一种刀具的开槽定位式的焊接专用装配结构的制作方法
1.本实用新型涉及刀具设计制造技术领域,特别是涉及一种刀具的开槽定位式的焊接专用装配结构。
背景技术:
2.切削刀具是机械制造中用于切削加工的工具。直刃刀是切削刀具中的一种,如图1至图 3所示,这种直刃刀在制作过程中,需要将刀片毛坯200和刀柄100采用焊接方式固定在一起,现有技术中直刃刀的刀片毛坯200和刀柄100在焊接时的配合精度主要依靠刀柄100 上的焊接配合槽101来进行控制,由于现有技术的焊接配合槽101为直槽结构,直槽101 的宽度略大于刀片毛坯200的厚度,由于刀片毛坯200和刀柄100的配合间隙较大,同时刀片毛坯200和刀柄100在装配后进行焊接时缺乏有效的定位,另外刀片毛坯200与刀柄100 之间填充的焊膏m因使用剂量的不同,经过高温冷却所产生的热变形量会有一定差异,最终导致焊接好的刀片毛坯200与刀柄100的垂直度和同轴度都很差,刀片毛坯200的顶部中点与刀柄100的中心轴线的正向偏差δ1和侧向偏差δ2可分别达到0.5mm以上(如图4和图5所示),焊接成品的合格率不足10%。而目前缺乏有效的焊接工艺来直接解决这一问题。
技术实现要素:
3.本实用新型的目的在于克服现有技术之不足,提供一种刀具的开槽定位式的焊接专用装配结构,通过在刀片毛坯和刀柄上设置焊接专用装配结构,可以实现对刀片毛坯和刀柄装配后的有效定位,由此可以限制刀片毛坯与刀柄在焊接过程中产生的偏转量和偏移量,使得刀片毛坯的顶部中点与刀柄的中心轴线的正向偏差δ1和侧向偏差δ2都缩小至0.03mm以下,进而有效提高刀片毛坯与刀柄焊接的垂直度和同轴度,同时可以改善焊接强度,最终把焊接成品合格率提高到90%以上。
4.本实用新型解决其技术问题所采用的技术方案是:一种刀具的开槽定位式的焊接专用装配结构,包括刀柄和刀片毛坯;所述刀柄设有用来插装刀片毛坯的直槽;在刀柄的直槽的中间位置设有一个定位凸起,以将所述直槽分成第一直槽和第二直槽;在第一直槽和第二直槽中,每一直槽分别设有至少一个沿槽壁凹陷的退刀槽,以用来容纳刀片毛坯与刀柄焊接时的焊膏;所述刀片毛坯的底端设有用来与所述刀柄的定位凸起吻合配合的定位槽。
5.所述刀柄的定位凸起处于所述刀柄的正中位置,所述退刀槽共设为四个,第一退刀槽和第二退刀槽处于第一直槽中,第三退刀槽和第四退刀槽处于第二直槽中;所述刀片毛坯的厚度为d,刀片毛坯的高度为h,并满足如下关系式:d≥1.6mm;h/d≤30。
6.所述刀柄的第一直槽的宽度要比刀片毛坯的厚度大0.005mm至0.01mm,所述第一直槽的深度是刀片毛坯的厚度的1.5倍,所述第一直槽关于刀柄的沿着直槽方向的水平中心线对称。
7.所述刀柄的第二直槽的尺寸与所述第一直槽的尺寸完全一致,所述第二直槽与所
述第一直槽的位置关于所述刀柄的中心轴线对称,且所述第二直槽与所述第一直槽的位置关于刀柄的沿着垂直于直槽方向的水平中心线对称。
8.所述刀柄的定位凸起的高度是刀片毛坯的厚度的0.9倍,定位凸起的底部的长度是刀片毛坯的厚度的1.8倍,定位凸起的宽度与所述第一直槽的宽度相等,定位凸起两侧面组成的锥度角为30
°
,定位凸起结构关于所述刀柄的中心轴线对称,且定位凸起结构关于刀柄的沿着直槽方向的水平中心线对称。
9.所述刀柄的第一退刀槽与所述第一直槽相连,所述第一退刀槽的深度与所述第一直槽的深度相等,所述第一退刀槽的宽度与所述第一直槽的宽度相等,所述第一退刀槽的长度大于或等于所述第一直槽的宽度的0.6倍。
10.所述刀柄的第二退刀槽、第三退刀槽和第四退刀槽的尺寸分别与所述第一退刀槽的尺寸相一致,所述第一退刀槽与所述第二退刀槽的位置关于刀柄的沿着直槽方向的水平中心线对称,所述第一退刀槽与所述第三退刀槽的位置关于刀柄的沿着垂直于直槽方向的水平中心线对称,所述第二退刀槽与所述第四退刀槽的位置关于刀柄的沿着垂直于直槽方向的水平中心线对称,所述第三退刀槽与所述第四退刀槽的位置关于刀柄的沿着直槽方向的水平中心线对称。
11.所述刀片毛坯的定位槽的深度大于等于所述刀柄的定位凸起的高度,所述定位槽的开口的宽度与定位凸起的底部的长度相等,定位槽的内锥夹角为0
°
~30
°
,定位槽关于刀片毛坯的中心线对称。
12.与现有技术相比较,本实用新型的有益效果是:
13.本实用新型由于采用了在刀柄的直槽的中间位置设有一个定位凸起,以将所述直槽分成第一直槽和第二直槽;在第一直槽和第二直槽中,每一直槽分别设有至少一个沿槽壁凹陷的退刀槽,以用来容纳刀片毛坯与刀柄焊接时的焊膏;所述刀片毛坯的底端设有用来与所述刀柄的定位凸起吻合配合的定位槽。本实用新型通过在刀片毛坯和刀柄上设置焊接专用装配结构,可以实现对刀片毛坯和刀柄装配后的有效定位,由此可以限制刀片毛坯与刀柄在焊接过程中产生的偏转量和偏移量,使得刀片毛坯的顶部中点与刀柄的中心轴线的正向偏差δ1和侧向偏差δ2都缩小至0.03mm以下,进而有效提高刀片毛坯与刀柄焊接的垂直度和同轴度,同时可以改善焊接强度,最终把焊接成品合格率提高到90%以上。
14.以下结合附图及实施例对本实用新型作进一步详细说明;但本实用新型的一种刀具的开槽定位式的焊接专用装配结构不局限于实施例。
附图说明
15.图1是采用现有技术焊接配合结构的刀片毛坯与刀柄焊接成品的立体示意图;
16.图2是现有技术的刀柄的立体示意图;
17.图3是现有技术的刀片毛坯的立体示意图;
18.图4是刀片毛坯与刀柄沿着与焊接配合槽垂直方向出现焊接偏移与偏转的立体示意图;
19.图5是刀片毛坯与刀柄沿着焊接配合槽方向出现焊接偏移与偏转的立体示意图;
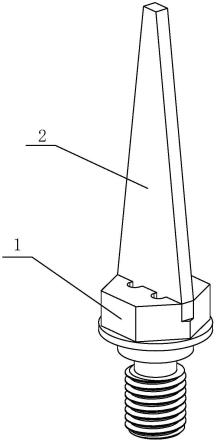
20.图6是本实用新型的实施例的刀片毛坯与刀柄整体装配立体示意图;
21.图7是本实用新型的实施例的刀片毛坯与刀柄整体装配正视图;
22.图8是本实用新型的实施例的刀片毛坯与刀柄整体装配左视图;
23.图9是本实用新型的实施例的刀柄立体示意图;
24.图10是本实用新型的实施例的刀片毛坯立体示意图;
25.图11是本实用新型的实施例的刀柄正向剖视图;
26.图12是本实用新型的实施例的刀柄俯视图;
27.图13是本实用新型的实施例的刀柄正视图;
28.图14是本实用新型的实施例的刀柄左视图;
29.图15是本实用新型的实施例的刀片毛坯局部放大图;
30.图16是本实用新型的实施例的刀片毛坯与刀柄进行装配和焊接的过程示意图。
31.图中:1、刀柄;2、刀片毛坯;11、直槽;12、第一退刀槽;13、第二退刀槽;14、第三退刀槽;15、第四退刀槽;16、第一直槽;17、第二直槽;18、定位凸起;21、定位槽;a、刀柄的中心轴线;b、刀柄的沿着垂直于直槽方向的水平中心线;c、刀柄的沿着直槽方向的水平中心线;d、刀片毛坯的厚度;e、刀片毛坯的中心线;l、直槽的宽度; l1、定位凸起的底部长度;l2、第一直槽的宽度;l3、第一退刀槽的宽度;l4、第一退刀槽的长度;l5、定位槽的槽口宽度;h、刀片毛坯的高度;h1、第一直槽的深度;h2、定位凸起的高度;h3、定位槽的深度;m、焊膏;δ1、刀片毛坯的顶部中点与刀柄中心轴线的正向偏差;δ2、刀片毛坯的顶部中点与刀柄中心轴线的侧向偏差;100、现有技术中直刃刀的刀柄;101、现有技术的焊接配合槽;200、现有技术中直刃刀的刀片毛坯。
具体实施方式
32.实施例
33.参见图6至图16所示,本实用新型的一种刀具的开槽定位式的焊接专用装配结构,包括刀柄1和刀片毛坯2;所述刀柄1设有用来插装刀片毛坯的直槽11;在刀柄1的直槽11 的中间位置设有一个定位凸起18,以将所述直槽11分成第一直槽16和第二直槽17;在第一直槽16和第二直槽17中,每一直槽分别设有至少一个沿槽壁凹陷的退刀槽,以用来容纳刀片毛坯与刀柄焊接时的焊膏m;所述刀片毛坯2的底端设有用来与所述刀柄1的定位凸起18吻合配合的定位槽21。
34.本实施例中,所述刀柄的定位凸起18处于所述刀柄1的正中位置,所述退刀槽共设为四个,第一退刀槽12和第二退刀槽13处于第一直槽16中,第三退刀槽14和第四退刀槽 15处于第二直槽17中;所述刀片毛坯2的厚度为d,刀片毛坯2的高度为h,并满足如下关系式:d≥1.6mm;h/d≤30。
35.参见图9、图11和图12所示,本实施例中,所述刀柄1的第一直槽16的宽度l2要比刀片毛坯2的厚度d大0.005mm至0.01mm,所述第一直槽16的深度h1是刀片毛坯1的厚度d的1.5倍,所述第一直槽16关于刀柄的沿着直槽方向的水平中心线c对称。
36.本实施例中,所述刀柄1的第二直槽17的尺寸与所述第一直槽16的尺寸完全一致,所述第二直槽17与所述第一直槽16的位置关于所述刀柄的中心轴线a对称,且所述第二直槽17与所述第一直槽16的位置关于刀柄的沿着垂直于直槽方向的水平中心线b对称。
37.本实施例中,所述刀柄1的定位凸起18的高度h2是刀片毛坯1的厚度d的0.9倍,定位凸起18的底部的长度l1是刀片毛坯2的厚度d的1.8倍,即l1与h2的尺寸满足 l1/h2=2;
定位凸起18的宽度与所述第一直槽16的宽度l2相等,定位凸起18两侧面组成的锥度角为30
°
,定位凸起18结构关于所述刀柄的中心轴线a对称,且定位凸起18结构关于刀柄的沿着直槽方向的水平中心线c对称。
38.本实施例中,所述刀柄的第一退刀槽12与所述第一直槽16相连,所述第一退刀槽12 的深度与所述第一直槽16的深度h1相等,所述第一退刀槽12的宽度l3与所述第一直槽 16的宽度l2相等,所述第一退刀槽12的长度l4大于或等于所述第一直槽16的宽度l2 的0.6倍,满足l4≥0.6l2。
39.本实施例中,所述刀柄的第二退刀槽13、第三退刀槽14和第四退刀槽15的尺寸分别与所述第一退刀槽12的尺寸相一致,所述第一退刀槽12与所述第二退刀槽13的位置关于刀柄的沿着直槽方向的水平中心线c对称,所述第一退刀槽12与所述第三退刀槽13的位置关于刀柄的沿着垂直于直槽方向的水平中心线b对称,所述第二退刀槽13与所述第四退刀槽15的位置关于刀柄的沿着垂直于直槽方向的水平中心线b对称,所述第三退刀槽14 与所述第四退刀槽15的位置关于刀柄的沿着直槽方向的水平中心线对c称。
40.第一退刀槽12、第二退刀槽13、第三退刀槽14和第四退刀槽15(如图16所示),在刀片毛坯2和刀柄1装配好以后,可以将第一退刀槽12、第二退刀槽13、第三退刀槽14 和第四退刀槽15作为焊膏m的容器,保证刀片毛坯2和刀柄1在焊接时有足够的焊膏剂量,进而保证刀片毛坯2和刀柄1的焊接强度。
41.参见图10和图15所示,本实施例中,所述刀片毛坯2的定位槽21的深度h3大于等于所述刀柄1的定位凸起18的高度h2,即h3≥h2,所述定位槽21的开口的宽度l5与定位凸起18的底部的长度l1相等,定位槽21的内锥夹角为0
°
~30
°
,定位槽21关于刀片毛坯的中心线e对称。
42.本实用新型的一种刀具的开槽定位式的焊接专用装配结构,刀柄1上的第一直槽16、第二直槽17、定位凸起18的宽度相等皆为l2,l2尺寸比刀片毛坯2厚度d大0.005mm至 0.01mm,这样的尺寸宽度保证了刀片毛坯2能够顺利装配到刀柄1上,同时又有效的控制了刀片毛坯2和刀柄1之间的配合间隙,第一直槽16和第二直槽17的深度相等都为h1且 h1是刀片毛坯2的厚度d的1.5倍,这样的深度结合宽度尺寸l2的使用,可以有效限制刀片毛坯2与刀柄1在装配后进行焊接时产生的偏转量和偏移量,使刀片毛坯2的顶部中点与刀柄1的中心轴线的正向偏差δ1缩小至0.03mm以下。
43.参见图5至图16所示,刀柄1上的定位凸起18高度为h2,底部长度为l1,且l1与 h2的尺寸满足l1/h2=2,这样的长高比例可以保证定位凸起18有一定的结构强度,定位凸起18两侧面组成的锥度角为30
°
,刀片毛坯2上的定位槽21的内锥夹角为0
°
~30
°
,刀片毛坯2上的定位槽21的深度为h3,槽口宽度为l5,且h3≥h2,同时l5=l1,这样的结构尺寸组合,既便于刀片毛坯2与刀柄1的装配操作,又能实现对刀片毛坯2与刀柄1的装配定位,通过刀柄1上的定位凸起18与刀片毛坯2上的定位槽21的配合,可以有效限制刀片毛坯2与刀柄1在装配后进行焊接时产生的偏转量和偏移量,使刀片毛坯2的顶部中点与刀柄1的中心轴线的侧向偏差δ2缩小至0.03mm以下。
44.刀柄1上的第一退刀槽12、第二退刀槽13、第三退刀槽14和第四退刀槽15的尺寸结构完全一致,宽度为l3,深度为h1,长度为l4,其中l4≥0.6l2(即长度l4大于或等于第一直槽16宽度l2的0.6倍),第一退刀槽12、第二退刀槽13与第一直槽16直接相连,第三退刀槽
14、第四退刀槽15与第二直槽17直接相连,这样的结构组合一方面可以保证定位凸起18、第一退刀槽12、第二退刀槽13、第三退刀槽14、第四退刀槽15、第一直槽16、第二直槽17彼此之间为直角过渡,彻底清除加工第一直槽16、第二直槽17形成的圆弧过渡余量,使得刀片毛坯2与刀柄1之间的配合面充分贴合,另一方面在刀片毛坯2和刀柄1装配好以后,可以将第一退刀槽12、第二退刀槽13、第三退刀槽14和第四退刀槽15 作为焊膏m的容器,保证刀片毛坯2和刀柄1在焊接时有足够的焊膏剂量,进而保证刀片毛坯2和刀柄1的焊接强度。
45.本实用新型通过在刀片毛坯和刀柄上设置焊接专用装配结构,可以有效限制刀片毛坯2 与刀柄1在焊接过程中产生的偏转量和偏移量,使得刀片毛坯2的顶部中点与刀柄1的中心轴线的正向偏差δ1和侧向偏差δ2都缩小至0.03mm以下,进而有效提高刀片毛坯2与刀柄1焊接的垂直度和同轴度,同时可以强化焊接强度,最终把焊接成品合格率提高到90%以上。
46.上述只是本实用新型的较佳实施例,并非对本实用新型作任何形式上的限制。虽然本实用新型已以较佳实施例揭露如上,然而并非用以限定本实用新型。任何熟悉本领域的技术人员,在不脱离本实用新型技术方案范围的情况下,都可利用上述揭示的技术内容对本实用新型技术方案作出许多可能的变动和修饰,或修改为等同化的等效实施例。因此,凡是未脱离本实用新型技术方案的内容,依据本实用新型技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均应落在本实用新型技术方案保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1