管焊接工装夹具的制作方法
1.本实用新型涉及管焊接工装夹具。
背景技术:
2.工装夹具在生产过程中有着极其重要的作用,不仅能够提高生产效率,而且能大大提高生产产品的质量。焊接工装是针对焊接而设计的一类工装夹具,能够提高焊接质量,给焊接性作业提供便利性,广泛应用于焊接类作业,管焊接工装夹具能很好的代替人工手动定位的工作,不仅降低了人工手动的难度,同时也提高了焊接的质量与焊接的速度。
技术实现要素:
3.本实用新型所要解决的技术问题总的来说是提供一种管焊接工装夹具。
4.为解决上述问题,本实用新型所采取的技术方案是:
5.一种管焊接工装夹具,包括机体;在机体上对称设置有两个用于带动待焊的管件旋转的棘轮;
6.在两个棘轮之间连接有连杆,在机体的支撑座上设置有用防止棘轮反转的弹性卡片;
7.在两棘轮中心处上同轴设置有导孔,用于水平插入管件;在棘轮上分别设置有用于夹紧对应的待焊的管件的夹紧机构,用于夹持管件。
8.作为上述技术方案的进一步改进:
9.在机体下端四角部设置有调节水平度的地脚。
10.棘轮通过轴承旋转设置在支撑座上;
11.棘轮包括作为基体的棘轮片,在棘轮片的导孔处同轴有中空的棘轮轴;
12.在棘轮片端面上设置有夹紧座及连杆孔;
13.两棘轮的连杆孔穿过连杆,在连杆的端部设置有螺母,用于锁紧棘轮。
14.夹紧机构 包括对合的夹紧片;夹紧片具有中间拱起及两侧的翼板;中间拱起用于抱合管件;在两侧的翼板上分别设置有传动螺纹孔及导向孔;
15.在两夹紧片的两导向孔中穿插有导向杆,两传动螺纹孔通过双向丝杆连接;
16.双向丝杆具有与对应传动螺纹孔传动连接的双向的螺纹丝及端头具有五边柱体。
17.弹性卡片中部铰接在机体上,其一端通过弹簧连接在机体上;
18.机体下方中间位置破开。
19.本实用新型的一种管焊接工装夹具能实现管类焊接质量,又能提高管类焊接速度,降低焊工师傅的焊接难度。本实用新型设计合理、成本低廉、结实耐用、安全可靠、操作简单、省时省力、节约资金、结构紧凑且使用方便。
附图说明
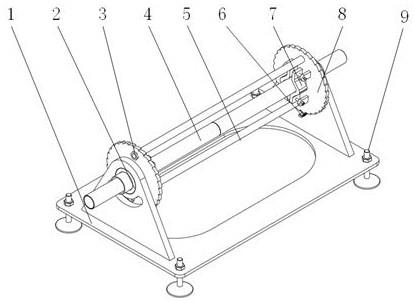
20.图1是本实用新型的管焊接工装夹具结构图;
21.图2是本实用新型的棘轮结构图;
22.图3是本实用新型的夹紧片结构图;
23.图4是本实用新型的双向丝杆结构图;
24.图5是本实用新型的局部结构图;
25.附图标记说明:1、机体;2、轴承;3、螺母;4、管件;5、连杆;6、弹性卡片;7、夹紧机构;71、夹紧片;711、传动螺纹孔;712、导向孔;72、双向丝杆;721螺纹丝;722、五边柱体;73导向杆;8、棘轮;81、夹紧座;82、棘轮片;83、连杆孔;84、棘轮轴;9、地脚。
具体实施方式
26.如图1-5,本实施例的管焊接工装夹具,包括机体1,机体1上设置用于带动待焊管旋转的棘轮8、用于夹紧待焊的管件4的夹紧机构7,连接两棘轮8的连杆5、防止棘轮8反转的弹性卡片6以及调节整体的水平的四个地脚9;夹紧机构7安装于棘轮8上,棘轮8通过轴承安装于机体1两侧,中间开有焊管通道,夹紧机构7设置于棘轮8上,在棘轮8上设置有导孔,
27.配合棘轮8上开设的导孔用于穿装焊管,并保证两焊管的同轴度,使焊接满足焊接要求,连杆5通过棘轮8上的两对连杆孔83,使用螺母3锁紧两棘轮8,以保证两棘轮8同时旋转,防止两待焊的管件4发生相对位移,以满足管焊接要求和焊接质量。
28.通过采用上述技术方案,夹紧机构包括双向丝杆、夹紧片、导向杆,夹紧片上一侧开有螺纹孔,与丝杆配合,一侧开有通孔与导向杆配合,当丝杆旋转时,两侧夹紧片相对移动或相反移动,实现对焊管的夹紧与松开,同时由于同时移动,保证焊管夹紧后同轴度的精度。
29.通过采用上述技术方案,双向丝杆一侧为五边柱体,用于人工对其进行旋转,导向杆用螺母锁紧在夹紧座上。
30.通过采用上述技术方案,弹性卡片安装于机体上,对棘轮进行卡位,保证焊管在焊接过程中的稳定。
31.作为优选,四个地脚9安装于机体1下方,用于调平整个焊管工装夹具。
32.作为优选,夹紧座位于棘轮上,以保证夹紧机构的相对位置。
33.作为优选,两棘轮之间采用连杆连接,保证两棘轮同时旋转。
34.通过采用上述技术方案,连杆连接两棘轮后,通过螺母锁紧,保证两棘轮的稳定性及加工安装方便。
35.通过采用上述技术方案,导向杆采用两端螺纹锁紧的方式进行安装固定,以保证安装的方便。
36.通过采用上述技术方案,两棘轮通过轴承安装于机体上,保证棘轮的旋转。
37.作为优选,机体下方中间位置破开,减少焊接夹具的整体成本及整体质量。
38.作为优选,夹紧片采用相对角度卡片,以适用不同直径的管类焊接。
39.当对管件进行焊接时,首先将工装夹具通过四个地脚进行调平,然后将管件放入棘轮轴中,旋转双向丝杆对管件进行夹紧,另一侧管件放入棘轮后,顶住夹紧后的管件,之后对其进行夹紧安装,最后进行焊接;焊接过程中,通过旋转棘轮对焊接位置进行调整,焊接完成后,旋转双向丝杆松开焊件,拿出焊件完成焊接。
40.作为一实施例,如图1-5所示,本实施例的管焊接工装夹具,包括机体1;在机体1上
对称设置有两个用于带动待焊的管件4旋转的棘轮8;
41.在两个棘轮8之间连接有连杆5,在机体1的支撑座上设置有用防止棘轮8反转的弹性卡片6;
42.在两棘轮8中心处上同轴设置有导孔,用于水平插入管件4;在棘轮8上分别设置有用于夹紧对应的待焊的管件4的夹紧机构7,用于夹持管件4。
43.在机体1下端四角部设置有调节水平度的地脚9。
44.棘轮8通过轴承2旋转设置在支撑座上;
45.棘轮8包括作为基体的棘轮片82,在棘轮片82的导孔处同轴有中空的棘轮轴84;
46.在棘轮片82端面上设置有夹紧座81及连杆孔83;
47.两棘轮8的连杆孔83穿过连杆5,在连杆5的端部设置有螺母3,用于锁紧棘轮8。
48.夹紧机构7 包括对合的夹紧片71;夹紧片71具有中间拱起及两侧的翼板;中间拱起用于抱合管件4;在两侧的翼板上分别设置有传动螺纹孔711及导向孔712;
49.在两夹紧片71的两导向孔712中穿插有导向杆73,两传动螺纹孔711通过双向丝杆72连接;
50.双向丝杆72具有与对应传动螺纹孔711传动连接的双向的螺纹丝721及端头具有五边柱体722。
51.弹性卡片6中部铰接在机体1上,其一端通过弹簧连接在机体1上;
52.机体1下方中间位置破开。
53.本实用新型充分描述是为了更加清楚的公开,而对于现有技术就不再一一列举。
54.最后应说明的是:以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;作为本领域技术人员对本实用新型的多个技术方案进行组合是显而易见的。而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型实施例技术方案的精神和范围。本实用新型未详尽描述的技术内容均为公知技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1