刃基准刀刀刃201的下半部分,对基准刀刀刃201的刃口及暴露面表面附着清洁剂,与基准刀刀刃201表面的油脂产生皂化作用后清洗干净表面残留的油脂,气刀清洁作用,并且清洁剂在喷射后处于液体状态,还能对基准刀刀刃201的表面起到冷却作用。内部供气通道1031是高压气体在冷却清洗块1内部分成了多路的通道连接到终点的基准刀冷却气体喷头组101的对于喷口。内部清洗剂通道1041是连接基准刀冷却气体输入端104和基准刀清洗剂喷头102的内部通道,将清洗剂送达至基准刀清洗剂喷头102出喷出。
56.为了表示初始刀的特征,参考图2所示,高中碳钢焊缝质量处理装置分为刀架安装装置和冷却清洗装置两部分,初始刀冷却清洗块3设置在初始刀安装架4的前面,安装在初始刀安装架4上的初始刀刀刃401的暴露面正对着初始刀冷却清洗块3的初始刀冷却气体喷
头组301及初始刀清洗剂喷头302喷射口的方向,高压冷却气体进入初始刀冷却气体输入端304后从初始刀冷却气体喷头组301喷出,形成高压气流初始刀冷却气体3011作用在初始刀刀刃401暴露面的上半部分,对初始刀刀刃401的刃口处强制冷却,同时通过高压气流清除表面形成的颗粒状焊渣,气刀冷却清洁作用;清洁剂通过初始刀清洗剂输入端303进入由初始刀清洗剂喷头302喷出清洁剂,形成线装清洁剂初始刀清洗液3021作用在初始刀刀刃401暴露面的中上部,带有压力的清洁剂喷射在初始刀刀刃401上半部分后会扩散至刀刃的上半部分,多余的清洁剂随着重力的作用分散至刀刃初始刀刀刃401的下半部分,对初始刀刀刃401的刃口及暴露面表面附着清洁剂,与初始刀刀刃401表面的油脂产生皂化作用后清洗干净表面残留的油脂,气刀清洁作用,并且清洁剂在喷射后处于液体状态,还能对初始刀刀刃401的表面起到冷却作用。
57.光整刀的基准刀刀刃201和初始刀刀刃401刀刃被强制喷射冷却气体和清洗液,保持光整刀的刀刃处于清洁状态和冷却状态,降低刀刃的使用温度,防止粘渣,提高刀刃的使用寿命,保证焊缝在受到光整刀的刮除多余的焊肉后得到满足工艺要求的合格的焊缝形状,刀刃在使用过程中受到高压气流的影响,将刀刃周围的焊渣喷吹清理干净,同时对于清理后的焊渣冷却后不宜粘结刀刃,更加容易去除焊渣的结块及小颗粒焊渣的聚集。
58.刀刃上面做耐高温防粘涂层提高参考图9所示,基准刀刀刃201分别由刀刃基材2010采用氮化硼立方晶氮化硼(cbn)、碳化钨喷涂层2012、清洗剂保护层2011三层组成,首先在基准刀刀刃201刀刃上做等离子碳化钨喷涂层(wc-co),提高刀刃正面的防腐、耐磨、减摩、抗高温、抗氧化、隔热等效果,尤其提高耐腐蚀和耐高温的刀刃防粘渣涂层。结合冷却和清洗装置整体提升光整刀的使用效果,提高刀刃的使用寿命。
59.清洗剂种类选用硬质合金清洗剂,它是由多种进口表面活性,缓蚀剂及其它助剂配制而成的水基金属清洗剂,具有乳化、分散、渗透和较强的清洗能力,对各种硬质台金的机加工油污、油脂、抛光蜡、研磨液/粉等脏污具有很好的清洗效果,对工件表面无腐蚀,不伤底材,无毒无污染,操作安全。东莞市希尔金属材料有限公司
60.清洗剂温度采用5℃
‑‑
30℃的工作温度,清洗管路和高压冷却气体通道较近,冷却气体的流动会是清洗块的整体温度降低,也同样降低清洗管路内清洗液的温度。
61.清洗液在清洗刚完成焊接后的刀刃时,刀刃温度较高,清洗液喷射到刀刃上后进行清洗和冷却,效果较好。清洗液在清洗常温下的刀刃时,刀刃温度接近或高于常温,清洗液喷射到刀刃上后进行清洗过程中,冷却效果不明显。
62.初始刀冷却气体喷头组301的喷射方向与初始刀刀刃401运动方向方向相反。
63.初始刀冷却气体喷头组和基准刀冷却气体喷头组是由一个和或多个喷吹孔组成。
64.高中碳钢焊缝质量处理装置冷却清洗块是具有两路单独的供气和供清洗剂输入口,由冷却清洗块底部作为输入端,首先通过一段直线通道后再进入弧形管道,弧形管道的喷射口对准刀刃的中上部的对准面,使得通入的气体和清洁剂能够有效的作用到刀刃上。清洗液通道和冷却气体通道并行输入,两组通道的轨迹呈平行布置结构,清洗液的通道喷射口不限于只有一个或多个喷射口,喷出的清洗剂可以满足喷射口喷出后呈发散状态,作用在刀具表面后逸散,布满刀刃的整个面;冷却通道在输入端进入在一个较大的空腔内聚集冷却气体,再通过一个或一个以上的多个喷射口对准刀刃,达到具有多束的冷却气体作用在刀具表面,尤其的主要特征是具有高压的冷却气体,具有较高的冷却效果,还具有清理
刀刃刃口处的焊渣颗粒或片状焊渣,起到清洁刀刃的目的,刀刃的刃口为横向微弧度的刃口,冷却气体喷头组的布置方向也是横向布置,主要作用在刃口位置,提高冷却效果和清理焊渣的效果。
65.参考图7、8所示,冷区气体喷射口不限于圆形、方形、狭缝式或其他形状的喷嘴结构方式,清洁剂喷射口不限于圆形、方形、狭缝式或其他形状的喷嘴结构方式。
66.冷却气体采用高压气体,优先采用冷却较好的氮气或氩气等气体,主要取决于生产材料的不同,优化高压气体的输入类型和压力。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1