一种变速箱档齿防焊工具的制作方法
1.本实用新型涉及变速箱档齿生产技术领域,尤其涉及一种变速箱档齿防焊工具。
背景技术:
2.目前,变速箱档齿生产时,需要在齿轮上焊接结合齿圈,在结合齿圈内壁设置缺口,结合齿圈和齿轮连接后,缺口处形成用于传动同步齿环的卡槽,卡槽一般为沿周向均匀设置的4个,传统的齿轮和结合齿圈焊接一般采用人工焊接,人工焊接时可有效避开卡槽位置,但是人工焊接费时费力、工作效率低、焊接质量不稳定。为了解决人工焊接效率低下的问题,目前一般采用电子束自动焊接,通过电子束自动焊接工作效率高、焊接质量稳定,但是电子束自动焊接时不能有效避开卡槽,容易对卡槽处焊接,因此急需一种防焊工具,有效避开对卡槽部位的焊接。
技术实现要素:
3.本实用新型针对现有技术的不足,提供一种变速箱档齿防焊工具。
4.本实用新型是通过如下技术方案实现的,提供一种变速箱档齿防焊工具,包括安装盘以及安装在安装盘上用于遮挡卡槽的防焊块,所述防焊块与卡槽上下一一对应,且防焊块能将与其对应的卡槽完全遮挡;所述安装盘直径小于结合齿圈内径;在其中一个防焊块下方设置用于插入卡槽的定位销,在安装盘底面上固定圆形定位凸台。
5.优选的,所述定位销与安装盘固定连接。所述定位销插入卡槽实现各个防焊块的定位。
6.优选的,所述定位销为倒l形结构,定位销包括相互垂直的横板和竖板,横板与安装盘固定,竖板用于插入卡槽实现定位。
7.优选的,所述圆形定位凸台的直径与齿轮主体内孔直径相同。工作时,将圆形定位凸台放入齿轮主体内孔内,将定位销放入其中一个卡槽内,这样能够实现安装盘及各个防焊块在水平方向的位置固定。
8.优选的,所述防焊块与安装盘可拆卸连接。
9.优选的,在安装盘上设置三个放置槽和一个放置孔,定位销在放置孔处与安装盘固定,其中一个防焊块放在定位销上,另外三个防焊块分别对应的放入三个放置槽内,每个防焊块均通过顶紧螺栓顶紧限位。
10.优选的,所述顶紧螺栓与安装盘螺纹连接。
11.优选的,所述防焊块为铜块。铜块不易焊接,能更好的实现防焊效果。
12.优选的,所述防焊块为正方形块。随着防焊块朝上的一面不断被电子束加热破坏,可以根据使用情况,将防焊块翻面,旋松防焊块的顶紧螺栓,翻转防焊块,使新的一面朝向上方,每个防焊块有6次翻面使用的机会,提高防焊块的使用次数,成本低。
13.本实用新型的有益效果为:
14.本实用新型操作方便,省时省力,由于各个防焊块对各个卡槽实现遮挡,因此有效
实现了卡槽的防焊,解决了目前电子束自动焊接无法避开卡槽的问题;通过本实用新型的使用,既提高了齿轮主体和结合齿圈的焊接效率,保证了焊接质量,又实现了卡槽部位的防焊,实用价值高。
附图说明
15.图1为本实用新型的俯视结构示意图;
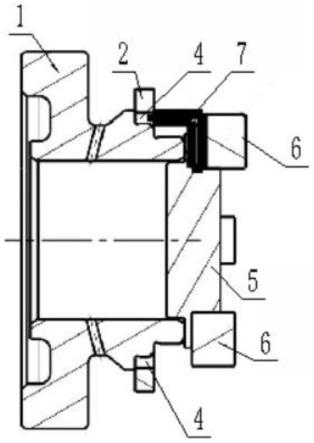
16.图2为图1的a-a向剖视结构示意图;
17.图3为本实用新型安装盘的立体图;
18.图4为本实用新型安装盘的立体图;
19.图中所示:
20.1、齿轮主体,2、结合齿圈,3、齿轮主体和结合齿圈的连接处,4、卡槽,5、安装盘,6、防焊块,7、定位销,8、圆形定位凸台,9、放置槽,10、放置孔,11、顶紧螺栓。
具体实施方式
21.为能清楚说明本方案的技术特点,下面通过具体实施方式,对本方案进行阐述。
22.如图1、2所示,图中1为齿轮主体1,图中2为结合齿圈2,焊接时将齿轮主体1和结合齿圈2的内壁进行焊接,由于齿轮主体1和结合齿圈2的连接处3存在四个卡槽4,卡槽4不需要焊接,因此通过本实用新型的遮挡方便实现卡槽4的防焊接。
23.本实用新型包括安装盘5以及安装在安装盘5上用于遮挡卡槽4的防焊块6,所述防焊块6与卡槽4上下一一对应,且防焊块6能将与其对应的卡槽4完全遮挡。防焊块6的数量与卡槽4数量相等,位置上下一一对应。所述安装盘5直径小于结合齿圈2内径,因此安装盘5不会遮挡需要焊接部位的焊接。
24.在其中一个防焊块6下方设置用于插入卡槽4的定位销7,所述定位销7插入卡槽4实现各个防焊块6的定位,所述定位销7与安装盘5固定连接。所述定位销7为倒l形结构,定位销7包括相互垂直的横板和竖板,横板与安装盘5固定,竖板用于插入卡槽4实现定位。
25.在安装盘5底面上固定圆形定位凸台8,所述圆形定位凸台8的直径与齿轮主体1内孔直径相同,工作时,将圆形定位凸台8放入齿轮主体1内孔内,将定位销7放入其中一个卡槽4内,这样能够实现安装盘5及各个防焊块6在水平方向的位置固定。
26.所述防焊块6与安装盘5可拆卸连接,如图3、4所示,在本实施例中,在安装盘5上设置三个放置槽9和一个放置孔10,定位销7在放置孔10处与安装盘5固定,其中一个防焊块6放在定位销7上,另外三个防焊块6分别对应的放入三个放置槽9内,每个防焊块6均通过顶紧螺栓11顶紧限位,所述顶紧螺栓11与安装盘5螺纹连接。
27.在本实施例中,所述防焊块6为铜块,铜块不易焊接,能更好的实现防焊效果。所述防焊块6为正方形块,随着防焊块6朝上的一面不断被电子束加热破坏,可以根据使用情况,将防焊块6翻面,旋松防焊块6的顶紧螺栓11,翻转防焊块6,使新的一面朝向上方,每个防焊块6有六次翻面使用的机会,提高防焊块6的使用次数,成本低。
28.具体使用时,只需将定位销7插入其中任一个卡槽4内,将圆形定位凸台8放入齿轮主体1内孔内,即可进行齿轮主体1和结合齿圈2的焊接。操作方便,省时省力,由于各个防焊块6对各个卡槽4实现遮挡,因此有效实现了卡槽4的防焊,解决了目前电子束自动焊接无法
避开卡槽4的问题;通过本实用新型的使用,既提高了齿轮主体1和结合齿圈2的焊接效率,保证了焊接质量,又实现了卡槽4部位的防焊,实用价值高。
29.当然,上述说明也并不仅限于上述举例,本实用新型未经描述的技术特征可以通过或采用现有技术实现,在此不再赘述;以上实施例及附图仅用于说明本实用新型的技术方案并非是对本实用新型的限制,参照优选的实施方式对本实用新型进行了详细说明,本领域的普通技术人员应当理解,本技术领域的普通技术人员在本实用新型的实质范围内所做出的变化、改型、添加或替换都不脱离本实用新型的宗旨,也应属于本实用新型的权利要求保护范围。
技术特征:
1.一种变速箱档齿防焊工具,其特征在于:包括安装盘以及安装在安装盘上用于遮挡卡槽的防焊块,所述防焊块与卡槽上下一一对应,且防焊块能将与其对应的卡槽完全遮挡;所述安装盘直径小于结合齿圈内径;在其中一个防焊块下方设置用于插入卡槽的定位销,在安装盘底面上固定圆形定位凸台。2.根据权利要求1所述的一种变速箱档齿防焊工具,其特征在于:所述定位销与安装盘固定连接。3.根据权利要求2所述的一种变速箱档齿防焊工具,其特征在于:所述定位销为倒l形结构,定位销包括相互垂直的横板和竖板,横板与安装盘固定,竖板用于插入卡槽实现定位。4.根据权利要求1所述的一种变速箱档齿防焊工具,其特征在于:所述圆形定位凸台的直径与齿轮主体内孔直径相同。5.根据权利要求1所述的一种变速箱档齿防焊工具,其特征在于:所述防焊块与安装盘可拆卸连接。6.根据权利要求5所述的一种变速箱档齿防焊工具,其特征在于:在安装盘上设置三个放置槽和一个放置孔,定位销在放置孔处与安装盘固定,其中一个防焊块放在定位销上,另外三个防焊块分别对应的放入三个放置槽内,每个防焊块均通过顶紧螺栓顶紧限位。7.根据权利要求6所述的一种变速箱档齿防焊工具,其特征在于:所述顶紧螺栓与安装盘螺纹连接。8.根据权利要求1所述的一种变速箱档齿防焊工具,其特征在于:所述防焊块为铜块。9.根据权利要求1所述的一种变速箱档齿防焊工具,其特征在于:所述防焊块为正方形块。
技术总结
本实用新型涉及一种变速箱档齿防焊工具,包括安装盘以及安装在安装盘上用于遮挡卡槽的防焊块,所述防焊块与卡槽上下一一对应,且防焊块能将与其对应的卡槽完全遮挡;所述安装盘直径小于结合齿圈内径;在其中一个防焊块下方设置用于插入卡槽的定位销,在安装盘底面上固定圆形定位凸台。通过本实用新型提高了齿轮主体和结合齿圈的焊接效率,保证了焊接质量,又实现了卡槽部位的防焊。又实现了卡槽部位的防焊。又实现了卡槽部位的防焊。
技术研发人员:张雨 石文静 赵忠 巨波
受保护的技术使用者:山东亨格尔智能科技有限公司
技术研发日:2022.02.24
技术公布日:2022/8/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1