一种异形连接阀体用加工刀具的制作方法
1.本实用新型属于机床加工刀具技术领域,尤其涉及一种异形连接阀体用加工刀具。
背景技术:
2.目前,通常都会用各种规格的铣刀对阀体进行加工生产,但阀体由于现实的需求通常具有长短不一的结构,在对这些阀体进行加工时,现有的生产加工中通常用到有一种铣刀,其螺旋角为30
°
,前角为8
°
,芯厚在6.1mm,在实际使用时,由于孔深的原因要求刀具悬伸很长,但同时因为孔径的大小又对铣刀的直径进行了限制,因此现有的铣刀通常具有刚性不足以及加工不稳定的情况出现,在加工时较大的切削力会使传统刚性不足的铣刀出现偏摆导致断裂,生产的效率以及合格率会大大降低,也增加了生产的成本。
技术实现要素:
3.为了解决上述的技术问题,本实用新型的目的是提供一种异形连接阀体用加工刀具,能够在提高整体刀具刚性的同时,还能提高刀具在加工过程中的稳定性。
4.为了实现上述的目的,本实用新型采用了以下的技术方案:
5.一种异形连接阀体用加工刀具,包括铣削部和外接杆,所述铣削部包括过渡段和刀头,过渡段直径大于刀头的直径,过渡段和刀头的连接形成有提高刀具刚性的倾斜加强段,刀头上沿其轴向设有至少五个螺旋侧刃,螺旋侧刃的螺旋角为40
°‑
50
°
,前角为15
°‑
18
°
,螺旋侧刃上设有刃带0.01-0.03mm;刀头芯厚为7.3-8.5mm。
6.在对阀体进行加工时,过渡段的直径大于刀头直径,提高了其抗弯能力和刚性,且在过渡段和刀头相连接处设有的倾斜加强段可减小所受到的应力,进而提高刀头和过渡段连接后的整体强度,不会轻易发生断裂,此外对于设置的螺旋侧刃,将螺旋侧刃的螺旋角增大到40
°‑
50
°
可以产生低径向力和减小刀具弯曲的程度,从而提高刀具加工的稳定性防止断裂;前角增大到15
°‑
18
°
可减小所受到的切削阻力的大小,使刀更为锋利,更容易进行切削;刀头芯厚的增大到7.3-8.5mm则是为了提高刀身的直径厚度进而提高刀具的刚性以及抗弯能力,减小断裂的风险;刃带的设置则是起到了导屑、光孔的作用。
7.作为优选,所述倾斜加强段为与刀头轴向a方向呈45
°
角,呈斜面沿过渡段和刀头连接处圆周均匀布置。倾斜加强段的均匀布置且与刀头轴向呈45
°
夹角,倾斜加强段的作用在于此处的应力相较于尖角更小,使得强度大大提高,倾斜加强段在过渡段和刀头连接处圆周均匀布置可使得无论在哪个角度方向上,应力都是均匀的,提高了刀具加工的稳定性和刚性。
8.作为优选,所述螺旋侧刃的螺旋角α为40
°
,前角β为16
°
,刃带d1为0.02mm,芯厚d2为8.35mm。此时,刀具在满足所加工的孔径的大小的前提下,所具有的刚性最佳。
9.作为优选,所述外接杆的直径大于过渡段直径,外接杆和过渡段连接处设有倒角。倒角的设置也是为了提高外接杆和过渡段连接处的强度,倒角使其连接处的应力小于传统
的直角或者尖角设置,强度得以提高。
10.作为优选,所述螺旋侧刃沿刀头顶端到尾端螺旋布置,两两相邻的螺旋侧刃之间形成有容屑槽。容屑槽的作用主要是起到导屑的作用,防止碎屑堵塞造成刀具在加工时断裂。
11.作为优选,螺旋侧刃与过渡段连接后螺旋侧刃端部留有不进行切削的容让段,所述容让段配置为刀具在切削时留有对应余量以形成避让。
12.容让段的设置一方面保证加工的尺寸深度,另一方面可防止铣削过程中出现台阶的问题。
13.作为优选,容让段的长度d为5mm。容让段的长度既可保证加工时尺寸深度的需求,又防止了刀具整体过长造成抗弯性能变差从而容易断裂的情况出现。
14.作为优选,所述螺旋侧刃至少分为第一螺旋侧刃和第二螺旋侧刃,容让段也至少分为第一容让段和第二容让段;第一螺旋侧刃沿刀头轴向延伸至过渡段和刀头连接位置处,第一容让段位于过渡段和刀头连接位置处;第二螺旋侧刃沿刀头轴向延伸至过渡段上,第二容让段位于过渡段上。
15.第一容让段位于过渡段和刀头连接处,用来加工孔深较小的产品,第一容让段使得刀具加工的尺寸能够得以满足,也可防止过渡段碰触到产品造成刀具的偏摆形成台阶问题;而第二容让段位于过渡段上,为了提高刀具的刚性,在不碰触到孔洞内侧壁的情况下增大过渡段的直径,进而提高刚性,同时也保证了加工尺寸深度的需求,防止多余部分碰触产品造成刀具的偏摆。
16.与现有技术相比,本实用新型的有益效果是:
17.本实用新型通过增大过渡段的直径以及在过渡段和刀头连接位置处设置有倾斜加强段,使得其连接处的应力相较于传统的直角或者尖角更小,进而更不容易断裂,其强度得以提高,同时对于螺旋侧刃各尺寸以及刀头芯厚的增大,螺旋侧刃螺旋角的增大可以产生低径向力并减小刀具弯曲程度,提高加工稳定性和减小断裂的风险,前角的增大减小了所受到的切削阻力的大小,刀具变得更为锋利从而加工更加容易和稳定,芯厚的增大则是提高了刀具抗弯性能和刚性。
18.倾斜加强段的均匀圆周布置,使得各个角度方向上的应力都相对均匀,进一步提高了其稳定性和强度,容屑槽和容让段的设置也是为了使得加工更为方便,防止加工时的堵塞或者其他情况造成影响。
附图说明
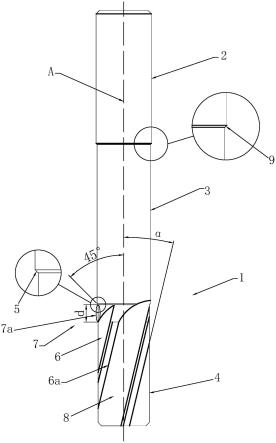
19.图1是本实用新型整体结构正视图一;
20.图2是本实用新型整体结构正视图二;
21.图3是本实用新型刀头结构俯视图;
22.图4是本实用新型刀头结构剖视图。
23.附图说明:1、铣削部;2、外接杆;3、过渡段;4、刀头;5、倾斜加强段;6、螺旋侧刃;6a、第一螺旋侧刃;6b、第二螺旋侧刃;7、容让段;7a、第一容让段;7b、第二容让段;8、容屑槽;9、倒角。
24.α:螺旋角
25.β:前角
26.d1:刃带
27.d2:芯厚。
具体实施方式
28.下面结合附图对本实用新型的具体实施方式做一个详细的说明。
29.在本实施例中,具体公开了一种异形连接阀体用加工刀具,其具体结构如图1-4所示,包括铣削部1和外接杆2,所述铣削部1包括过渡段3和刀头4,过渡段3直径大于刀头4的直径,过渡段3和刀头4的连接形成有提高刀具刚性的倾斜加强段5,刀头4上沿其轴向设有至少五个螺旋侧刃6,螺旋侧刃6的螺旋角为40
°‑
50
°
,前角为15
°‑
18
°
,螺旋侧刃6上设有刃带0.01-0.03mm;刀头4芯厚为7.3-8.5mm。
30.在对阀体进行加工时,铣削部1用来对产品进行加工,外接杆2与外部设备装置连接提供动力,具体的带动刀头4对产品进行铣削;过渡段3的直径大于大头4直径,加粗的杆件的刚性更强,同时在二者的连接处形成有阶梯式的台阶,在此连接处设置有倾斜加强段5,可进一步提高其强度和刚性,相较于传统的直角或者尖角的设计,倾斜加强段5使得此处的应力相较于直角更小,进而使其更为坚固,更不容易断裂。
31.另外对于螺旋侧刃6的螺旋角相较于传统的30
°
增大了10
°‑
20
°
,螺旋角的增大可以产生低径向力和减小刀具弯曲程度,提高刀具加工的稳定性和减小断裂的风险,前角相较于传统刀具增大了7
°‑8°
,前角增大减小了所受到的切削阻力的大小,刀具会更加稳定;而刃带是沿螺旋方向布置形成直径尺寸,有导屑、光孔的作用,相当于螺旋侧刃6的副切削刃;芯厚增大了1.2-2.3mm,其尺寸的增加相当于刀头4的刀身,进而使得强度和刚性提高。
32.如图1所示,所述倾斜加强段5为与刀头4轴向a方向呈45
°
角,呈斜面沿过渡段3和刀头4连接处圆周均匀布置。倾斜加强段的与刀头轴向呈45
°
夹角且设置为斜面,使得过渡段3和刀头4之间形成一个良好的过渡,且沿二者的连接处圆周均匀布置使得各个角度方向上的应力均匀,相较于传统的直角设置应力更小,进一步提高了其整体的强度。
33.当螺旋侧刃6的螺旋角α为40
°
,前角β为16
°
,刃带d1为0.02mm,芯厚d2为8.35mm,在满足刀具铣削不干涉的前提下,此时刀具的刚性和强度最佳,对于产品的切削也更为容易。
34.如图1-2所示,所述外接杆2的直径大于过渡段3直径,外接杆2和过渡段3连接处设有倒角9。外接杆2的直径大于过渡段3的直径,也是在尽可能满足铣削条件的基础上,增大杆件的直径,从而提高其刚性,而倒角9的设置使得外接杆2和过渡段3之间形成有过渡,相较于直角的设置应力更小,使得杆件更为坚固。
35.所述螺旋侧刃6沿刀头4顶端到尾端螺旋布置,两两相邻的螺旋侧刃6之间形成有容屑槽8。容屑槽8的设置主要是为了导出铣削的碎屑,防止堵塞造成刀具加工时的断裂,而本实用新型的刀具多用来进行精加工,切削余量比较小,只需要小的容屑槽8,小容量的容屑槽8配合上刀头4芯厚的增加使得刀具刚性得以提高,同时可以获得更好的表面质量。
36.螺旋侧刃6与过渡段3连接后螺旋侧刃6端部留有不进行切削的容让段7,所述容让段7配置为刀具在切削时留有对应余量以形成避让。容让段7的设置一方面是为了满足刀具加工时的尺寸深度,另一方面可防止刀具除了加工区段外多余的部分碰触到产品从而产生偏摆造成台阶问题的出现。
37.容让段7的长度d为5mm。容让段7长度进一步限定的尺寸,一方面保证了加工尺寸深度的需要,另一方面也可防止刀具尺寸过长从而导致抗弯性能较差出现容易断裂的风险。
38.如图1和2所示,所述螺旋侧刃6至少分为第一螺旋侧刃6a和第二螺旋侧刃6b,容让段7也至少分为第一容让段7a和第二容让段7b;第一螺旋侧刃6a沿刀头4轴向延伸至过渡段3和刀头4连接位置处,第一容让段7a位于过渡段3和刀头4连接位置处;第二螺旋侧刃6b沿刀头4轴向延伸至过渡段3上,第二容让段7b位于过渡段3上。
39.第一螺旋侧刃6a和第二螺旋侧刃6b的设置是为了加工两种不同规格的孔,第一螺旋侧刃6a和第二螺旋侧刃6b在加工时为了满足加工尺寸深度的需求,防止刀具除加工铣削区段外其余部分接触到产品,容易造成偏摆从而出现断裂的情况,第一容让段7a设置在过渡段3和刀头4连接位置处,加工孔深度较小的部位,第二容让段7b位于过渡段3上则是加工孔深度较大的部位,而延伸至过渡段3上的第二容让段7b不会碰触到孔内侧壁,只是保证了刀头4上足够的铣削长度,若是不延伸到过渡段3上,则需要增加刀头4的长度,这样刀具整体的抗弯性能就会变差,也更容易断裂。
40.本说明书中所描述的以上内容仅仅是对本实用新型所作的举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离本实用新型说明书的内容或者超越本权利要求书所定义的范围,均应属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1