一种装配件衬套铰削及检测装置的制作方法
1.本实用新型涉及数控加工及铰削加工技术领域,尤其涉及一种装配件衬套铰削及检测装置。
背景技术:
2.根据航空产品的结构,对标有空间尺寸、形位公差的零件,通常采用数控设备加工保证,而进行这些加工采用的装夹工装易对零件的产生压紧变形、找正误差等因素势必会造成空间尺寸、形位公差控制不稳定的情况,是造成产品加工质量问题的主要因素。其次,大多数企业数控设备紧缺,设备能力远远不能满足产品交付,而往往由于空间尺寸、形位公差零件对机车的依赖而过多占用机床资源。
3.再有,目前装配件衬套孔一般采用镗削,而镗削会造成衬套孔中心轴线与基体孔轴线的偏移,影响装配件衬套壁厚的均匀性,影响产品的装配质量和使用性能。
技术实现要素:
4.本实用新型的目的在于提供一种装配件衬套铰削及检测装置,能实现零件产品形位公差及空间尺寸加工合格且质量稳定。
5.本实用新型的技术方案是:一种装配件衬套铰削及检测装置包括夹具基础板,其特征在于,还包括设于所述夹具基础板上的侧顶立板、测量机构组件、测量基准块、定位支座组件和铰刀引导支座,所述测量机构组件和测量基准块设置在夹具基础板的x方向的一侧,且在y方向上,测量机构组件与测量基准块的端面接触;所述铰刀引导支座设置在夹具基础板的x方向的另一侧,并在y方向上间隔相对设置两个形成第一加工区;所述定位支座组件位于测量基准块和铰刀引导支座之间,所述侧顶立板在y方向上位于定位支座组件的旁侧,且所述侧顶立板和定位支座组件之间形成装夹区,所述测量机构组件靠近铰刀引导支座的旁侧设有第二加工区。
6.优选的,所述侧顶立板竖向上排布设有多个螺纹孔,在其中部分的螺纹孔上安装螺栓,所述螺栓向所述装夹区伸缩。
7.优选的,所述测量基准块朝向所述测量机构组件的一侧设有基准面a。
8.优选的,所述测量机构组件包括轴承杆、测量支座、百分表、表杆和转换夹,所述轴承杆水平并可旋转的安装在所述测量支座上,所述转换夹设于所述轴承杆的末端上,所述表杆竖向连接在所述转换夹上,并在所述表杆的底部设有所述百分表。
9.优选的,所述轴承杆和测量支座之间设置有滚柱轴承。
10.优选的,所述定位支座组件包括定位芯轴和定位支座,所述定位支座具有两个竖直壁以形成u形,所述定位芯轴穿过两个所述竖直壁。
11.优选的,所述铰刀引导支座包括底座和设于所述底座上的导向套,所述导向套上设有供铰刀穿过的导向孔。
12.与相关技术相比,本实用新型的有益效果为:
13.一、在零件无压紧状态下实现产品加工,保证产品空间尺寸及形位公差要求,消除了传统加工过程中产品的装夹变形等误差,实现产品加工质量的稳定性;
14.二、巧妙设计了空间尺寸实时测量机构,通过测量机构的旋转百分表测头,识别产品加工面与测量基准面是否等高,通过测头跳动量,检测出产品加工面加工余量的多少,实现手工铰削对空间尺寸加工、实时监测的技术突破;
15.三、巧妙的利用平行度原理,合理设计定位基准、定位方式及定位元件,实现产品加工前平行度的受控。
附图说明
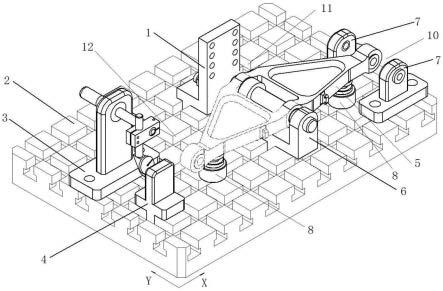
16.图1为本实用新型提供的装配件衬套铰削及检测装置的结构示意图;
17.图2为图1中的侧顶立板的结构示意图;
18.图3为图1中的测量机构组件的结构示意图;
19.图4为图1中的定位支座组件的结构示意图;
20.图5为图1中的铰刀引导支座的结构示意图;
21.图6为本实用新型提供的装配件衬套铰削及检测装置工作时的示意图。
22.附图中:1、侧顶立板;2、夹具基础板;3、测量机构组件;4、测量基准块;5、工件;6、定位支座组件;7、铰刀引导支座;8、垫块;10、第一加工区;11、装夹区;12、第二加工区;13、螺纹孔;
23.3-1、轴承杆;3-2、测量支座;3-3、百分表;3-4、表杆;3-5、转换夹;3-6、滚柱轴承;6-1、定位芯轴;6-2、定位支座;7-1、底座;7-2、导向套。
具体实施方式
24.以下将参考附图并结合实施例来详细说明本实用新型。需要说明的是,在不冲突的情况下,本实用新型中的实施例及实施例中的特征可以相互组合。为叙述方便,下文中如出现“上”、“下”、“左”、“右”字样,仅表示与附图本身的上、下、左、右方向一致,并不对结构起限定作用。
25.如图1所示,本实施例提供的一种装配件衬套铰削及检测装置包括侧顶立板1、夹具基础板2、测量机构组件3、测量基准块4、定位支座组件6、铰刀引导支座7和垫块8。
26.所述夹具基础板2上横纵排布设有多条t型槽,以供侧顶立板1、测量机构组件3、测量基准块4、定位支座组件6和铰刀引导支座7安装在其上。所述夹具基础板2在同一俯视投影平面上设有相互垂直的x轴和y轴。
27.所述测量机构组件3和测量基准块4设置在夹具基础板2的x方向的一侧,且在y方向上,测量机构组件3与测量基准块4的端面接触。所述铰刀引导支座7设置在夹具基础板2的x方向的另一侧,并在y方向上间隔相对设置两个形成第一加工区10。所述定位支座组件6位于测量基准块4和铰刀引导支座7之间,所述侧顶立板1在y方向上位于定位支座组件6的旁侧,且所述侧顶立板1和定位支座组件6之间形成装夹区11。所述测量机构组件3靠近铰刀引导支座7的旁侧设有第二加工区12。
28.如图1、图2所示,所述侧顶立板1为l形板,其底部设有与夹具基础板2上t型槽插装的插块。所述侧顶立板1的竖向上排布设有多个螺纹孔13,在x方向上设置两个螺纹孔13为
一组,在其中一组的螺纹孔13上安装螺栓14。所述螺栓14向所述装夹区11伸缩,以通过螺栓头抵接工件5的侧壁(如图6所示)。
29.如图1、图3所示,所述测量机构组件3包括轴承杆3-1、测量支座3-2、百分表3-3、表杆3-4和转换夹3-5,所述轴承杆3-1水平并可旋转的安装在所述测量支座3-2上,且所述轴承杆3-1和测量支座3-2之间设置有滚柱轴承3-6。所述转换夹3-5设于所述轴承杆3-1的末端上,所述表杆3-4竖向连接在所述转换夹3-5上,并在所述表杆3-4的底部设有所述百分表3-3。所述转换夹3-5为十字转换夹,以能够同时安装水平设置的轴承杆3-1和竖向设置的表杆3-4。
30.所述测量支座3-2的底部设有螺栓孔,通过螺栓将测量机构组件3安装在夹具基础板2的t型槽上。
31.如图1所示,所述测量基准块4设有与夹具基础板2贴合的底板(未标号),并在所述底板上竖向设有基准板(未标号),所述基准板朝向所述百分表3-3的一侧设有基准面a。所述底板的底部设有与所述侧顶立板1底部规格相同的插块。
32.如图1、图4所示,所述定位支座组件6包括定位芯轴6-1和定位支座6-2,所述定位支座6-2具有两个竖直壁(未标号)以形成u形,所述定位芯轴6-1穿过两个所述竖直壁。
33.如图1、图5所示,所述铰刀引导支座7包括底座7-1和设于所述底座7-1上的导向套7-2,所述导向套7-2上设有供铰刀穿过的导向孔。所述底座7-1上设有与t型槽用螺栓固定的通孔。
34.如图4、图5所示,所述定位支座组件6和铰刀引导支座7的底部均设有与夹具基础板2上的t型槽插装的插块。
35.如图1、图6所示,工件5为类似于三角形,其底边设有轴孔,顶角为需要加工的衬套。先将定位支座组件6的定位芯轴6-1穿过工件5的轴孔并固定在定位支座6-2上,由此限制了工件5的空间移动自由度。将定位支座组件6固定在装夹区11中。
36.以定位支座组件6上的轴心线l为基准,通过数控设备检测、调整并安装铰刀引导支座7,并根据工件5中心距h安装在合适位置上的夹角基础板2上的t型槽上并压紧,确保定位支座组件6的定位芯轴6-1上的轴心线l与轴心线l1相互平行。
37.将衬套置于两个铰刀引导支座7之间的第一加工区10中,通过一组调节螺栓14的右侧的调节螺栓14抵接工件5的侧壁。且为了保证衬套孔c与导向孔同轴线,在工件5的底部设置垫块8。
38.将专用铰刀穿过导向套7-2的导向孔,使其伸入第一加工区10内,通过导向套7-2的引导,完成工件5的衬套孔c的粗、精铰削加工。采用该方法加工衬套孔,使衬套孔尺寸一致性好,尺寸稳定性强,同时也满足加工后衬套孔c中心轴线l1和轴心线l的平行度及中心距h尺寸要求。
39.衬套孔c加工完成后,将工件5沿轴心线l旋转至左侧,使其位于第二加工区12,此时,一组螺栓14的左侧螺栓头抵接工件5的侧壁,由此对工件5进行衬套端面b的加工及检测。
40.具体为:将测量基准块4安装在夹具基础板2合适的位置,同时通过数控设备检测并调整其安装位置,确保测量基准块4上的基准面a与工件5的衬套端面b平行等高,平行度为0.02,距离为w1(w1为产品图纸要求的空间尺寸值),压紧测量基准块4。
41.将测量机构组件3安装在夹具基础板2合适的位置并固定,使测量机构组件3上的百分表3-3的表针能接触所述夹具基础板2上的基准面a。
42.将完成衬套孔c的工件5旋转至左侧,在第二加工区12采用端面锪刀加工衬套端面b。加工过程中可通过旋转轴承杆3-1,使旋转过程中的百分表3-3的表针接触基准面a和衬套端面b,通过观察百分表3-3表针的跳动量来确定w2尺寸的加工量:当跳动量为0时,即w1=w2,表示衬套端面b加工完成,满足图纸尺寸要求。
43.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1