一种金属高精密冲压辅助冶具的制作方法
1.本实用新型涉及一冲压冶具技术领域,具体为一种金属高精密冲压辅助冶具。
背景技术:
2.冲压模具是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
3.现有的冲压模具大多不能提供有效的安全保护措施,在模具冲压过程中可能对施工人员手部夹伤等安全隐患。
技术实现要素:
4.本部分的目的在于概述本实用新型的实施方式的一些方面以及简要介绍一些较佳实施方式。在本部分以及本技术的说明书摘要和实用新型名称中可能会做些简化或省略以避免使本部分、说明书摘要和实用新型名称的目的模糊,而这种简化或省略不能用于限制本实用新型的范围。
5.鉴于上述和/或现有一种金属高精密冲压辅助冶具中存在的问题,提出了本实用新型。
6.因此,本实用新型的目的是提供一种金属高精密冲压辅助冶具,能够通过在下模具侧壁安装侧板,侧板顶部安装顶板,上模具与顶板之间连接有气缸,在下模具顶部开设冲压槽,上模具底部安装冲压块,下模具底部围绕冲压槽开设有第一安装槽,上模具底部开设有与第一安装槽位置配合的第二安装槽,第二安装槽内部安装有红外对射感应器的发射极,第一安装槽内部安装有接收极,当发射极与接收极直接没有异物时,气缸推动上下模具合模完成冲压,当发射极与接收极之间存在异物遮挡红外线时,接收极发出信号,气缸接收信号停止工作,防止上下模合模对施工人员手部造成伤害。
7.为解决上述技术问题,根据本实用新型的一个方面,本实用新型提供了如下技术方案:
8.一种金属高精密冲压辅助冶具,其包括:
9.下模具,所述下模具侧壁安装有侧板,所述侧板顶部安装有顶板,所述下模具顶部开设有冲压槽,所述下模具侧壁开设有注液孔,所述注液孔与所述冲压槽连通,所述下模具顶部开设有第一安装槽,所述第一安装槽围绕在所述冲压槽均匀分布在所述下模具顶部;
10.上模具,所述上模具顶部安装有气缸,所述气缸安装在所述顶板底部,所述上模具底部安装有与所述冲压槽配合的冲压板,所述上模具底部开设有与所述第一安装槽位置配合的第二安装槽;
11.红外对射感应器,包括安装在所述第二安装槽内部的发射极和安装在所述第一安装槽内部的接收极。
12.作为本实用新型所述的一种金属高精密冲压辅助冶具的一种优选方案,其中,所述侧板侧壁开设有t型滑槽,所述上模具侧壁安装有与所述t型滑槽配合的t型滑条,所述t型滑条位于所述t型滑槽内部。
13.作为本实用新型所述的一种金属高精密冲压辅助冶具的一种优选方案,其中,所述下模具顶部开设有贯穿孔。
14.作为本实用新型所述的一种金属高精密冲压辅助冶具的一种优选方案,其中,所述上模具底部开设有与所述贯穿孔位置配合的滑孔。
15.作为本实用新型所述的一种金属高精密冲压辅助冶具的一种优选方案,其中,还包括底座,所述底座对称侧壁安装有固定板,所述固定板顶部开设有螺丝孔,所述底座顶部安装有弹簧,所述底座顶部还安装有与所述贯穿孔位置配合的滑杆,所述滑杆顶部安装有限位块。
16.作为本实用新型所述的一种金属高精密冲压辅助冶具的一种优选方案,其中,所述滑杆直径与所述贯穿孔直径一致,所述滑杆贯穿所述贯穿孔,所述限位块直径大于所述贯穿孔直径,所述限位块直径与所述滑孔直径一致。
17.与现有技术相比:能够通过在下模具侧壁安装侧板,侧板顶部安装顶板,上模具与顶板之间连接有气缸,在下模具顶部开设冲压槽,上模具底部安装冲压块,下模具底部围绕冲压槽开设有第一安装槽,上模具底部开设有与第一安装槽位置配合的第二安装槽,第二安装槽内部安装有红外对射感应器的发射极,第一安装槽内部安装有接收极,当发射极与接收极直接没有异物时,气缸推动上下模具合模完成冲压,当发射极与接收极之间存在异物遮挡红外线时,接收极发出信号,气缸接收信号停止工作,防止上下模合模对施工人员手部造成伤害。
附图说明
18.为了更清楚地说明本实用新型实施方式的技术方案,下面将将结合附图和详细实施方式对本实用新型进行详细说明,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。其中:
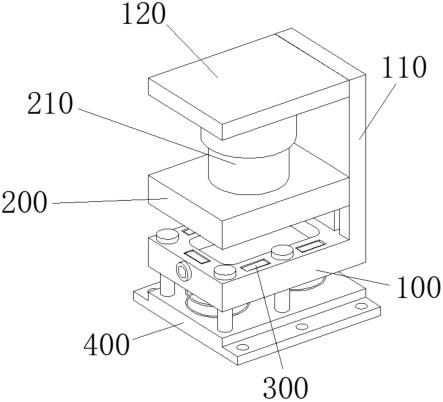
19.图1为本实用新型一种金属高精密冲压辅助冶具整体结构图;
20.图2为本实用新型一种金属高精密冲压辅助冶具下模具结构图;
21.图3为本实用新型一种金属高精密冲压辅助冶具上模具结构图;
22.图4为本实用新型一种金属高精密冲压辅助冶具底座结构图。
具体实施方式
23.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明。
24.其次,本实用新型结合示意图进行详细描述,在详述本实用新型实施方式时,为便于说明,表示器件结构的剖面图会不依一般比例作局部放大,而且所述示意图只是示例,其在此不应限制本实用新型保护的范围。此外,在实际制作中应包含长度、宽度及深度的三维空间尺寸。
25.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型的实施方式作进一步地详细描述。
26.本实用新型提供一种金属高精密冲压辅助冶具,能够通过在下模具侧壁安装侧板,侧板顶部安装顶板,上模具与顶板之间连接有气缸,在下模具顶部开设冲压槽,上模具底部安装冲压块,下模具底部围绕冲压槽开设有第一安装槽,上模具底部开设有与第一安装槽位置配合的第二安装槽,第二安装槽内部安装有红外对射感应器的发射极,第一安装槽内部安装有接收极,当发射极与接收极直接没有异物时,气缸推动上下模具合模完成冲压,当发射极与接收极之间存在异物遮挡红外线时,接收极发出信号,气缸接收信号停止工作,防止上下模合模对施工人员手部造成伤害。
27.图1-3示出的是本实用新型一种金属高精密冲压辅助冶具实施方式的第一种结构示意图,请参阅图1-图3,本实施方式的一种金属高精密冲压辅助冶具包括下模具100、上模具200和红外对射感应器300。
28.下模具100侧壁安装有侧板110,侧板110顶部安装有顶板120,下模具100顶部开设有冲压槽130,下模具100侧壁开设有注液孔140,注液孔140与冲压槽130连通,下模具100顶部开设有第一安装槽150,第一安装槽150围绕在冲压槽130均匀分布在下模具100顶部,上模具200顶部安装有气缸210,气缸210安装在顶板120底部,上模具200底部安装有与冲压槽130配合的冲压板220,上模具200底部开设有与第一安装槽150位置配合的第二安装槽230,红外对射感应器300包括安装在第二安装槽230内部的发射极310和安装在第一安装槽150内部的接收极320,发射极310位于接收极320正上方,红外对射感应器300为多个并且尽可能覆盖下模具100和上模具200边缘,侧板110侧壁开设有t型滑槽170,上模具200侧壁安装有与t型滑槽170配合的t型滑条250,t型滑条250位于t型滑槽170内部,当上模具200垂直移动进行冲压时,t型滑条250在t型滑槽170内部滑动对上模具200进行导向限位,防止上模具200垂直移动时发生偏移。
29.结合图1-图3,本实施方式的一种金属高精密冲压辅助冶具,通过使用时启动发射极310发出红外线,接收极320接收红外线,将需要冲压的材料放置在冲压槽130内部,启动气缸210向下推动上模具200,使冲压板220嵌入冲压槽130内部对材料进行冲压,此时如果发射极310与接收极320中间放置有异物,异物阻挡发射极310射向接收极320的红外线,接收极320接收不到红外线从而发出信号,气缸210接收信号停止冲压操作,防止施工人员手部误操作导致装置对手部造成伤害。
30.图1-4示出的是本实用新型一种金属高精密冲压辅助冶具实施方式的第二种结构示意图,请参阅图1-图4,与上述实施方式不同的是,本实施方式的一种金属高精密冲压辅助冶具包括底座400。
31.下模具100顶部开设有贯穿孔160,上模具200底部开设有与贯穿孔160位置配合的滑孔240,底座400对称侧壁安装有固定板410,固定板410顶部开设有螺丝孔420,底座400顶部安装有弹簧430,底座400顶部还安装有与贯穿孔160位置配合的滑杆440,滑杆440顶部安装有限位块450,滑杆440直径与贯穿孔160直径一致,滑杆440贯穿贯穿孔160,限位块450直径大于贯穿孔160直径,限位块450直径与滑孔240直径一致,当弹簧430推动下模具100向上移动时,限位块450对下模具100进行限位,能够防止下模具100从滑杆440杆身滑出。
32.结合图1-图4,本实施方式的一种金属高精密冲压辅助冶具,通过当上模具200向
下推动下模具100带动下模具100向下冲击时,弹簧430对下模具100向下的冲击力进行缓冲,滑杆440在贯穿孔160内部滑动,限位块450在滑孔240内部滑动,对下模具100进行导向限位,能够对下模具100向下的冲击力进行缓冲,防止冲击力对下模具100造成损伤,同时通过螺丝贯穿螺丝孔420将固定板410固定在水平放置面,能增加冲压操作时装置的稳定性。
33.虽然在上文中已经参考实施方式对本实用新型进行了描述,然而在不脱离本实用新型的范围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件。尤其是,只要不存在结构冲突,本实用新型所披露的实施方式中的各项特征均可通过任意方式相互结合起来使用,在本说明书中未对这些组合的情况进行穷举性的描述仅仅是出于省略篇幅和节约资源的考虑。因此,本实用新型并不局限于文中公开的特定实施方式,而是包括落入权利要求的范围内的所有技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1