一种快速点焊机的制作方法
1.本实用新型涉及焊接设备技术领域,特别涉及一种快速点焊机。
背景技术:
2.在电子元件的加工过程中,往往需要将拼装的两个部件焊接在一起,以达到线路连通或部件固定等效果。常用的焊接方式是依靠人工焊接。然而人工焊接的焊接水平不稳定,这会使得最终产品的质量产生波动,并且人工费用高,进而提高了成本。同时,由于无法精确确定焊料添加的位置,焊接后的两个部件之间往往产生错位或是焊接部位表面不平整,进一步降低了产品的质量。
3.专利号cn202020793548.7,专利名为用于电焊机中的电焊机构及点焊机,公开了一种点焊机。其包括固定连接架,固设于点焊机机身上;滑动座,滑动设置于所述固定连接架上,用于在所述固定连接架上沿着竖直方向上下往复滑动;电极,固设于所述滑动座上,且沿着竖直方向设置,用于随着所述滑动座同步滑动,并用于与焊件相接触,以进行点焊;丝杠,转动设置于所述固定连接架上,且与所述滑动座相连,所述丝杠沿着竖直方向设置,且与设置于所述滑动座上的丝母部螺旋配合连接;驱动器,固设于所述固定连接架上,且动力输出端与所述丝杠相连,用于驱动所述丝杠转动;以及配套的控制单元,与所述驱动器电性连接,用于控制驱动器的启停,并用于控制所述驱动器正转以扭矩模式驱动所述丝杠且带动所述电极完成点焊,以及控制所述驱动器反转驱动所述丝杠且带动所述电极远离焊件。这种点焊机能够提高工作效率,然而并不能在焊接后将焊面压平。
技术实现要素:
4.有鉴于此,本实用新型提供了一种快速点焊机,以满足上述需求。
5.一种快速点焊机,其包括一个焊接模块,以及一个用于按压焊接后的工件的压定模块。所述焊接模块包括一个焊接设备主体,一个设置在所述焊接设备主体的底部的焊接头,以及一个设置在所述焊接设备主体侧面的供线装置。所述压定模块包括一个用于盛放工件的盛放台,以及一个与所述盛放台间隔设置的活动压板。所述活动压板具有一个第二驱动模块,以驱动所述活动压板按压所述盛放台上的工件。
6.进一步地,所述供线装置包括一个垂直设置在所述焊接设备主体的外部一侧安装板,一个转动安装在所述安装板上的线轴,以及一个设置在所述安装板上的旋转供线组件,所述线轴上绕有焊丝,所述旋转供线组件持续旋转,以将焊丝牵引至所述焊接头。
7.进一步地,所述活动压板与所述工件相对的一侧设置有一块柔性垫。
8.进一步地,所述点焊机还包括一个用于转移工件位置的机械臂,所述机械臂包括一个机械臂主体,以及一个设置在所述机械臂主体末端的夹持装置。
9.进一步地,所述夹持装置包括一个设置在所述机械臂主体的末端的转动轴,一个插装在所述转动轴的一侧的连接杆,一个设置在所述连接杆的末端的旋转连接块,至少一个插装在所述旋转连接块的侧面的插杆,以及分别套装在每个所述插杆末端,并在充气后
膨胀的膨胀件。
10.进一步地,所述插杆的数量为两个,所述插杆分别设置在所述旋转连接块的不同的两个侧面上,所述插杆之间的夹角为90
°
11.进一步地,所述点焊机还包括一个清洁模块,用以将凝固在所述焊接头上的焊丝去除,所述清洁模块包括一个顶部敞开的盒体,以及一个头部插装所述盒体的侧面的喷气嘴,所述喷气嘴间隔喷气,以将所述焊接头残留的焊丝去除。
12.进一步地,所述点焊机还包括一个激光发射装置。
13.与现有技术相比,本实用新型提供的点焊机使用了所述供线装置,配合所述焊接头能够快速的对工件进行焊接。所述压定模块能够在焊接完成后,按压焊接面,使得焊料能够充分的填充在两个待焊接件之间,提高了焊接部分的强度,同时也能够保证焊接后的工件表面平整,不会出现凸起部分影响美观。
附图说明
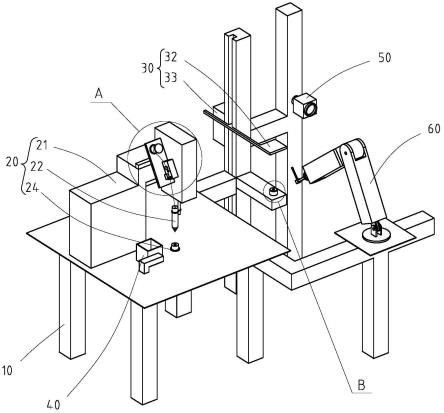
14.图1为本实用新型提供的一种快速点焊机的整体结构示意图。
15.图2为图1的点焊机在a处的局部放大图。
16.图3为图1的点焊机在b处的局部放大图。
17.图4为图1的点焊机的清洁模块的结构示意图。
18.图5为图1的点焊机的机械臂的结构示意图。
19.图6为图1的点焊机的活动压板的侧视图。
具体实施方式
20.以下对本实用新型的具体实施例进行进一步详细说明。应当理解的是,此处对本实用新型实施例的说明并不用于限定本实用新型的保护范围。
21.如图1至图6所示,其为本实用新型提供的快速点焊机的结构示意图。包括一个机架10。可以想到的是,还包括一些功能模块,如控制器,配电箱等,其为本领域技术人员习知的技术,在此不再赘述。
22.需要说明的是,在本实施例中,所述点焊机加工的工件为电机线圈。其呈圆柱形,且在中间设置有一个通孔。
23.所述机架10上设置有一个焊接模块20。所述焊接模块20包括一个焊接设备主体21,一个间隔设置在所述焊接设备主体21底部的焊接头22,一个设置在所述焊接设备主体21一侧,并向所述焊接头供给焊线的供线装置23,以及一个用于盛放工件的点焊台24。所述焊接设备主体21上具有一个第一驱动模块 25,从而使得所述焊接头22可根据预设路线移动。在本实施例中,所述焊接设备主体21包括两个分体,且所述第一驱动模块25设置在两个分体之间,从而使得所述第一驱动模块25启动时,其中一个分体保持不动,而另一个分体受所述第一驱动模块25驱动,从而带动所述焊接头22移动。所述供线装置23包括一个垂直设置在所述焊接设备主体21外部一侧的安装板231,一个转动安装在所述安装板231上的线轴232,以及一个设置在所述安装板231上的旋转供线组件233。所述线轴232的外部绕有焊丝,所述焊丝的材质可以为锡。所述旋转供线组件233能够将所述焊丝从所述线轴232上拉出,并供给至所述焊接头22,此为现有技术,在此不再赘述。所述焊接头22的外部设置有用于引
导焊丝送入焊接部位的导向装置,以及用于加热焊丝使其融化的加热装置,这些均为现有技术,再次不再赘述。所述焊接头22加热所述供线装置23提供的焊丝并将其融化后,按照预设的路线运动,将工件上的两个部件相互焊接。
24.所述机架上设置有一个压定模块30。所述压定模块30包括一个用于盛放所述工件的盛放台31,一个与所述盛放台31间隔设置的活动压板32,以及一个控制所述活动压板移动的第二驱动模块33。所述盛放台31为盒装且顶部设置有开口当所述工件放置在所述盛放台31内时,所述盛放台31的顶部边缘不高于所述工件的顶部边缘,从而使得所述活动压板32的底部能与所述工件的顶部接触,从而将工件上的两个部件压合,保证焊接效果。可以在所述活动压板32的底部设置一块柔性垫34,从而保证所述活动压板32的压力均匀且稳定。
25.所述机架上10设置有一个用于将所述焊接头22上残留的焊丝去除的清洁模块40。所述清洁模块40包括一个顶部开有开口的盒体41,以及一个茶庄在所述盒体41侧壁上,且出风口位于所述盒体41内部的喷气嘴42。所述喷气嘴 42与外部的喷气装置连通,并按照程序设定,断续喷气。所述焊接头22焊接完毕后,在所述第一驱动模块25的控制下伸入所述盒体41内。所述喷气嘴42喷出高压气体,从而将冷却凝固在所述焊接头22上的焊丝结晶吹下,从而保证每次焊接均使用全新且完全融化的焊丝。
26.所述机架10上还设置有一个用于去除所述工件表面涂层的激光发射装置 50。所述激光发射装置50具有一个激光发射头,以及一个用于驱动激光发射头移动的驱动模块,从而在所述工件表面雕刻出图案或文字。
27.所述机架10的顶部还设置有一个用于转移所述工件的机械臂60。所述机械臂60包括一个机械臂主体61,以及一个设置在所述机械臂主体61末端的便于夹持所述工件的夹持装置62。所述机械臂主体61为多轴结构,从而能够实现不同方向和角度的操作,此为现有技术,再次不再赘述。所述夹持装置62包括一个设置在所机械臂的末端的转动轴621,一个插装在所述转动轴621一侧的连接杆622,一个设置在所述连接杆622末端的旋转连接块623,至少一个插装在所述旋转连接块623侧面的插杆624,以及分别套装在每个所述插杆624末端,并充气后膨胀的膨胀件625。所述转动轴621转动带动所述连接杆622移动所述旋转连接块623可在所述连接杆622末端转动,从而使得所述插杆624能够精准的插入所述工件的中心通孔内。所述膨胀件625为橡胶套,所述膨胀件625充气膨胀后,将所述工件卡装在所述插杆624外部,便于转移工件的位置。在本实施例中,所述插杆624的数量为两个,且两个所述插杆624之间的夹角为90 度,从而能够同时转移两个工件,避免采用多个机械臂占用空间。
28.与现有技术相比,本实用新型提供的点焊机使用了所述供线装置23,配合所述焊接头22能够快速的对工件进行焊接。所述压定模块30能够在焊接完成后,按压焊接面,使得焊料能够充分的填充在两个待焊接件之间,提高了焊接部分的强度,同时也能够保证焊接后的工件表面平整,不会出现凸起部分影响美观。
29.以上仅为本实用新型的较佳实施例,并不用于局限本实用新型的保护范围,任何在本实用新型精神内的修改、等同替换或改进等,都涵盖在本实用新型的权利要求范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1